公制螺紋精度表完整解析|M1–M48 中徑小徑與公差|CNC57
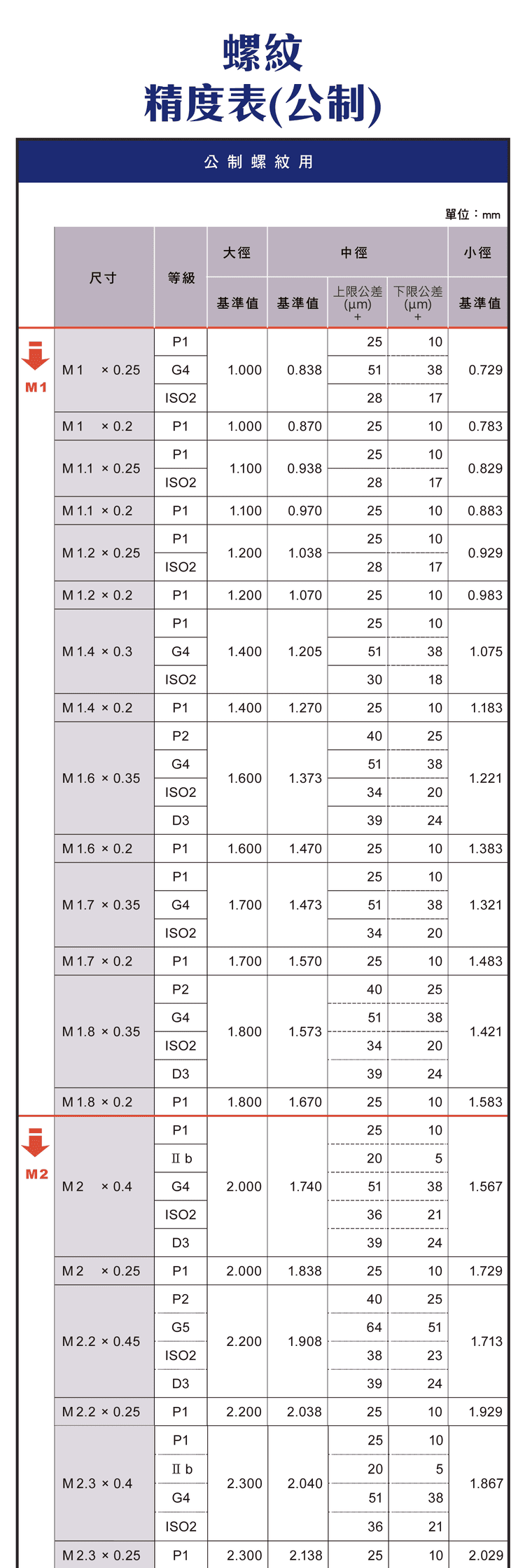
公制螺紋精度表是機械加工、攻牙與品質檢驗的重要依據,涵蓋 M1 至 M48 各尺寸的大徑(外徑)、中徑與小徑基準值,以及 P1、P2、G6、ISO 等不同等級的公差範圍。本表可快速對應攻牙前鑽孔尺寸、螺紋配合精度與檢測標準,有效降低牙紋不良、鎖合不順與尺寸偏差,適用於 CNC 加工、精密零件製造與品管檢測。
一、公制螺紋的三大核心尺寸
公制螺紋以大徑、中徑、小徑三個基準尺寸定義,並搭配不同精度等級對應加工需求:
| 尺寸 | 說明 |
|---|---|
