螺紋加工參數(外徑)完整指南|ISO、UNC、NPT外螺紋切削深度與加工步數
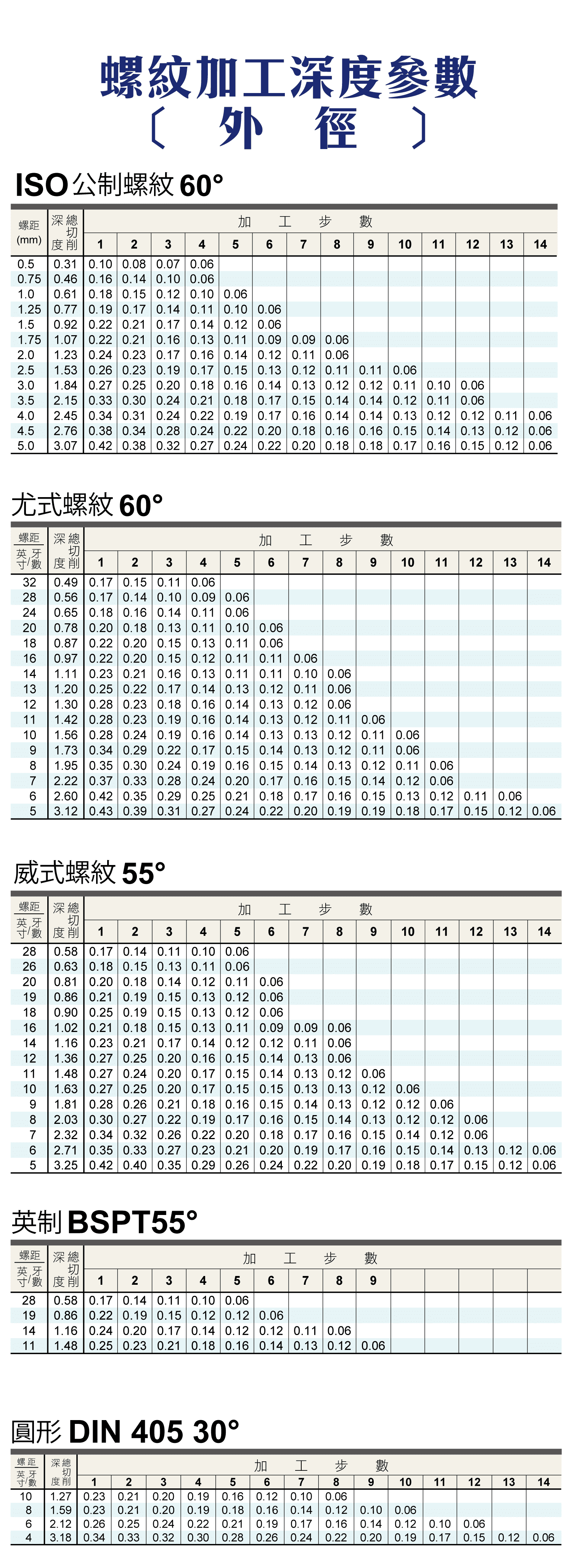
螺紋外徑加工參數主要用於車削外螺紋或螺紋銑削時的切削深度控制,不同螺紋標準(ISO、公制、UNC、BSPT、NPT、ACME等)需搭配適當的加工步數與切削分配。本資料整理各類螺紋外徑加工的建議切削深度,透過多段式遞減切削策略,有效降低刀具磨耗、避免震刀與崩刃,並提升螺紋表面品質與尺寸精度。
外螺紋加工參數是什麼?
