平面銑削加工計算公式大全|切削速度、進給與功率計算
平面銑削加工效率與品質,取決於切削速度(vc)、每刃進給量(fz)、進給速度(vf)、加工時間(Tc)與所需功率(Pc)之間的計算關係。透過標準公式可快速建立最佳加工參數,避免刀具磨耗與效率低落問題,並確保加工穩定性與成本控制,是CNC銑削不可或缺的核心計算基礎。
平面銑削加工計算概念
核心參數:
• 切削速度 vc
• 主軸轉速 n
• 每刃進給量 fz
• 進給速度 vf
• 加工時間 Tc
• 切削功率 Pc
應用目的:
• 提升加工效率
• 降低刀具磨耗
• 精準控制品質
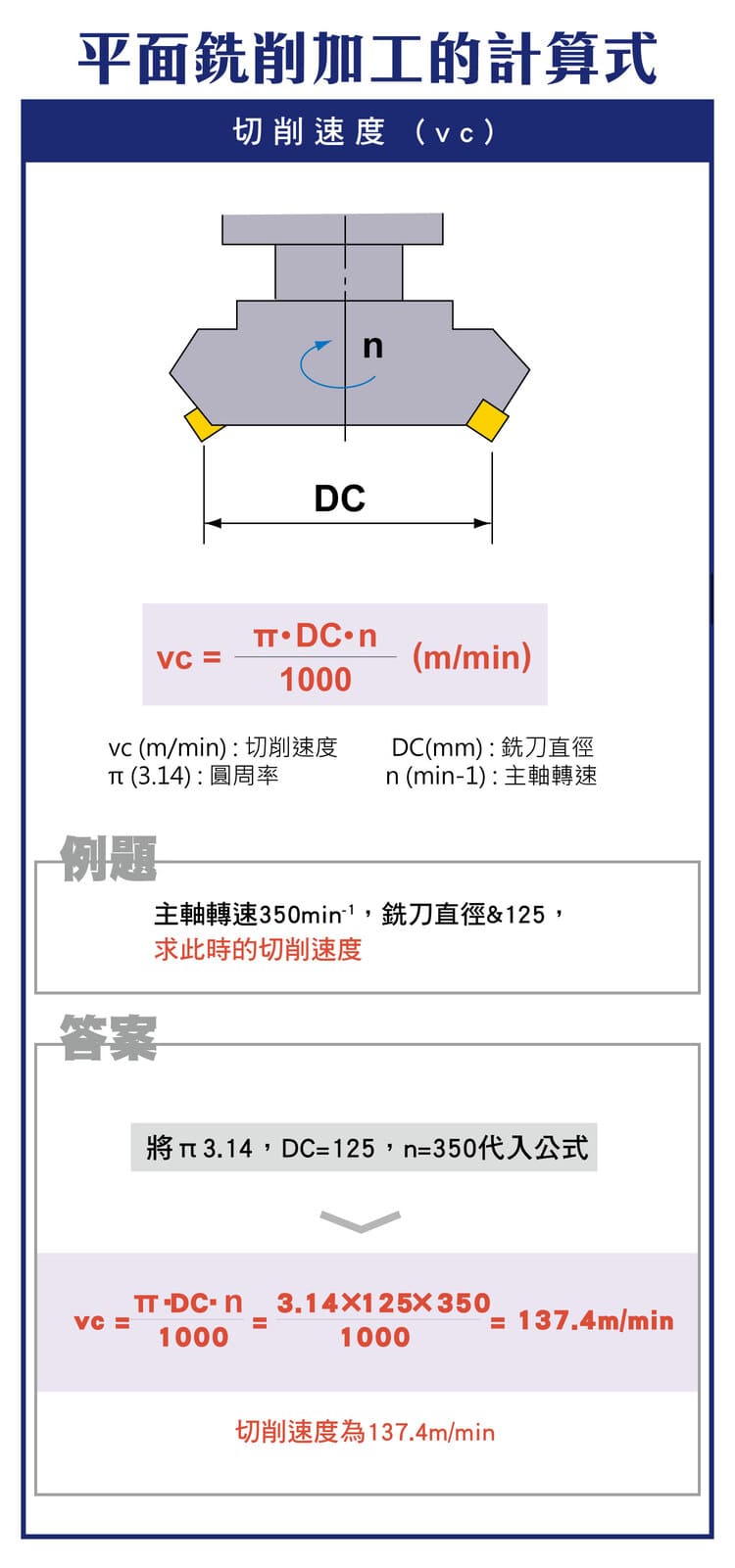
切削速度(vc)
定義:
• 刀具外圍線速度
計算公式:
vc = (π × DC × n) / 1000
參數說明:
• DC:刀具直徑
• n:主軸轉速
影響:
• 高 vc → 效率高但磨耗增加
• 低 vc → 穩定但效率下降