| 大徑(Major Diameter) | 螺紋外徑最大值,即名義直徑 |
| 中徑(Pitch Diameter) | 決定配合精度與緊密程度的關鍵尺寸 |
| 小徑(Minor Diameter) | 螺紋底徑,影響強度與攻牙成型,接近攻牙前底孔尺寸 |
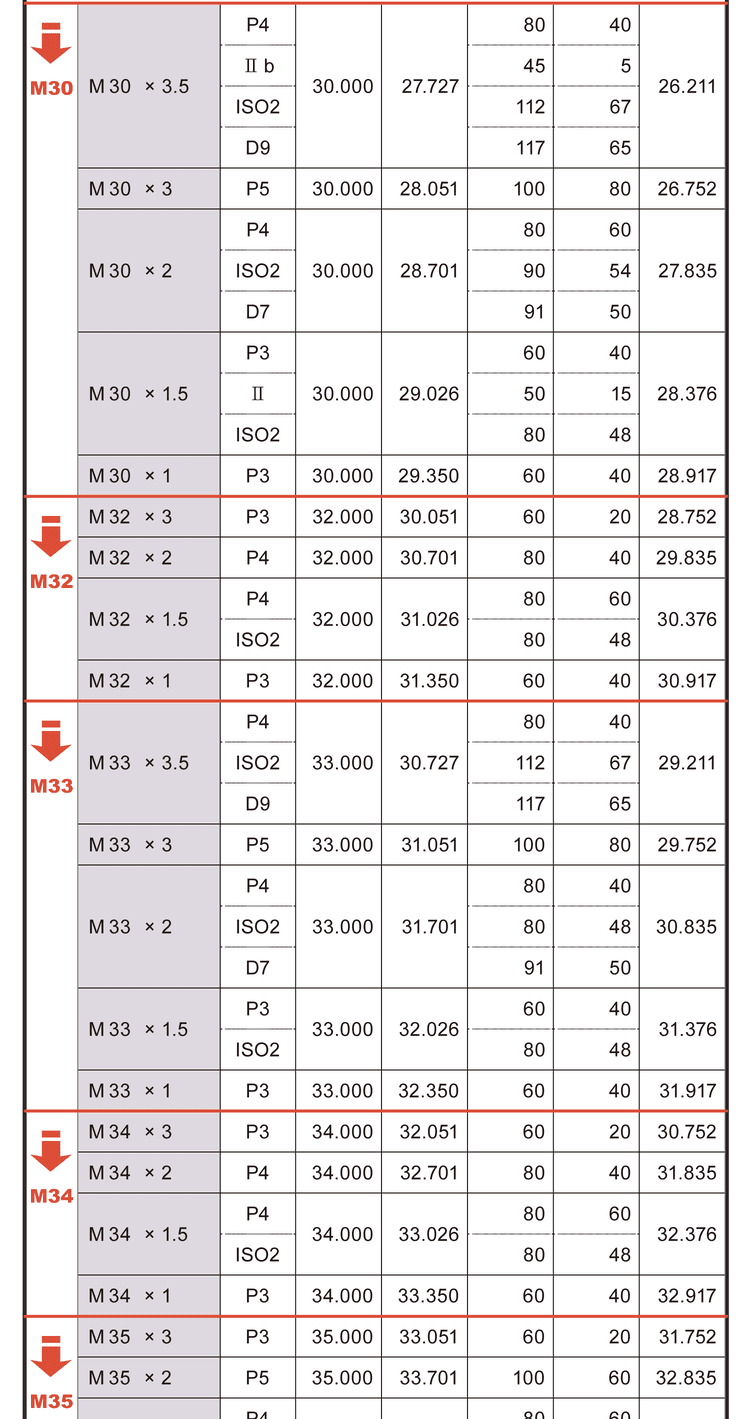
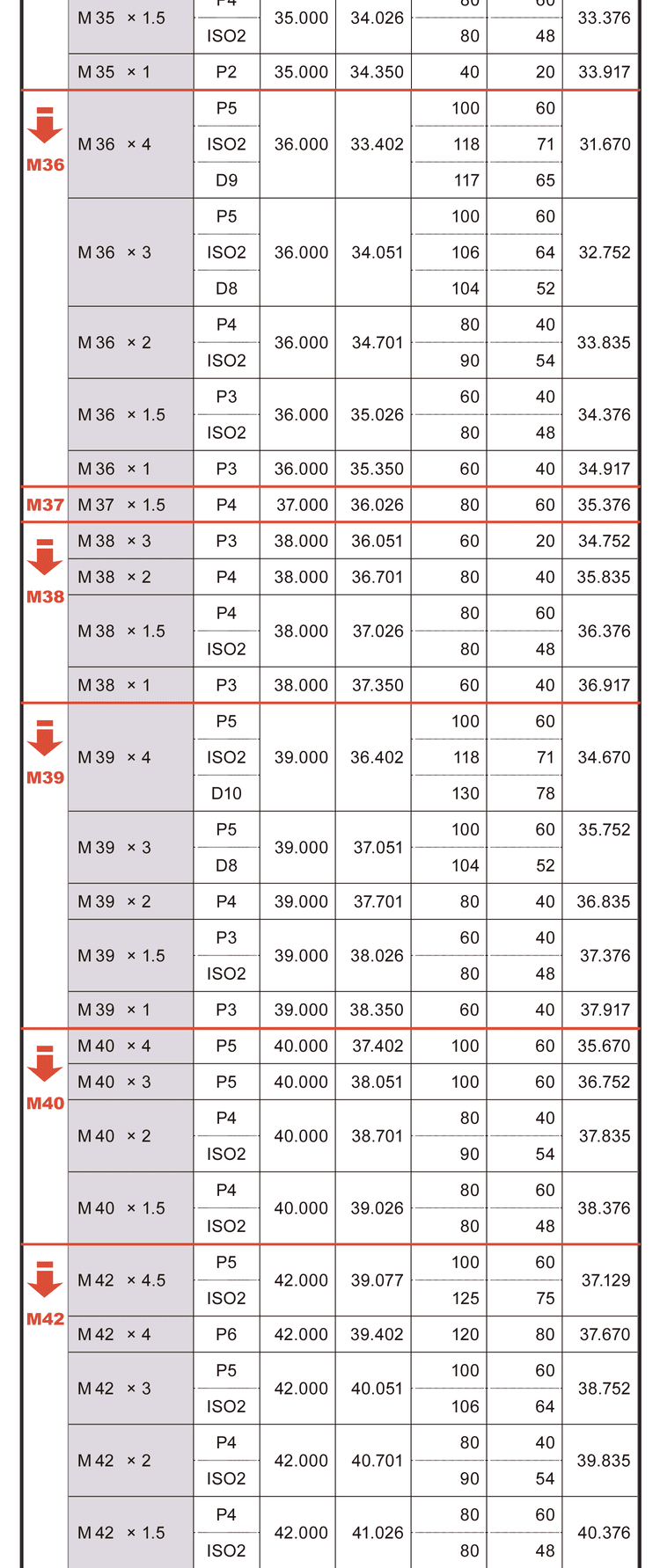
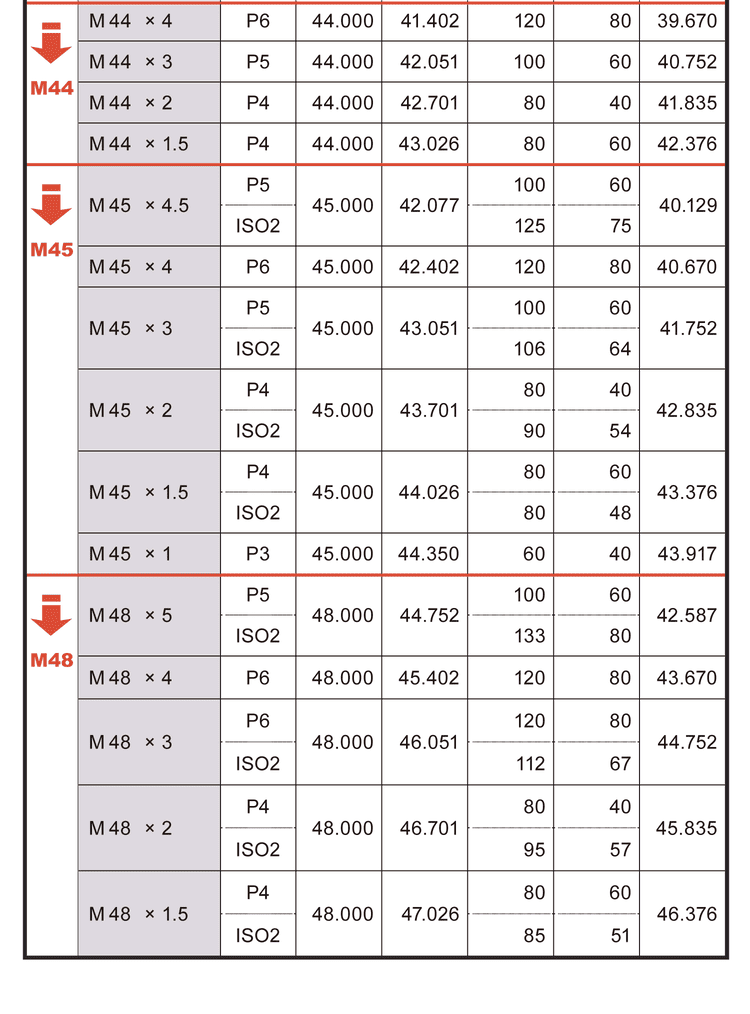
二、常用規格基準值(ISO 724)
