ISO車削刀片規範解析:CNMG刀片型號與選型指南|CNC57
ISO 車削刀片規範透過標準化編碼(如 CNMG、DNMG),將刀片形狀、後角、精度、孔型與斷屑槽整合為一組型號,讓使用者快速判斷刀片性能與應用。本指南解析刀片形狀代碼、後角、精度、刀尖圓角、尺寸與斷屑槽設計,協助精準選型、提升車削效率與加工品質。
一、ISO 刀片型號結構解析
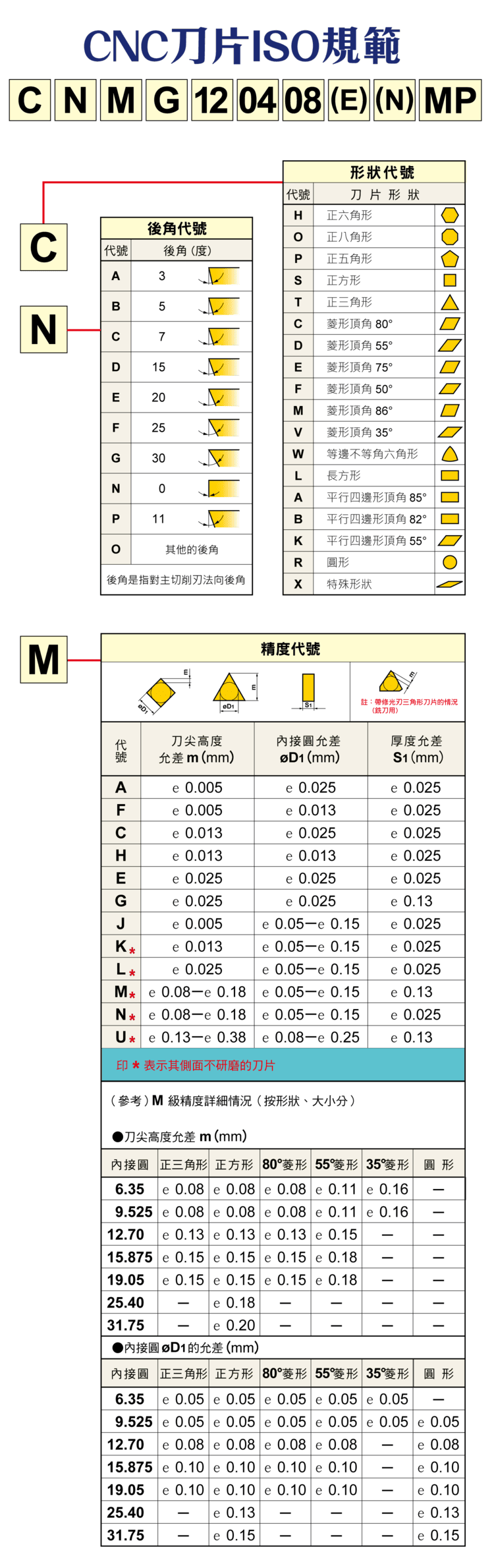
標準刀片型號(例如 CNMG)各碼含義:第 1 碼刀片形狀、第 2 碼後角(Clearance Angle)、第 3 碼精度等級、第 4 碼孔型與斷屑槽。作用是快速識別刀片特性、標準化全球應用。
二、刀片形狀與後角代碼
| 形狀代碼 | 形狀 | 特性 |
|---|---|---|
| C | 80° 菱形 | 強度與泛用性佳 |