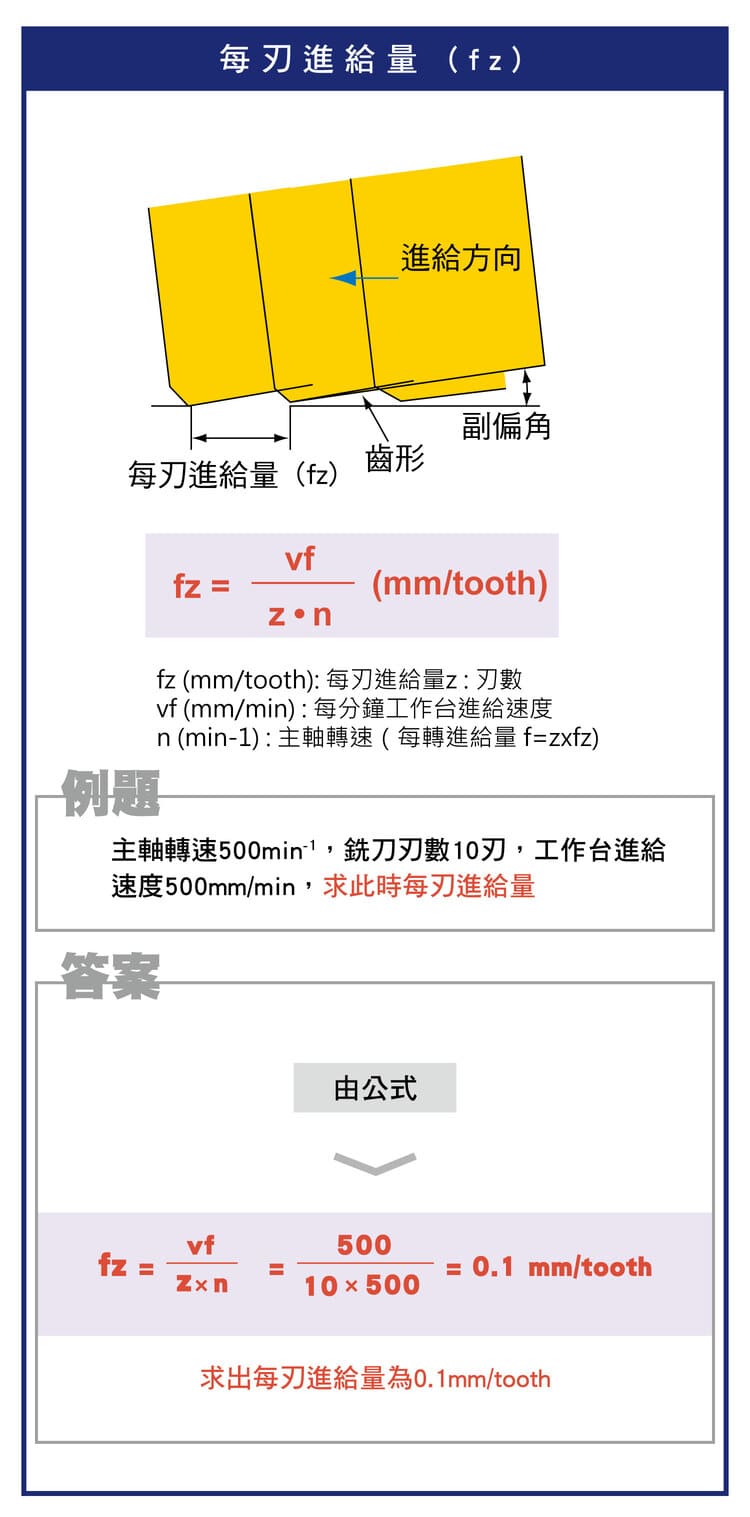
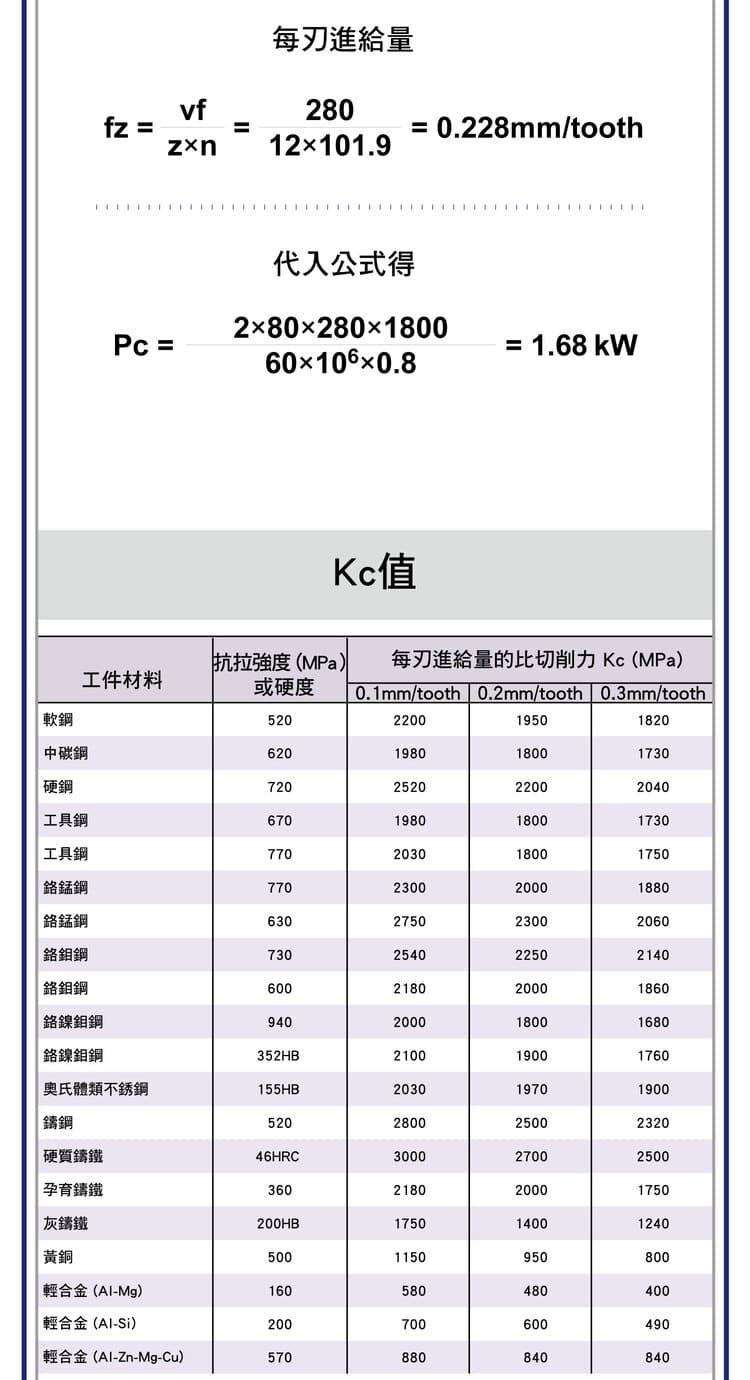
每刃進給量(fz)
定義:
• 每個刀刃每轉進給距離
計算公式:
fz = vf / (z × n)
參數:
• vf:進給速度
• z:刀具刃數
影響:
• fz 大 → 切削負荷高
• fz 小 → 表面品質佳
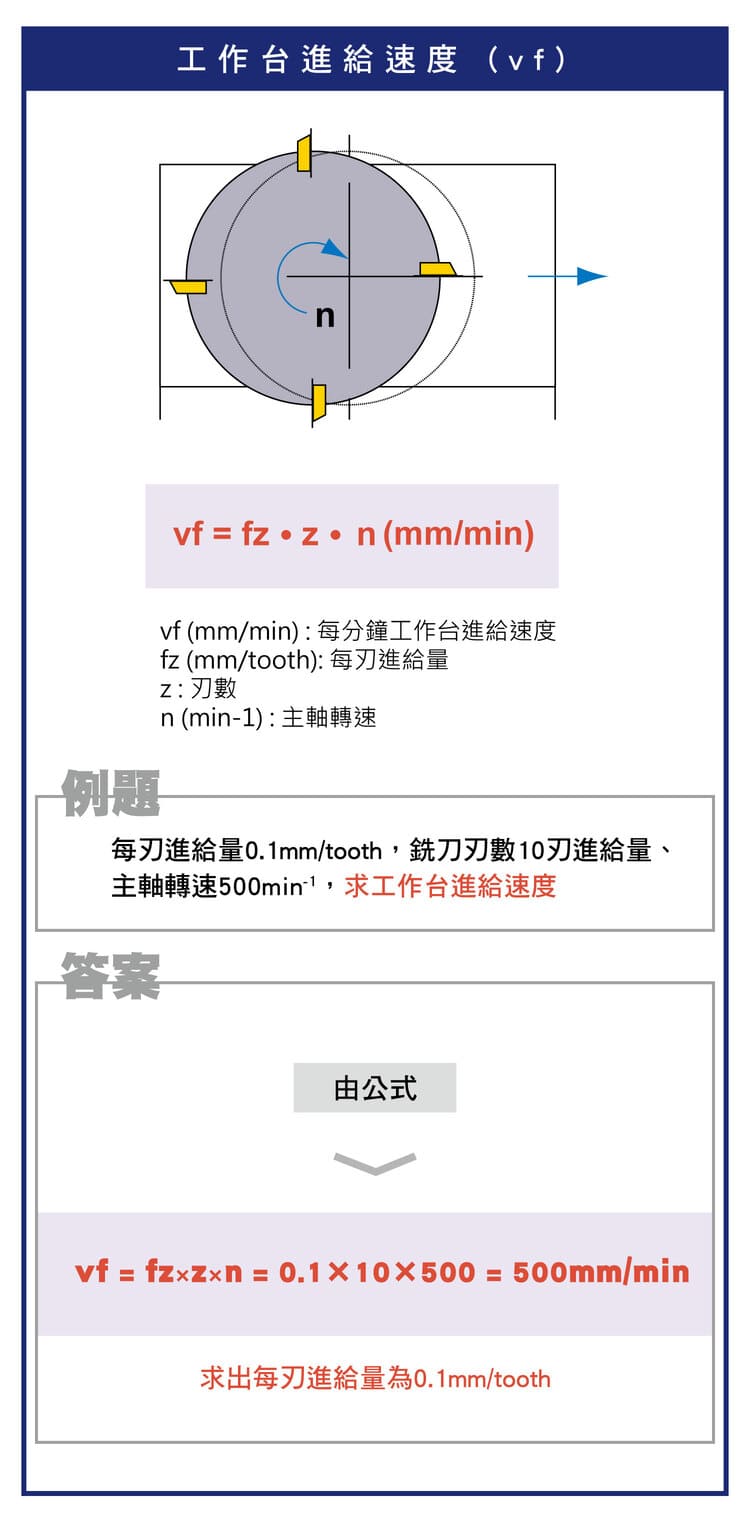
進給速度(vf)