下表為公制粗牙常用規格的基準尺寸(依 ISO 724:中徑 = 大徑 − 0.6495×牙距、內螺紋基準小徑 = 大徑 − 1.0825×牙距),可作為攻牙前底孔的快速參考;完整 M1–M48 與各公差等級請以下方原表圖為準。
| 規格 | 牙距 P(mm) | 大徑(mm) | 中徑(mm) | 小徑(mm) | 建議底孔(mm) |
|---|---|---|---|---|---|
| M3 | 0.5 | 3.000 | 2.675 | 2.459 | 2.5 |
| M4 | 0.7 | 4.000 | 3.545 | 3.242 | 3.3 |
| M5 | 0.8 | 5.000 | 4.480 | 4.134 | 4.2 |
| M6 | 1.0 | 6.000 | 5.350 | 4.917 | 5.0 |
| M8 | 1.25 | 8.000 | 7.188 | 6.647 | 6.8 |
| M10 | 1.5 | 10.000 | 9.026 | 8.376 | 8.5 |
| M12 | 1.75 | 12.000 | 10.863 | 10.106 | 10.2 |
※ 上表為 ISO 724 基準值示例(粗牙);建議底孔為常用參考值,實際底孔請依材料與絲攻型式微調,並參考〈螺紋底孔徑表(公制)完整指南〉。
三、精度等級說明
| 等級 | 特性與適用 |
|---|---|
| P1(高精度) | 公差最小、配合緊密,適用精密零件與模具加工 |
| P2(標準精度) | 最常用等級,適合一般機械加工與裝配 |