| D | 55° 菱形 | 適仿形/多角度 |
| T | 三角形 | 刃數多 |
| S | 正方形 | 強度高 |
| R | 圓形 | 重車/仿形 |
形狀影響切削強度、可用刃數與加工角度。後角代碼:N=0°(無後角)、C=7°、P=11°;小後角高剛性、大後角低切削阻力。
三、精度等級(Tolerance Class)
常見 M 級(一般精度)與高精度等級(如 G 級),影響尺寸穩定性與加工精度。精加工或嚴公差需求選較高精度等級。
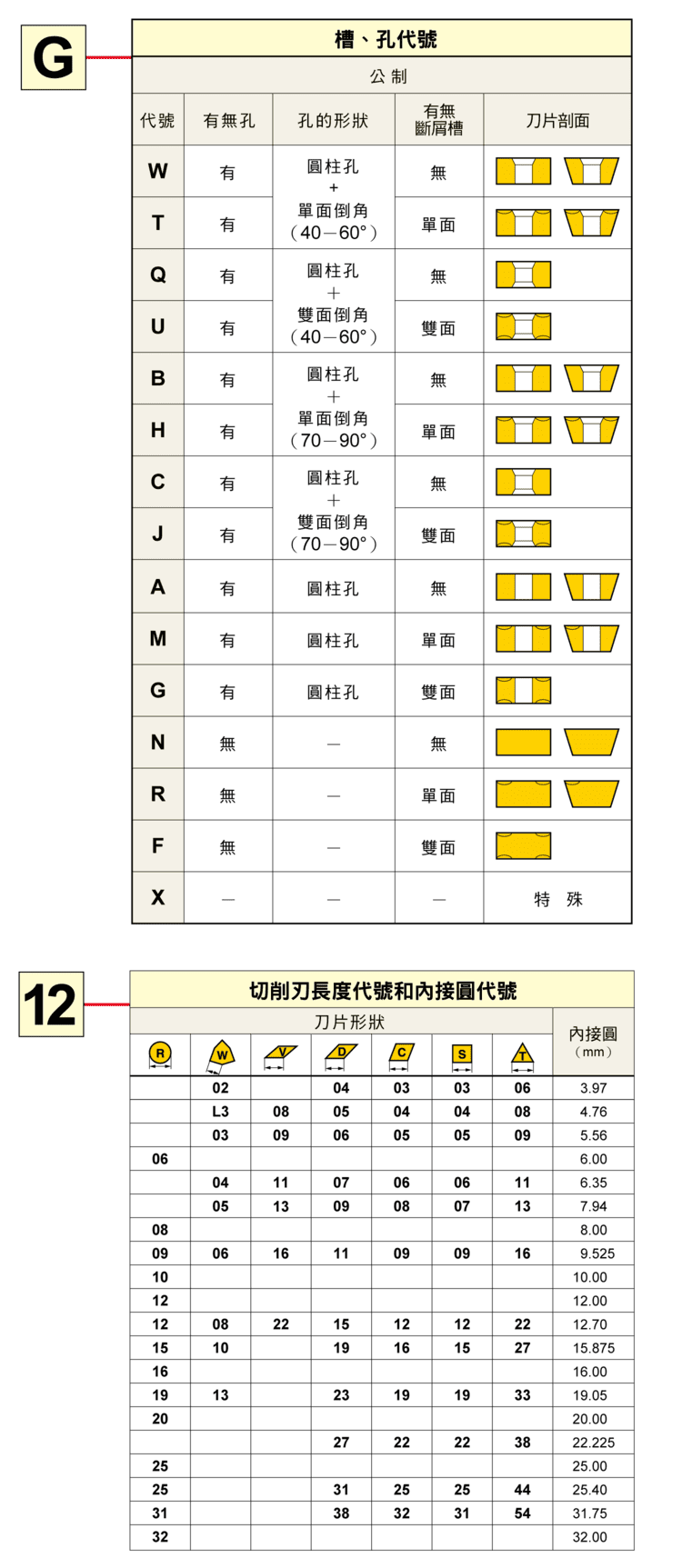
四、孔型、斷屑槽與刀尖圓角
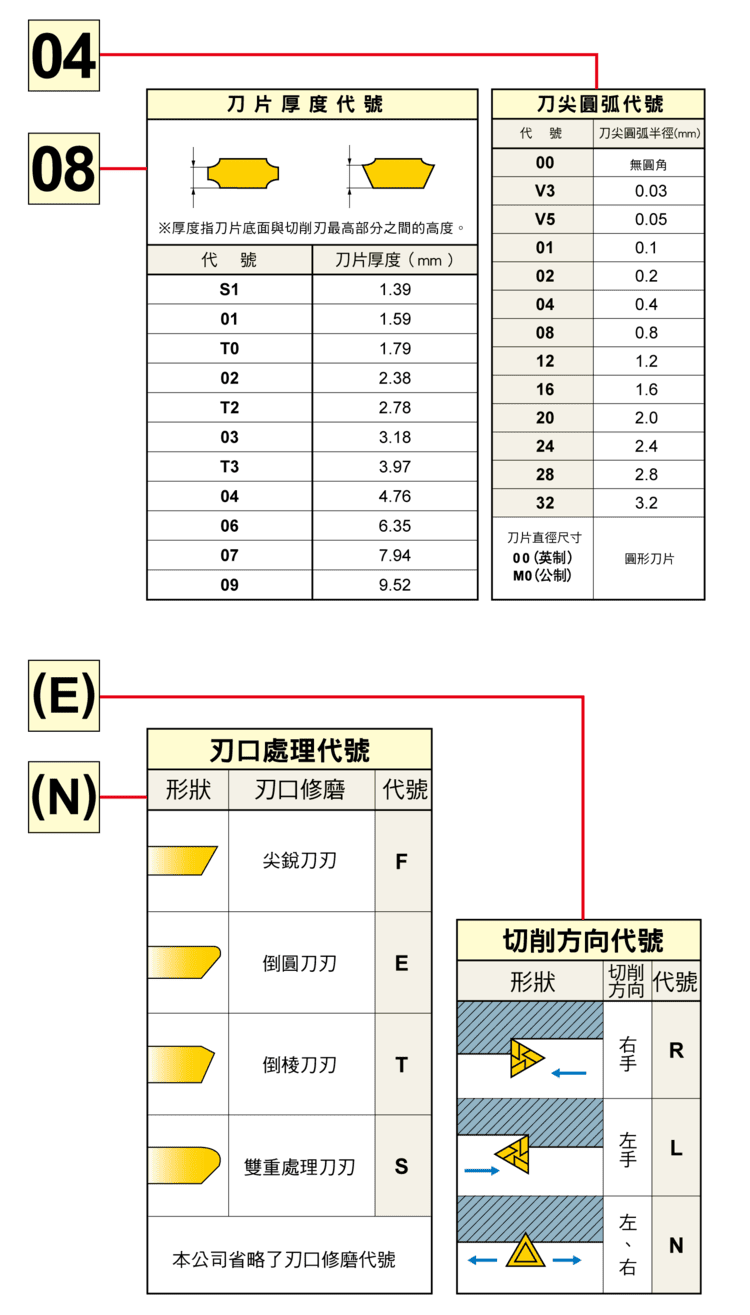
