鑽頭磨損形態解析|We、Wf、Wo、Wm磨耗判斷與對策
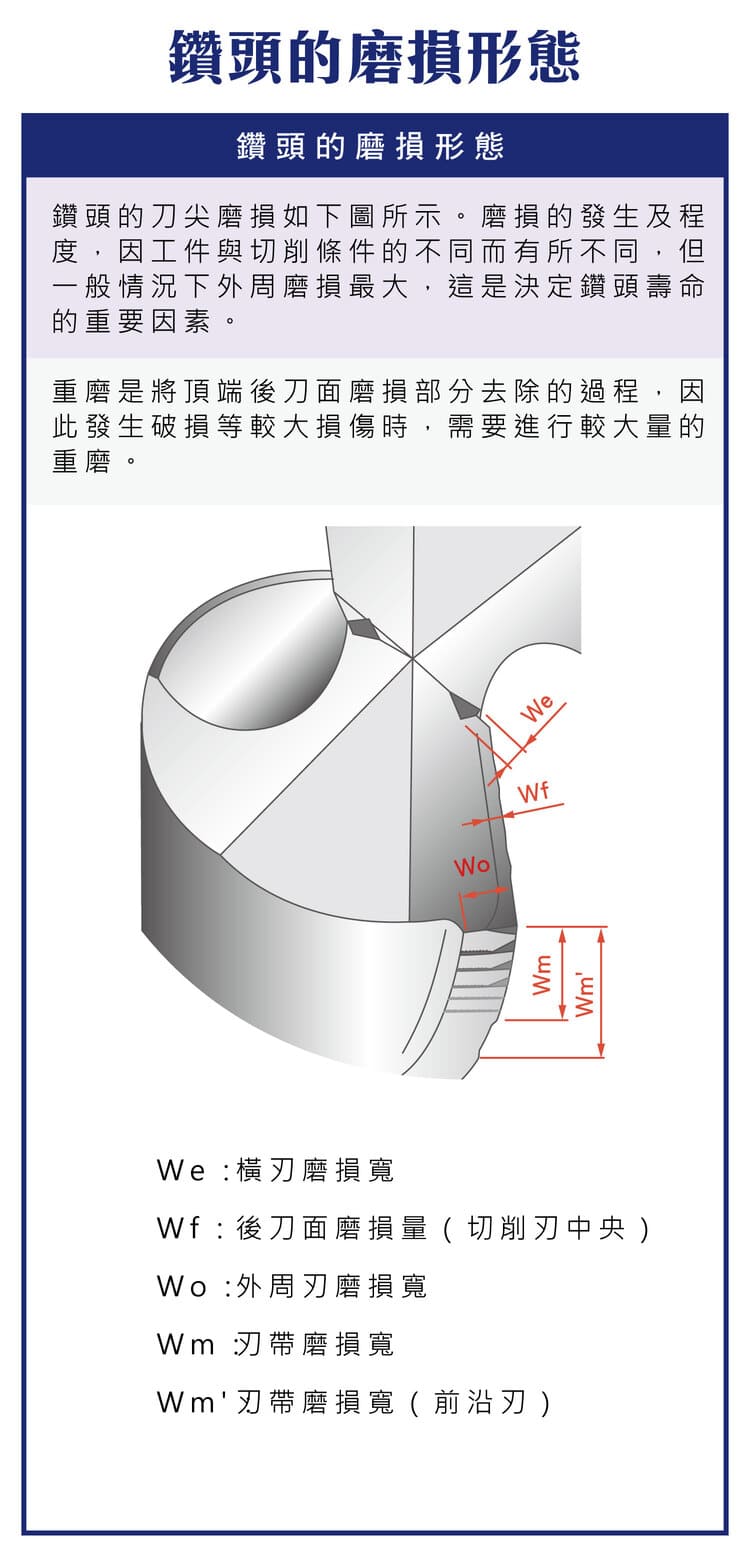
鑽頭在鑽削加工中會因切削條件與材料不同產生各種磨損形態,如橫刃磨損(We)、後刀面磨損(Wf)、外周刃磨損(Wo)與刀帶磨損(Wm)。其中外周磨損通常最嚴重,直接影響刀具壽命與加工品質。透過磨損觀察與判斷,可有效調整切削參數與刀具選型,降低破損風險並提升加工效率。
鑽頭磨損觀察概念
磨損現象:
• 崩刃
• 破損
• 異常磨耗
原因:
• 切削條件不當
• 材料差異
• 冷卻不足
重點:
• 需透過放大觀察判斷磨損位置
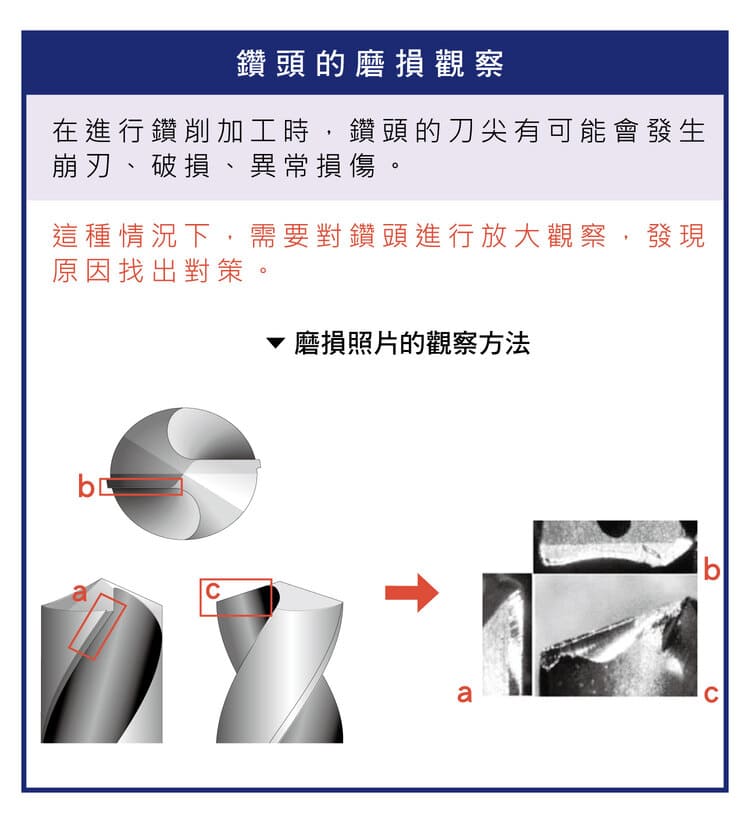
磨損觀察位置
主要觀察區域:
• 刀尖(中心)
• 外周刃
• 後刀面
• 刀帶
方法:
• 放大檢查刀刃
• 對應磨損區域判斷問題
橫刃磨損(We)
位置:
• 鑽頭中心橫刃
特性:
• 切削阻力大
• 易產生熱
影響:
• 增加推力
• 影響鑽孔精度
後刀面磨損(Wf)
位置:
• 切削刃後方
