指示表與杠桿指示表使用指南|安裝方法、誤差解析與JIS標準
指示表與杠桿指示表是精密量測中最常用的比較量具,其精度與可靠性高度依賴正確安裝方式、測量姿態與誤差控制。本指南系統整理指示表的安裝規範、測量誤差類型(示值誤差、回程誤差、重覆精度)與測力影響,並解析JIS B7503標準與不確定度概念,協助提升量測穩定性與精度。
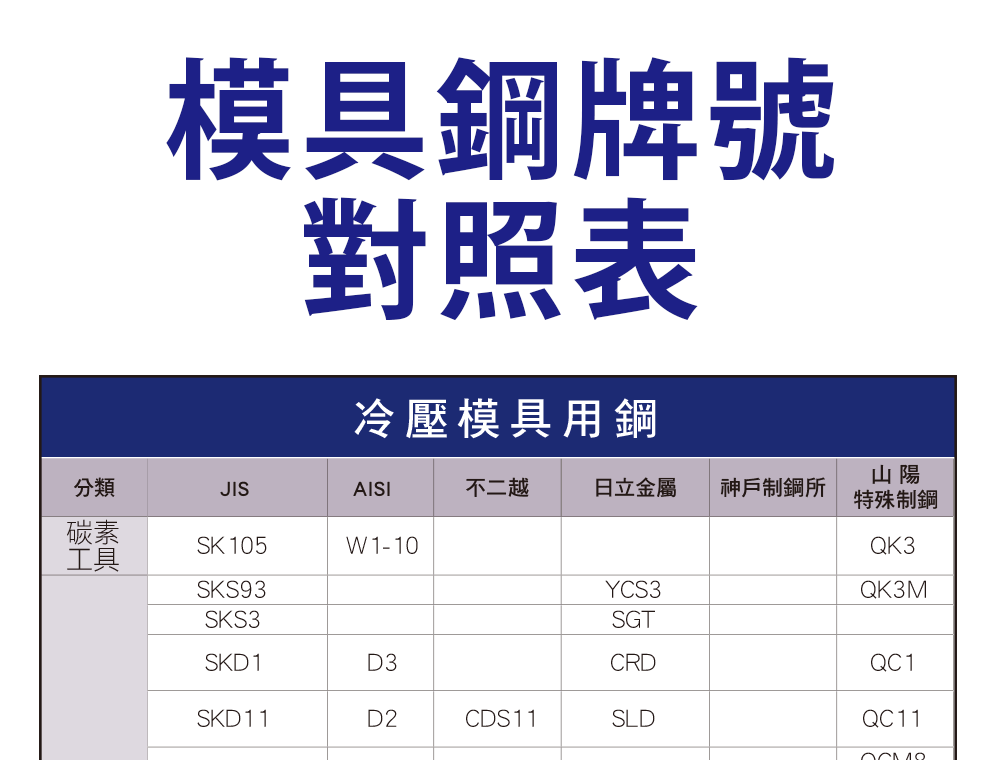
指示表與杠桿指示表是什麼
指示表(Dial Indicator)與杠桿指示表(Test Indicator)為比較量測工具,主要應用於:
- 平面度檢測
- 同心度與跳動量測
- CNC加工校正
- 模具與精密零件檢測
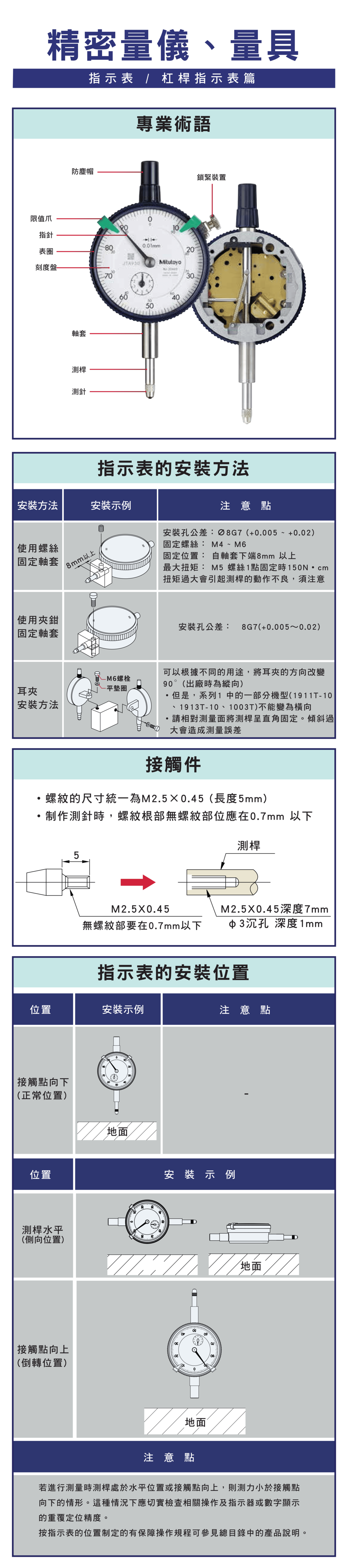
指示表構造與關鍵部位
主要組成包含:
- 測桿與測針
- 刻度盤與指針
- 軸套與鎖緊裝置
- 限位爪與防塵帽