定義:
• 工作台每分鐘移動距離
計算公式:
vf = fz × z × n
影響:
• vf 高 → 加工效率提升
• vf 低 → 表面品質提升
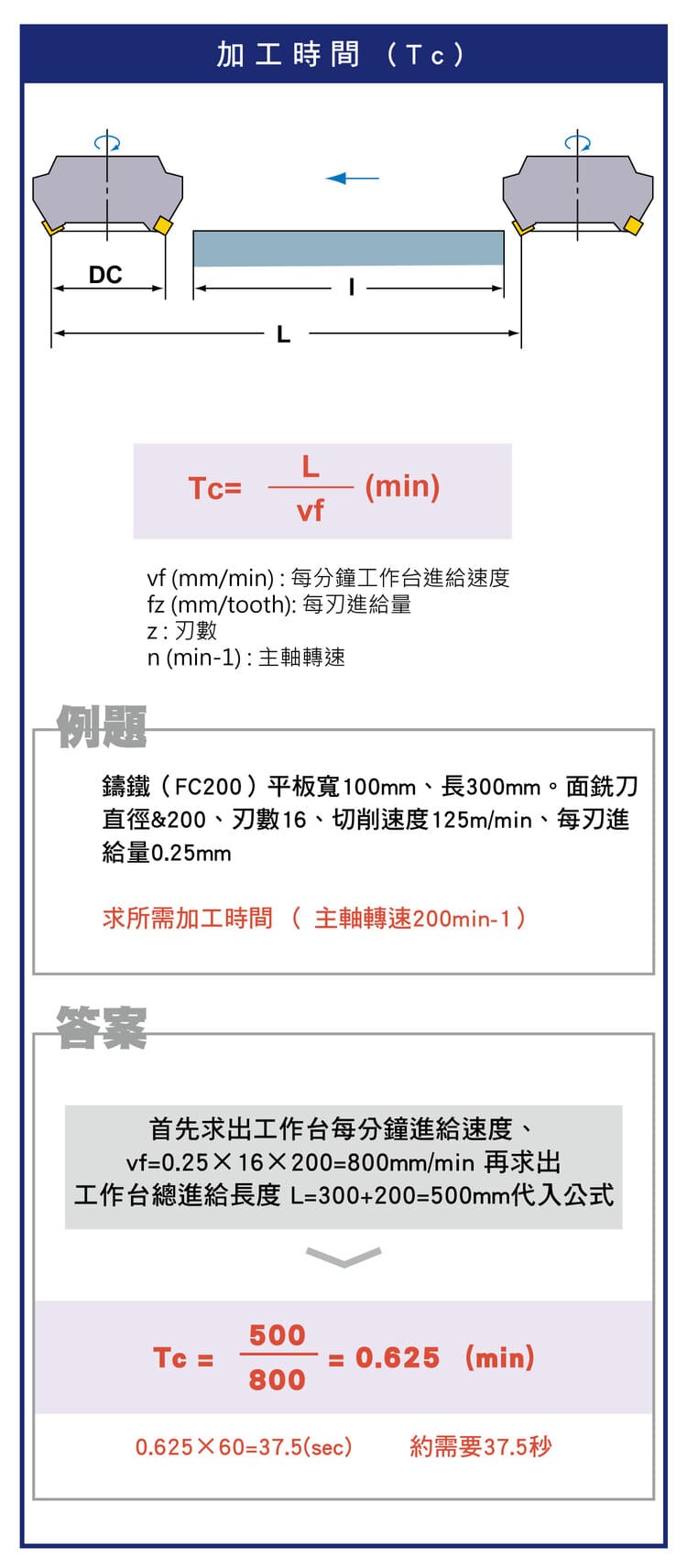
加工時間(Tc)
定義:
• 完成加工所需時間
計算公式:
Tc = L / vf
參數:
• L:總加工長度
應用:
• 生產節拍計算
• 成本評估
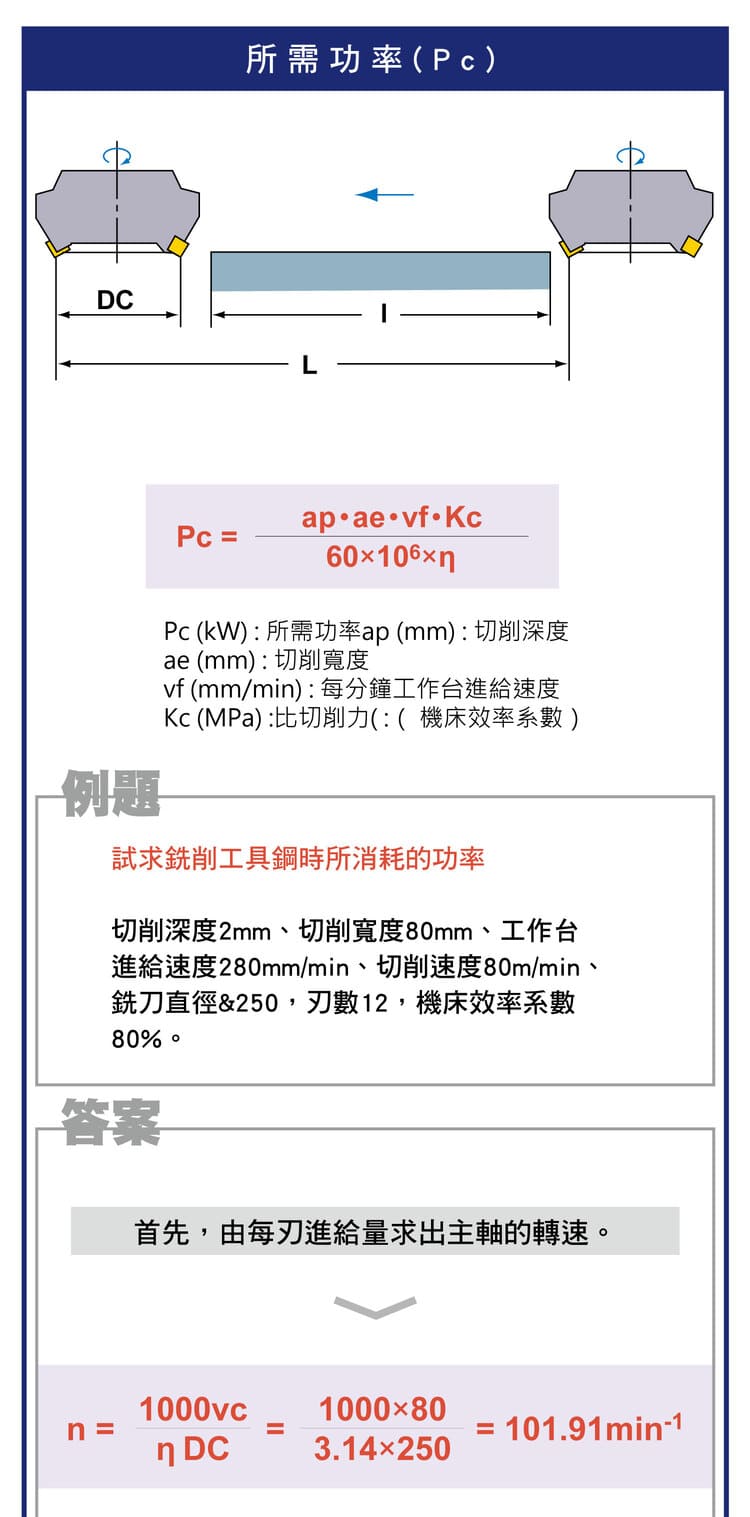