| G 級(G6、G7) | ISO 標準公差系統,用於國際規範與出口件 |
| ISO 等級 | 國際標準配合,適合跨國製造與統一規格 |
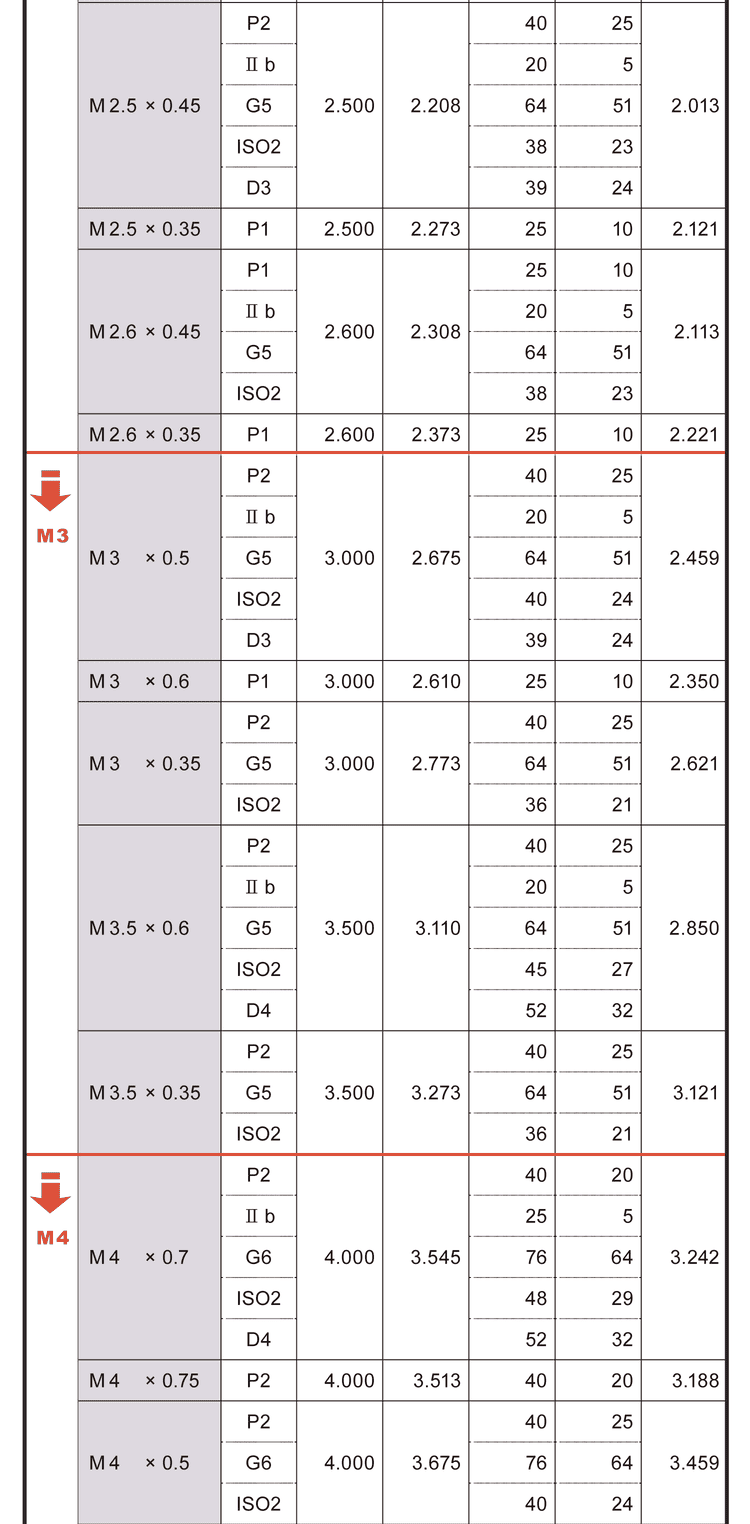
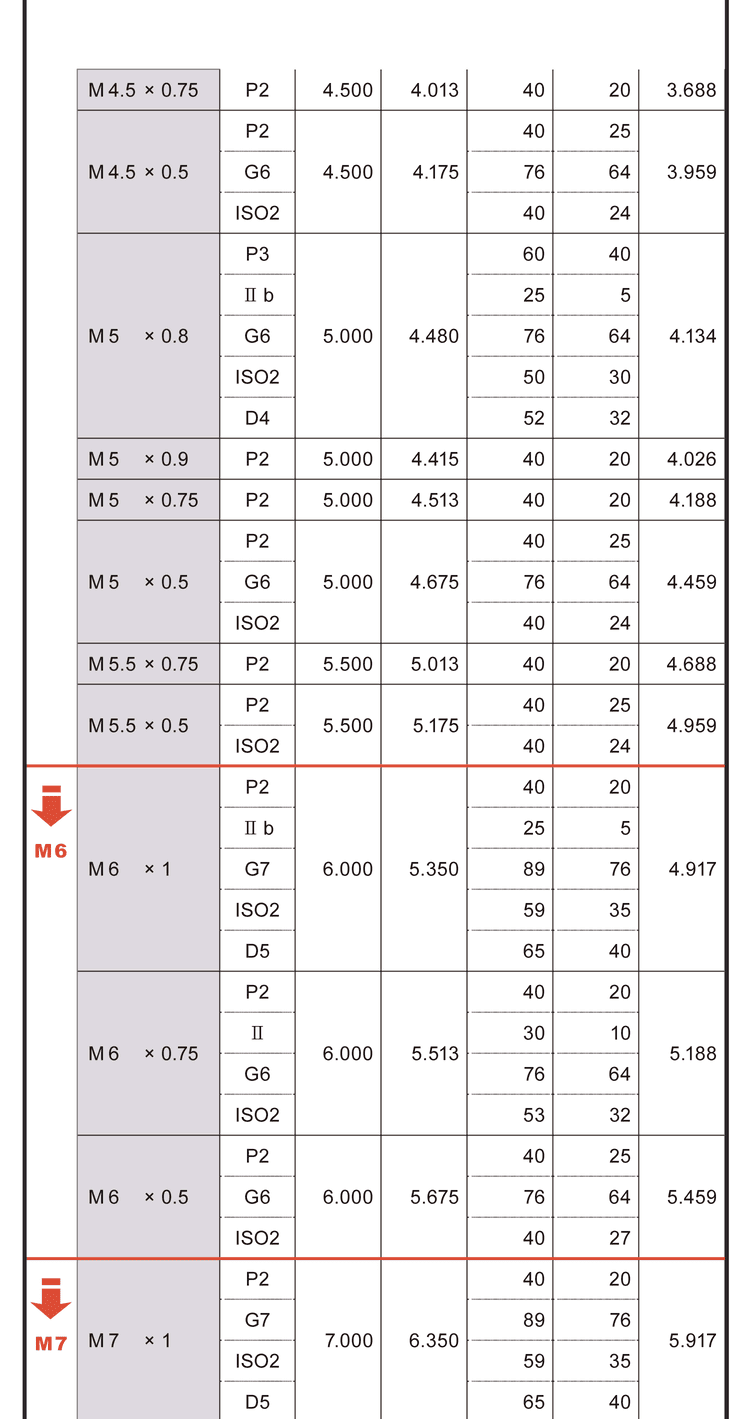
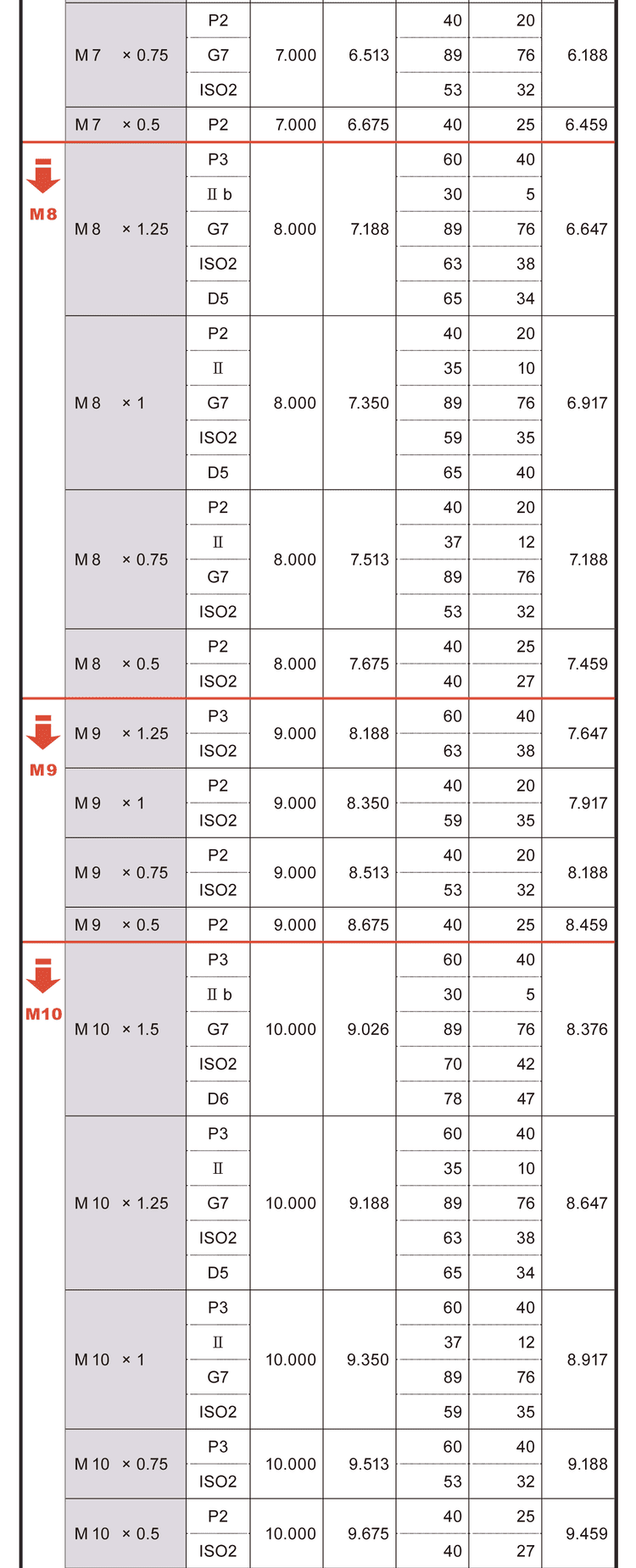
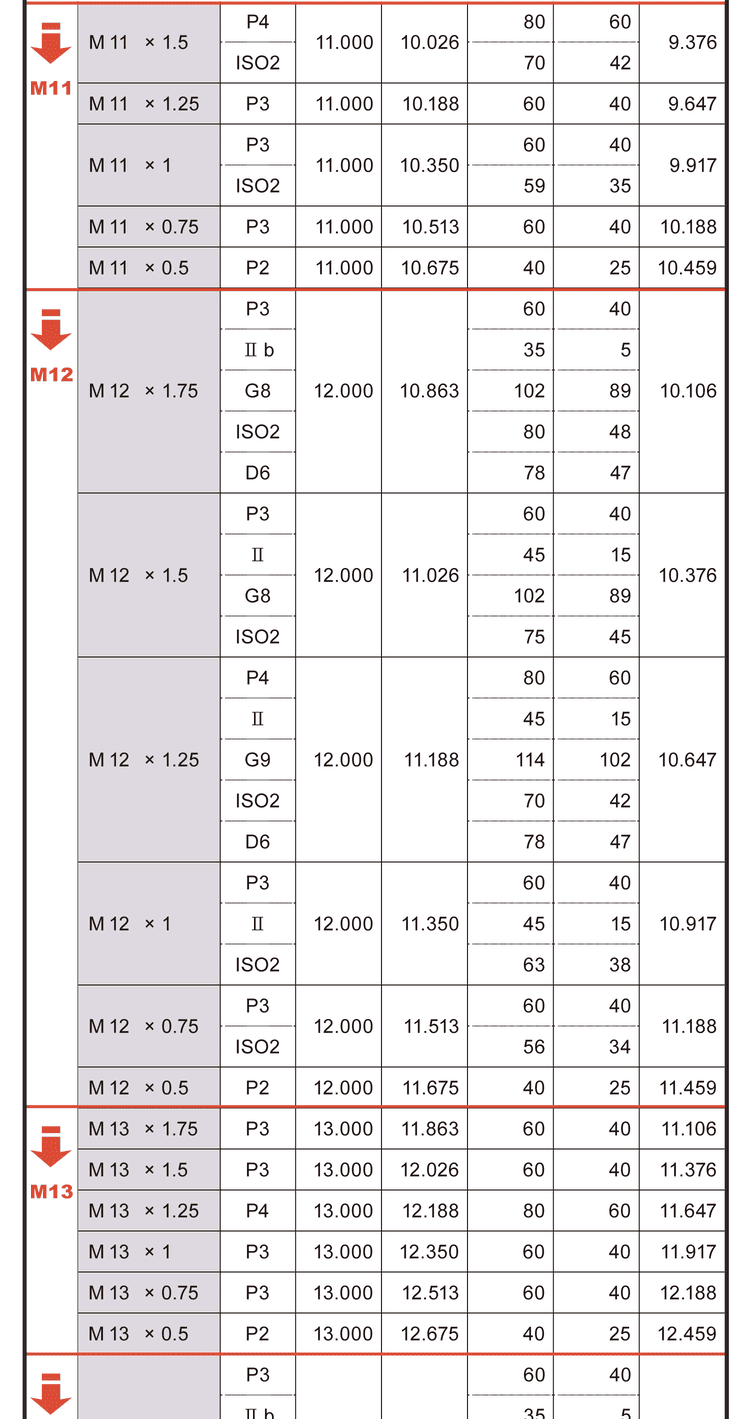
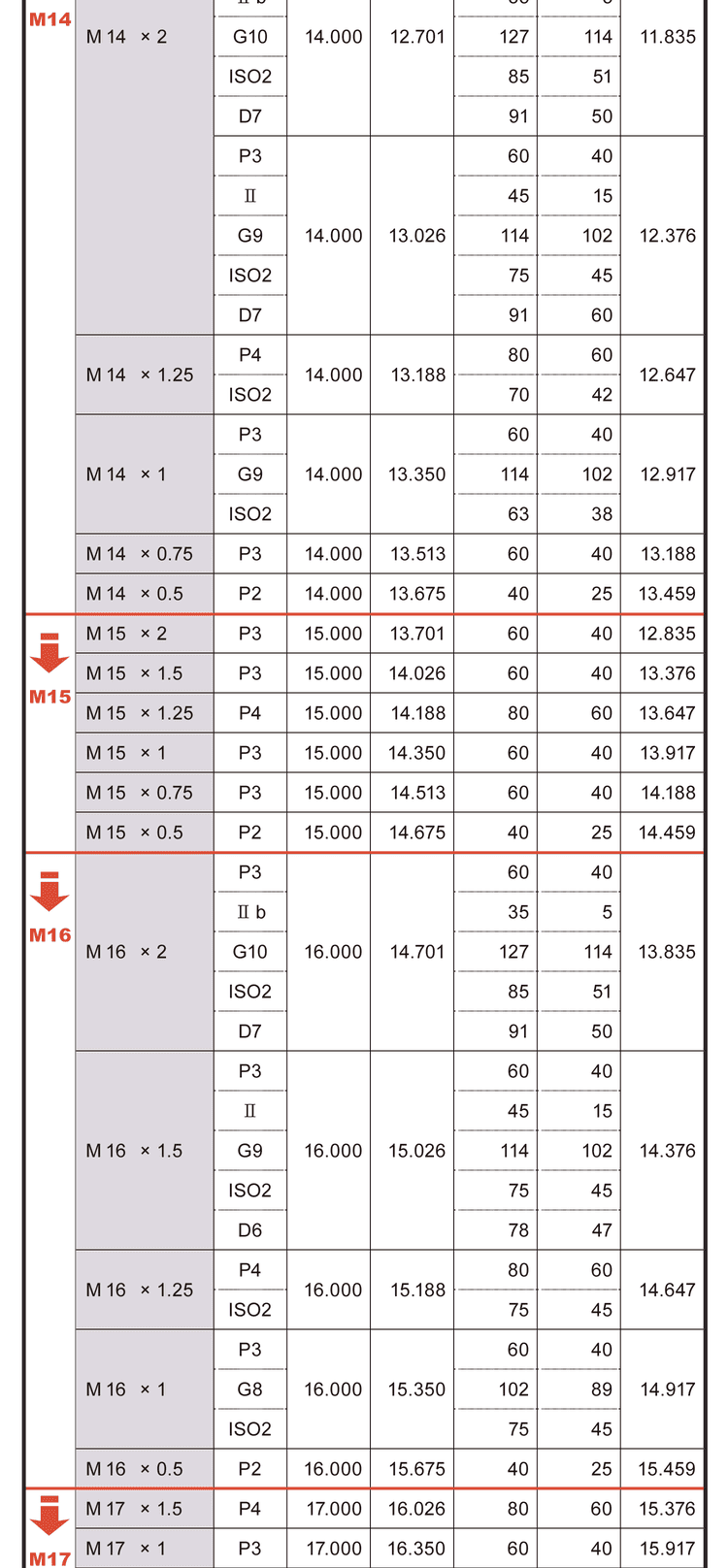
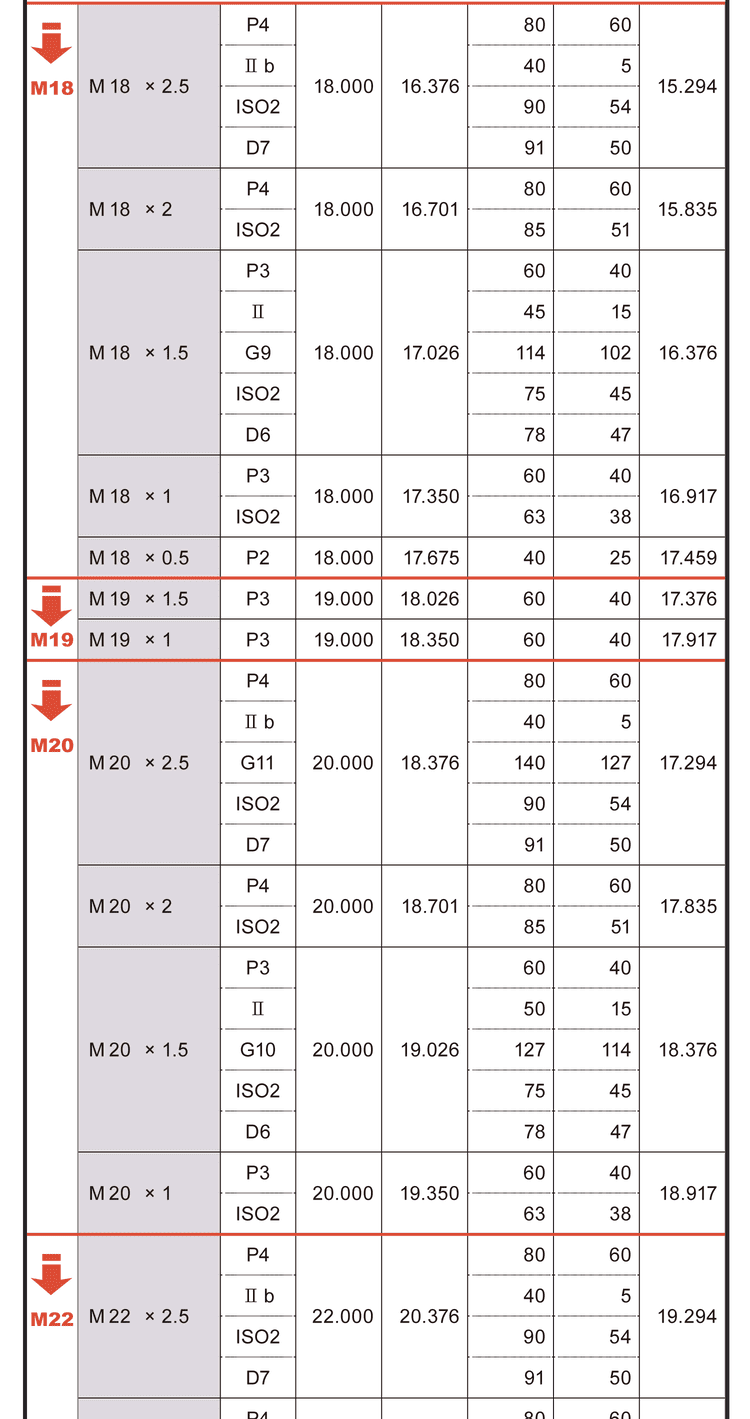