這些結構會直接影響量測靈敏度與精度穩定性。
指示表安裝方法與注意事項
安裝規範
- 安裝孔公差:Ø8G7(+0.005~+0.02)
- 固定螺絲:M4~M6
- 固定位置:軸套下端8mm以上
- 扭矩過大會影響測桿動作
安裝重點
- 測桿需與測量面保持垂直
- 傾斜角度過大會造成誤差
- 可依需求調整耳夾方向
測量姿態對精度影響
常見測量方式:
- 接觸點向下(最佳精度)
- 測桿水平(側向測量)
- 接觸點向上(倒置)
重點:
- 水平或倒置會降低測力
- 需重新確認量測重覆精度
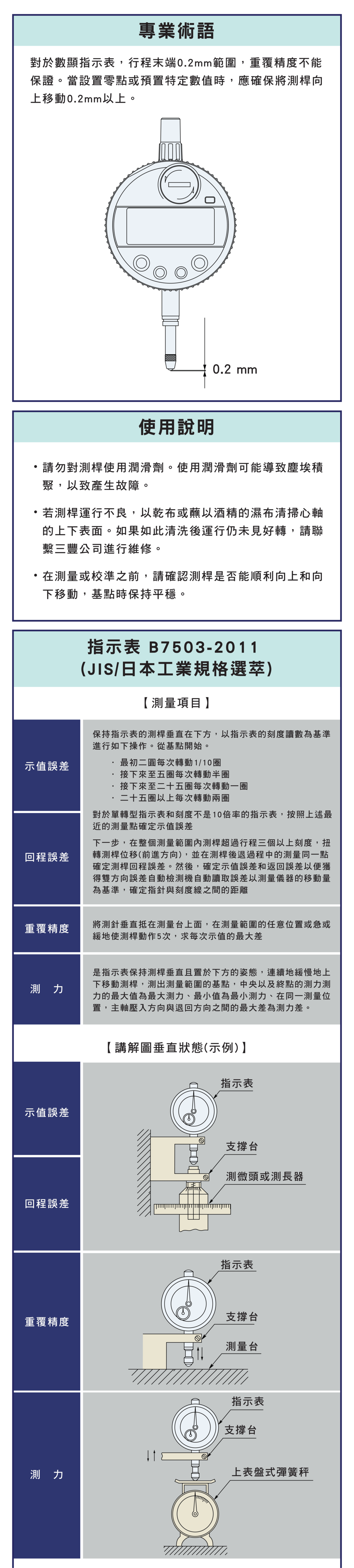
指示表主要誤差類型
示值誤差(Indication Error)
- 指示值與實際值的差異
- 影響整體量測準確性
回程誤差(Hysteresis)
- 前進與回程的讀值差異
- 與機構間隙與摩擦相關
重覆精度(Repeatability)