外徑螺紋加工參數指的是:
-
每一刀的切削深度(Depth per pass)
-
總加工刀數(Number of passes)
主要應用於:
-
CNC車床外螺紋加工(Thread Turning)
-
螺紋銑刀(Thread Milling)
-
滾牙前加工控制
常見螺紋種類與應用
ISO 公制螺紋 60°
-
最普遍使用(M系列)
-
適用一般機械、模具產業
-
建議6~12刀分段加工
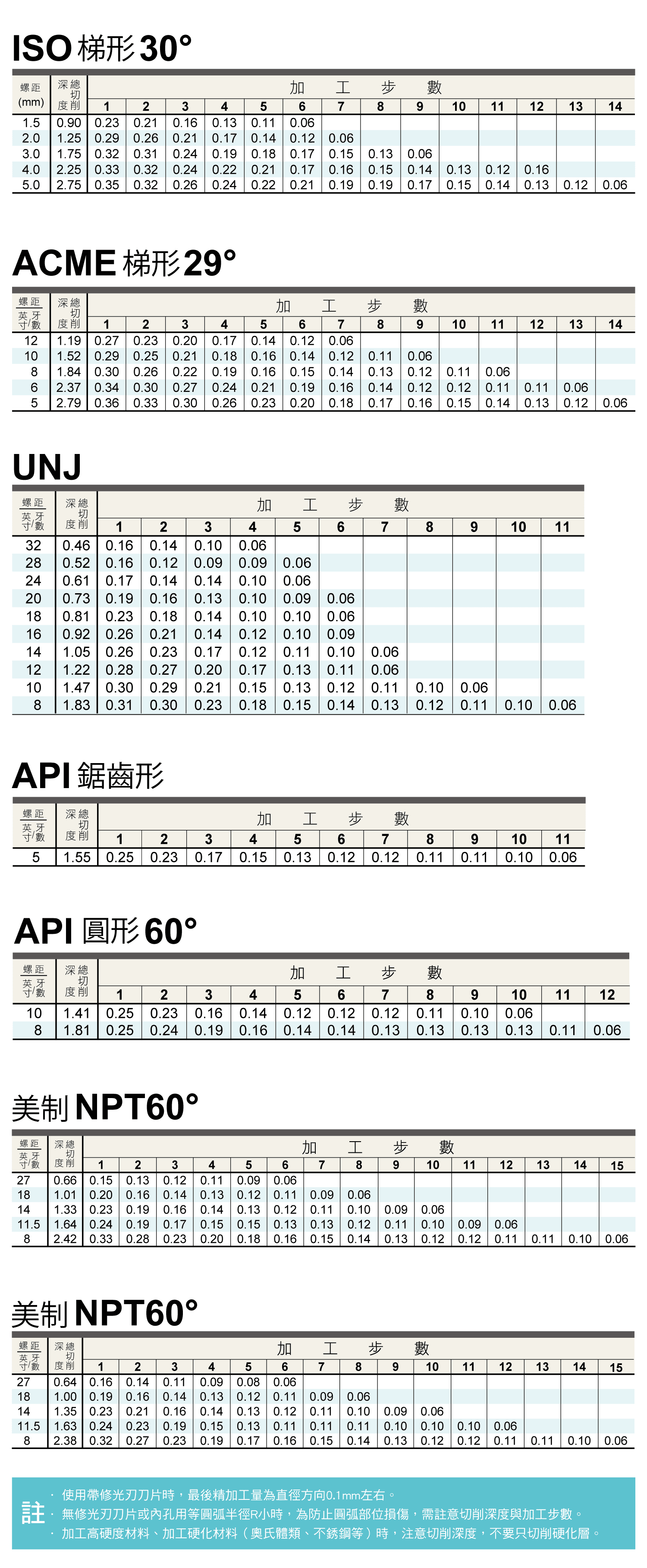
UNC / UNJ 美制螺紋 60°
-
英制牙數制
-
常用於汽車、航太
-
UNJ具圓角設計,提高疲勞強度
BSPT 55° 管用螺紋
-
英制錐螺紋
-
用於管路密封
-
切削需保守避免漏牙
NPT / NPTF 60°
-
美制錐螺紋
-
高密封需求
-
加工需精確控制深度
ACME 梯形螺紋 29°
-
傳動用途(導螺桿)
-
切削量大,需多刀分層
DIN 405 圓形螺紋 30°
-
抗震與耐磨特性佳
-
用於特殊設備
外徑切削策略(非常關鍵)
建議採用「遞減式切削」:
切削分配邏輯:
-
第1~2刀:去除大量材料(較深)
-
中段刀數:穩定下降
-
最後1~2刀:精修(約0.06mm)
典型分配比例:
-
初期:25~35%
-
中期:15~20%
-
後期:<10%
-
精修:固定微量切削
加工實務重點(關鍵經驗)
1. 最後精修刀
-
建議約 0.06mm
-
提升表面粗度與牙型完整
2. 避免刀具震動
-
外徑加工更容易產生震動
-
建議降低最後幾刀切削量
3. 高硬度材料加工
-
如 SUS、鈦合金
-
切削深度需降低30~50%
-
增加加工步數
4. 大直徑螺紋
-
切削負荷大
-
必須增加刀數避免刀具破損
CNC車削 vs 螺紋銑削(外徑)
| 項目 | 車削螺紋 | 螺紋銑削 |
|---|---|---|
| 加工方式 | 單刀成形 | 多段銑削 |
| 穩定性 | 較低 | 高 |
| 精度 | 中 | 高 |
| 適用 | 大量生產 | 高價值工件 |
四、加工注意事項
-
精修刀不可省略
-
小徑螺紋需增加加工刀數
-
無修光刃刀具需注意底部干涉
-
高硬度材料避免一次吃刀過深
-
建議搭配冷卻液與穩定進給
標籤
分享