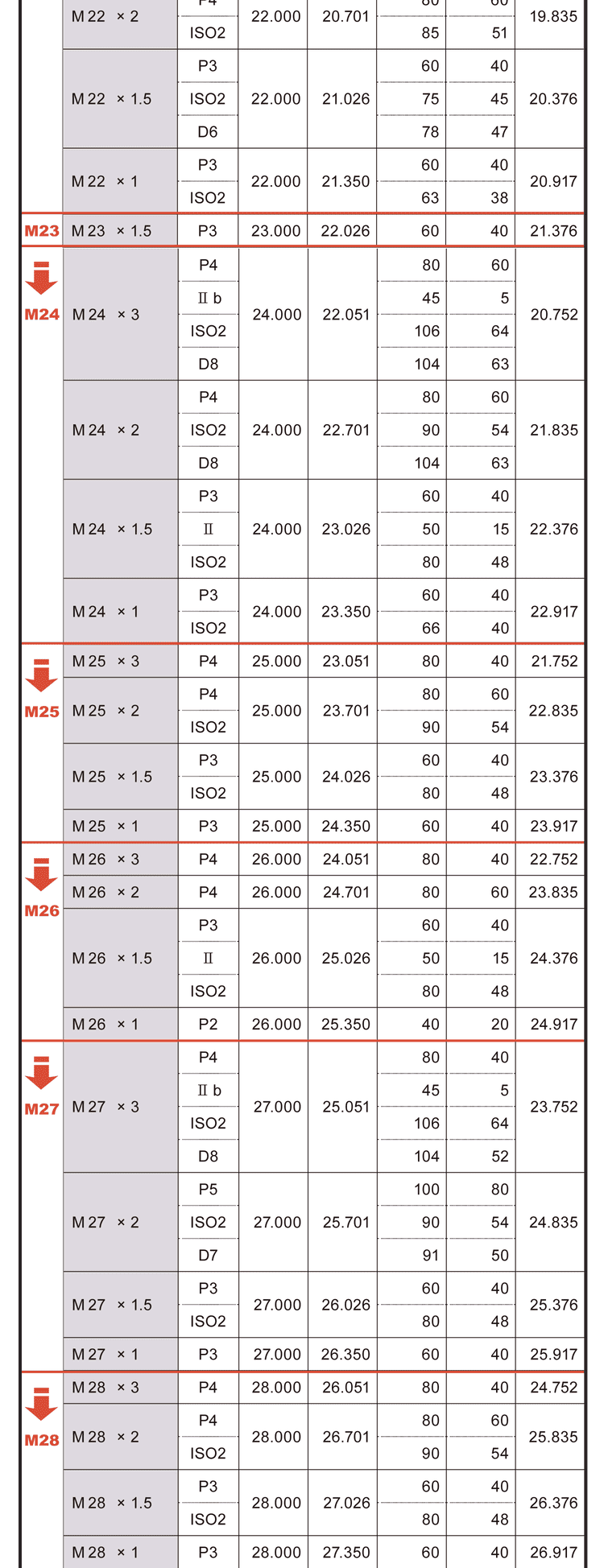
※ 以上為 M1–M48 完整公差詳表原圖,數值以原表為準。
四、如何使用精度表
| 步驟 | 做法 |
|---|---|
| ① 選螺紋尺寸 | 依需求選 M 規格,如 M6、M8、M10 |
| ② 確認牙距 | 如 M6×1、M8×1.25(細牙牙距不同) |
| ③ 查中徑與小徑 | 用於計算攻牙前鑽孔(底孔)尺寸 |
| ④ 對應公差等級 | 依產品精度需求選 P1 或 P2 |
五、實務應用場景
CNC 加工可精準設定攻牙前孔徑、降低刀具磨耗;模具製造用於確保螺紋配合精度、避免鬆動或干涉;品管檢測則可快速比對尺寸是否合格,提升檢驗效率。