- 多次測量結果的一致性
- 反映穩定性
測力(Measuring Force)
- 測針壓力影響量測結果
- 過大或過小都會造成誤差
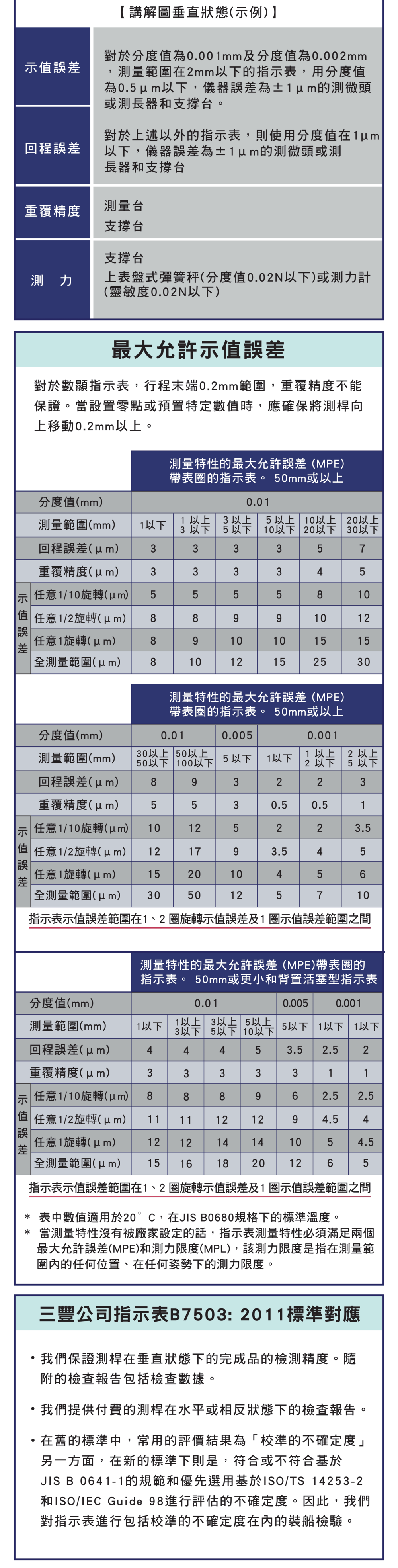
數顯指示表操作重點
- 行程末端0.2mm區域精度較不穩定
- 設定零點需預留安全行程
- 避免在極限位置進行量測
JIS B7503精度標準概念
評估項目包含:
- 最大允許誤差(MPE)
- 回程誤差
- 重覆精度
- 測力限制
並依以下條件分類:
- 測量範圍
- 分度值
- 精度等級
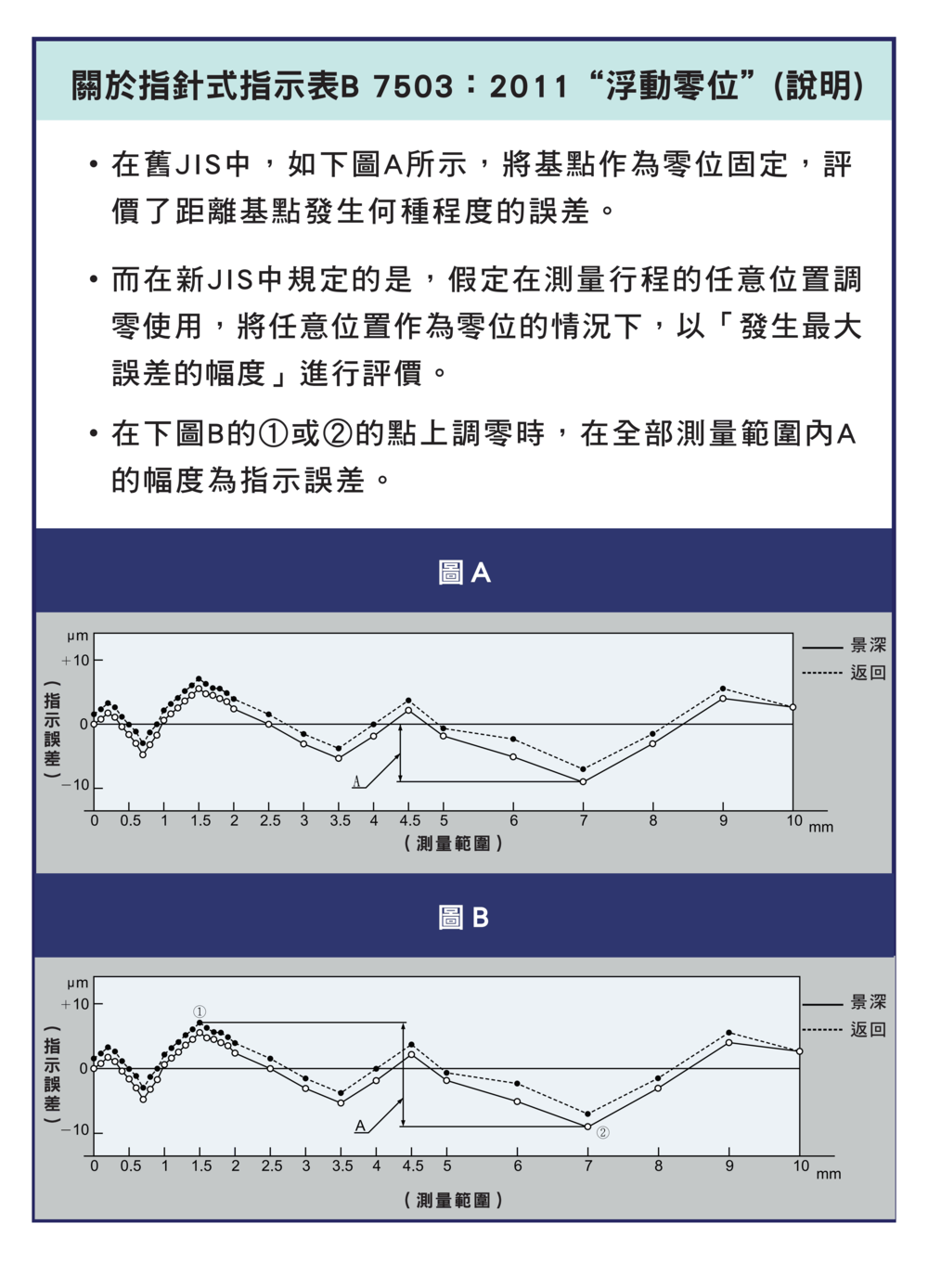
浮動零位概念(新標準)
- 任意位置可設定為零點
- 評估整體最大誤差幅度
- 更貼近實際加工量測需求
使用與維護注意事項
- 不建議使用潤滑油(避免積塵)
- 測桿卡滯需清潔或檢修
- 測量前確認測桿動作順暢
標籤
分享