內徑鏜刀桿型號解析|ISO鏜刀桿選型與規格指南
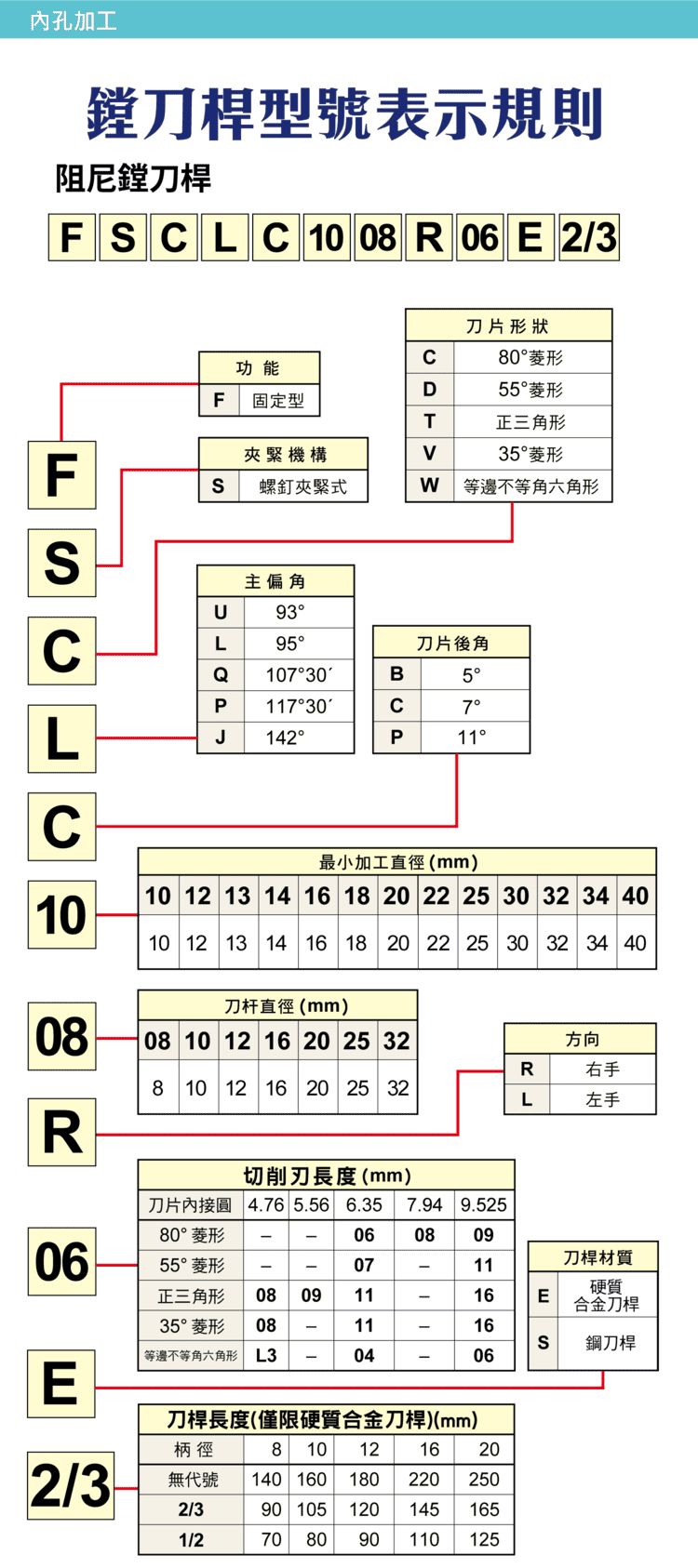
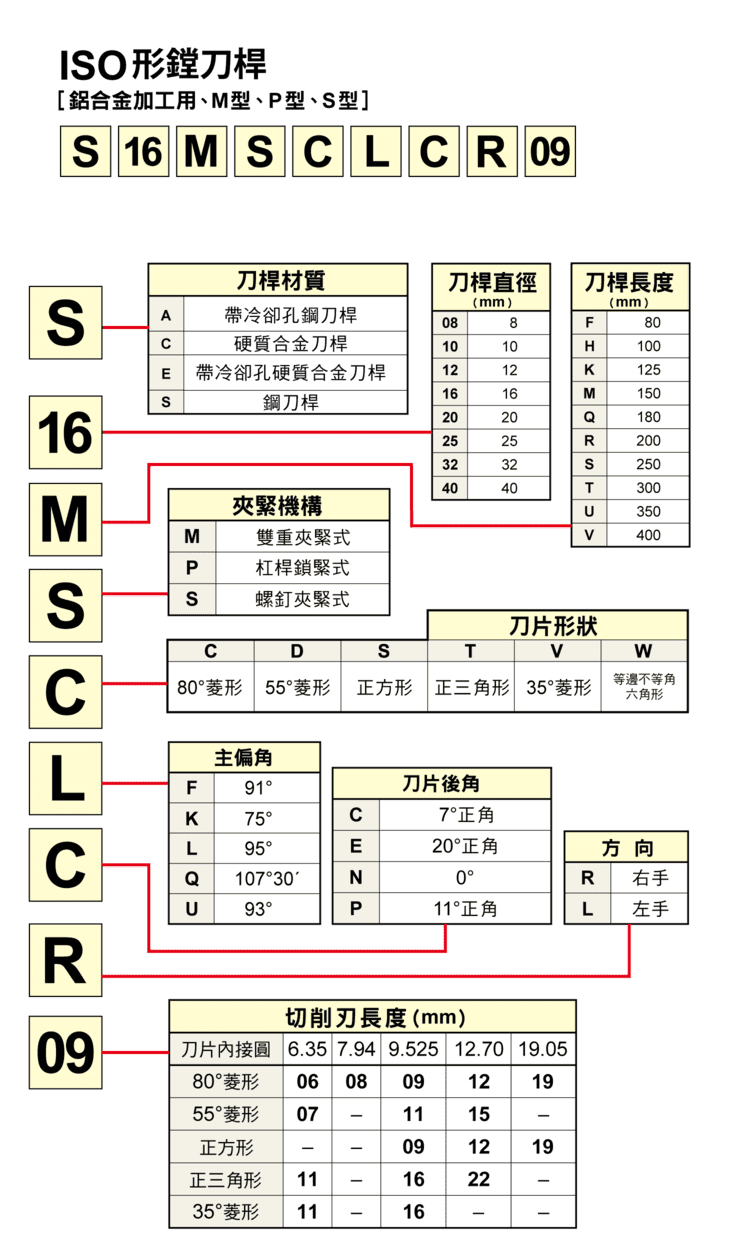
內徑鏜刀桿(Boring Bar)型號透過標準化編碼系統,整合刀桿材質、直徑、長度、刀片形狀、後角與夾持方式,讓使用者可快速選擇適合的內孔加工工具。正確理解型號規則,不僅能提升內孔加工精度與穩定性,更能避免震動與刀具損壞,是CNC內徑加工選刀的核心關鍵。
鏜刀桿型號結構解析
典型型號(如 FSCLCR...)包含:
• 功能代碼(固定型 / 特殊型)
• 夾持方式(螺絲、槓桿等)
• 刀片形狀
• 主偏角
• 後角
• 刀桿尺寸與長度
• 加工方向(左 / 右)
用途:
• 快速識別刀具規格
• 提升選型效率
刀桿材質分類
常見材質:
• 鋼刀桿(Steel Shank)
• 硬質合金刀桿(Carbide Shank)
• 阻尼刀桿(Anti-vibration)
選擇建議:
• 深孔加工 → 阻尼刀桿
• 一般加工 → 鋼刀桿
• 高精度 → 硬質合金刀桿
刀桿直徑與加工能力
刀桿直徑影響:
• 剛性
• 抗振動能力
常見尺寸:
• Ø8 / Ø10 / Ø12 / Ø16 / Ø20 / Ø25 / Ø32
原則:
• 直徑越大 → 剛性越高
• 但需符合加工孔徑限制
刀桿長度與懸伸比