特性:
• 長時間摩擦造成
影響:
• 刀具壽命下降
• 表面粗糙度變差
外周刃磨損(Wo)
位置:
• 鑽頭外徑
特性:
• 磨損最嚴重
影響:
• 孔徑精度下降
• 刀具壽命關鍵
刀帶磨損(Wm / Wm')
位置:
• 刀帶與孔壁接觸區
特性:
• 與孔壁摩擦
影響:
• 孔壁粗糙度變差
• 摩擦熱增加
磨損與加工條件關係
影響因素:
• 切削速度過高
• 進給不當
• 冷卻不足
結果:
• 加速磨損
• 產生崩刃
鑽頭磨損對加工的影響
品質影響:
• 孔徑偏差
• 表面粗糙
效率影響:
• 加工時間增加
• 刀具更換頻繁
重磨(Regrinding)概念
定義:
• 去除磨損部分重新研磨
適用情況:
• 刀刃磨耗
• 輕微破損
限制:
• 嚴重破損需報廢
磨損對策與改善
改善方式:
• 降低切削速度
• 調整進給量
• 使用內冷鑽頭
刀具選擇:
• 高耐磨塗層
• 適合材料刀具
工程應用重點
關鍵因素:
• 材料特性
• 刀具材質
• 加工參數
效果:
• 延長刀具壽命
• 提升加工品質
• 降低成本
標籤
分享