切削功率(Pc)
定義:
• 加工所需主軸功率
計算公式:
Pc = (ap × ae × vf × Kc) / (60 × 10⁶ × η)
參數說明:
• ap:切削深度
• ae:切削寬度
• Kc:比切削力
• η:機械效率
應用:
• 避免機台過載
• 選擇適當設備
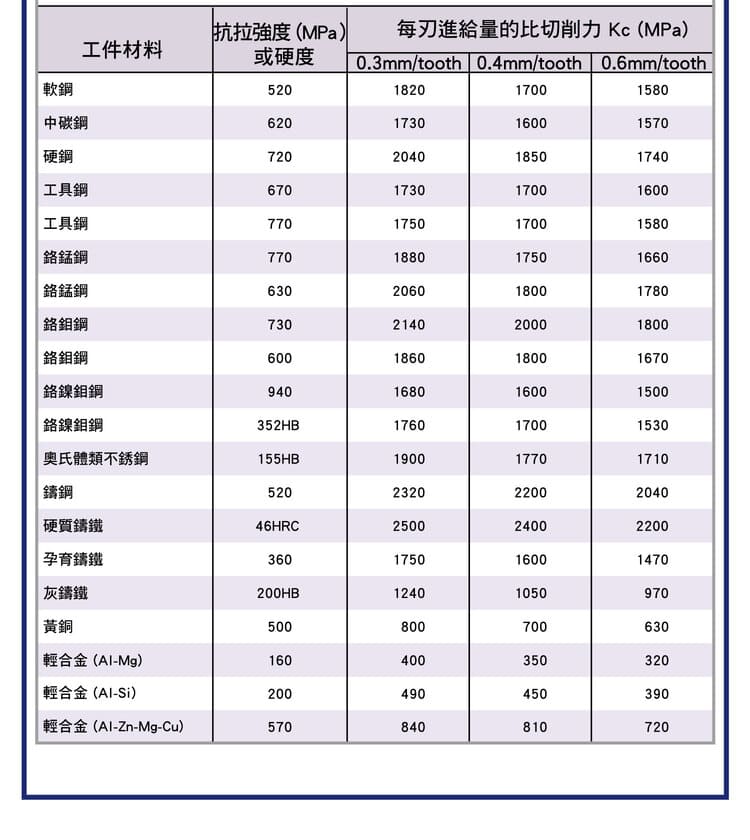
材料與比切削力(Kc)
特性:
• 不同材料需不同切削力
趨勢:
• 鋼材 → 高切削力
• 鋁合金 → 低切削力
• 鑄鐵 → 中等
應用:
• 選擇切削條件
• 評估加工負荷
加工參數關聯性
重要關係:
• vc 決定轉速 n
• fz 決定 vf
• vf 決定 Tc
• Kc 決定 Pc
最佳化邏輯:
• 效率 → 提高 vc、vf
• 精度 → 降低 fz
• 安全 → 控制 Pc
常見問題與對策
刀具磨耗過快
原因:
• vc 過高
• fz 過大
對策:
• 降低切削速度
• 調整進給
表面粗糙度不佳
原因:
• fz 過大
• 振動
對策:
• 降低每刃進給量
機台負載過高
原因:
• Pc 過大
對策:
• 降低切深或進給
加工效率低
原因:
• vf 過低
對策:
• 提高進給速度
加工優化策略
刀具設定:
• 選擇適當直徑與刃數
參數設定:
• vc 與 fz 平衡
設備條件:
• 確保機台功率足夠
工程應用重點
關鍵控制:
• 速度
• 進給
• 功率
加工成果:
• 提升效率
• 延長刀具壽命
• 穩定品質