六、常見錯誤與改善建議
| 常見錯誤 | 改善建議 |
|---|---|
| 鑽孔尺寸錯誤,牙紋過緊或過鬆 | 依中徑與小徑計算底孔,參考底孔徑表 |
| 忽略公差等級造成裝配問題 | 依用途選擇 P1 或 P2 等級 |
| 未考慮材料差異 | 不同材料影響攻牙變形,搭配切削條件微調 |
攻牙前底孔選擇可延伸參考〈螺紋底孔徑表(公制)完整指南〉;內螺紋公差與配合等級可參考〈螺絲攻內螺紋精度等級解析〉;美制、英制標準見〈美制螺紋精度表完整指南〉、〈英制螺紋精度表總覽〉。
常見問題 FAQ
Q:公制螺紋的中徑和小徑差在哪?
中徑決定螺紋配合的緊密程度,是精度最關鍵的尺寸;小徑是螺紋底徑,影響強度並接近攻牙前底孔尺寸。攻牙前鑽孔主要依小徑與牙距估算。
Q:攻牙前底孔怎麼抓?
公制粗牙常用「底孔 ≈ 大徑 − 牙距」估算(如 M6×1 → 約 5.0mm),再依材料與絲攻型式微調。詳細數值請對照底孔徑表。
Q:P1 和 P2 等級怎麼選?
P1 公差最小、配合緊密,適合精密零件與模具;P2 是最常用的標準精度,適合一般機械加工與裝配。等級越高精度越高、公差越小。
Q:同一個 M 規格為什麼有不同牙距?
公制螺紋分粗牙與細牙,同一外徑可有不同牙距(如 M8×1.25 粗牙、M8×1 細牙)。牙距不同會改變中徑、小徑與底孔尺寸,選用與檢測時務必先確認牙距。