刀片設計分有孔/無孔、單面/雙面,搭配各種斷屑槽(如 MP、GH、FV 等),用於控制切屑形狀、提升排屑效率。刀尖圓角(Nose Radius)常見 0.2、0.4、0.8、1.2 mm:
| 刀尖圓角 | 影響與選擇 |
|---|---|
| 小半徑(0.2/0.4) | 切削力小,適合精加工 |
| 大半徑(0.8/1.2) | 刀尖強度高,適合粗加工 |
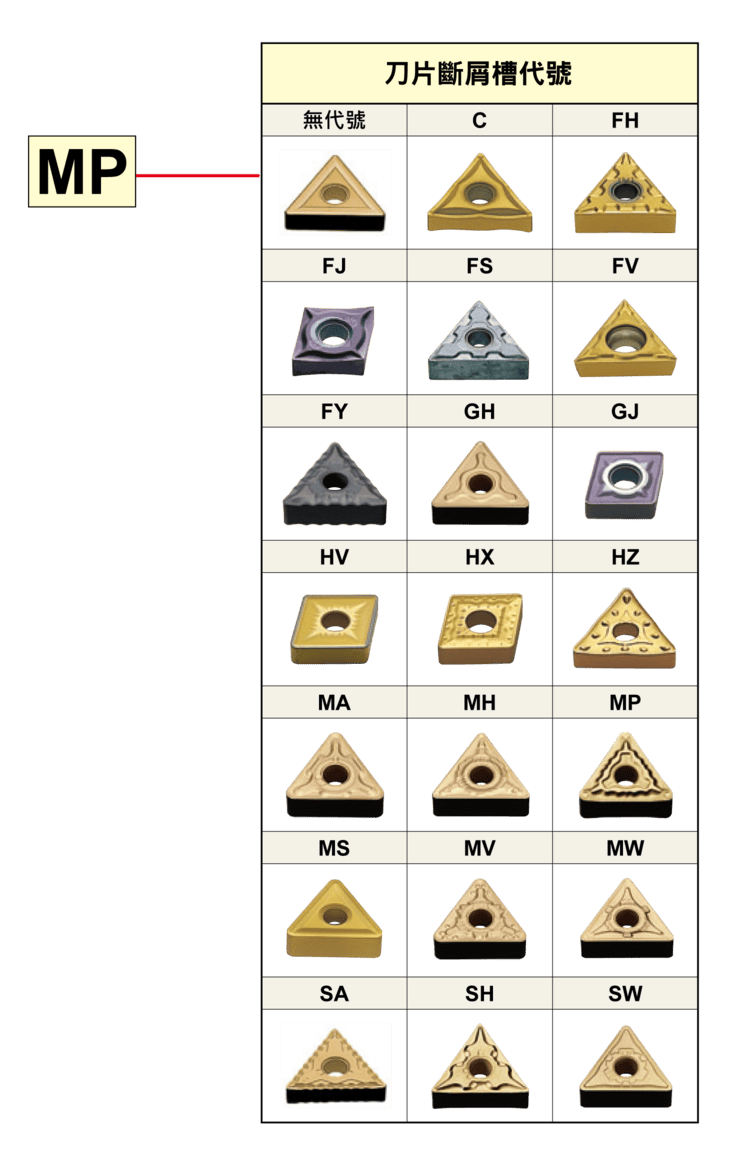
五、刀片尺寸、斷屑槽類型與 ISO 優勢
主要尺寸參數為內接圓(IC)、厚度(S)與刀尖高度公差,影響刀具剛性與加工穩定性。斷屑槽如 MP 為通用型;粗車或難削材常搭配負前角刀片與高耐磨材質。ISO 標準化優勢為全球通用規格、易於替換與選型、提升採購效率,適用 CNC 車削、模具加工與汽車/航太零件。刀片編碼與角度細節見〈車削刀具前後角完整解析〉。
常見問題 FAQ
Q:CNMG 各碼代表什麼?
依序為:C=80° 菱形(形狀)、N=0° 後角、M=一般精度等級、G=孔型與斷屑槽(雙面有孔),後面數字再表示尺寸、厚度與刀尖圓角。一組型號即可快速判斷刀片特性。
Q:刀片形狀怎麼選?
要強度與泛用選 C(80° 菱形)或 S(方形);要仿形、多角度選 D(55°);要刃數多、經濟選 T(三角形);重車或大 R 需求選 R(圓形)。以強度、可用刃數與加工角度綜合判斷。
Q:刀尖圓角大小怎麼取?
精加工用小半徑(0.2/0.4)以降低切削力與震動;粗加工用大半徑(0.8/1.2)提高刀尖強度與可承受切深。R 也影響理論表面粗糙度,需與進給一起考量。
Q:單面和雙面刀片差在哪?
雙面刀片正反兩面都有切刃、刃數多較經濟,多為負型;單面刀片可做正前角、切削輕快、適合精車與軟材。依加工性質與成本選擇。