長度影響:
• 懸伸長度越長 → 越易振動
建議:
• 控制懸伸比(L/D)
• 避免過長刀桿
效果:
• 提升加工穩定性
• 改善表面品質
刀片形狀與應用
常見刀片形狀:
• C:80°菱形
• D:55°菱形
• T:三角形
• V:35°菱形
影響:
• 切削角度
• 可加工空間
選擇建議:
• 小孔加工 → 小角度刀片(V型)
• 一般加工 → C型
主偏角與加工方向
主偏角:
• 93° / 95° / 107.5° / 117.5°
影響:
• 切削力方向
• 排屑方式
加工方向:
• R:右手刀
• L:左手刀
刀片後角(Clearance Angle)
常見後角:
• 0°
• 5°
• 7°
• 11°
選擇重點:
• 小後角 → 高剛性
• 大後角 → 低切削阻力
夾持方式與穩定性
常見夾持方式:
• 螺絲夾緊
• 槓桿鎖緊
• 雙重夾緊
影響:
• 刀片固定穩定性
• 抗振動能力
最小加工直徑
關鍵參數:
• 最小加工內徑
影響:
• 刀桿是否可進入孔內
選擇原則:
• 刀桿尺寸需小於加工孔徑
ISO鏜刀桿選型建議
選型邏輯:
加工深孔:
• 選擇阻尼刀桿
• 增加穩定性
高精度加工:
• 硬質合金刀桿
• 小刀尖刀片
一般加工:
• 鋼刀桿
• 標準刀片
內孔加工優化重點
關鍵因素:
• 刀桿剛性
• 懸伸控制
• 刀片選擇
效果:
• 提升加工精度
• 降低震動
• 延長刀具壽命