平面銑削表面粗糙度控制|修光刀與振擺精度解析
平面銑削表面粗糙度主要受修光刀刀片、切削刀振擺精度與進給量影響。透過修光刀再次切削,可有效改善表面品質;同時控制刀具振擺與進給條件,能降低粗糙度並延長刀具壽命。掌握「振動控制+刀具配置+進給設定」三大關鍵,是提升表面精度的核心。
平面銑削表面粗糙度概念
影響因素:
• 刀具幾何
• 切削振動
• 進給量
• 刀具配置
核心目標:
• 降低粗糙度
• 提升表面光潔度
• 穩定加工品質
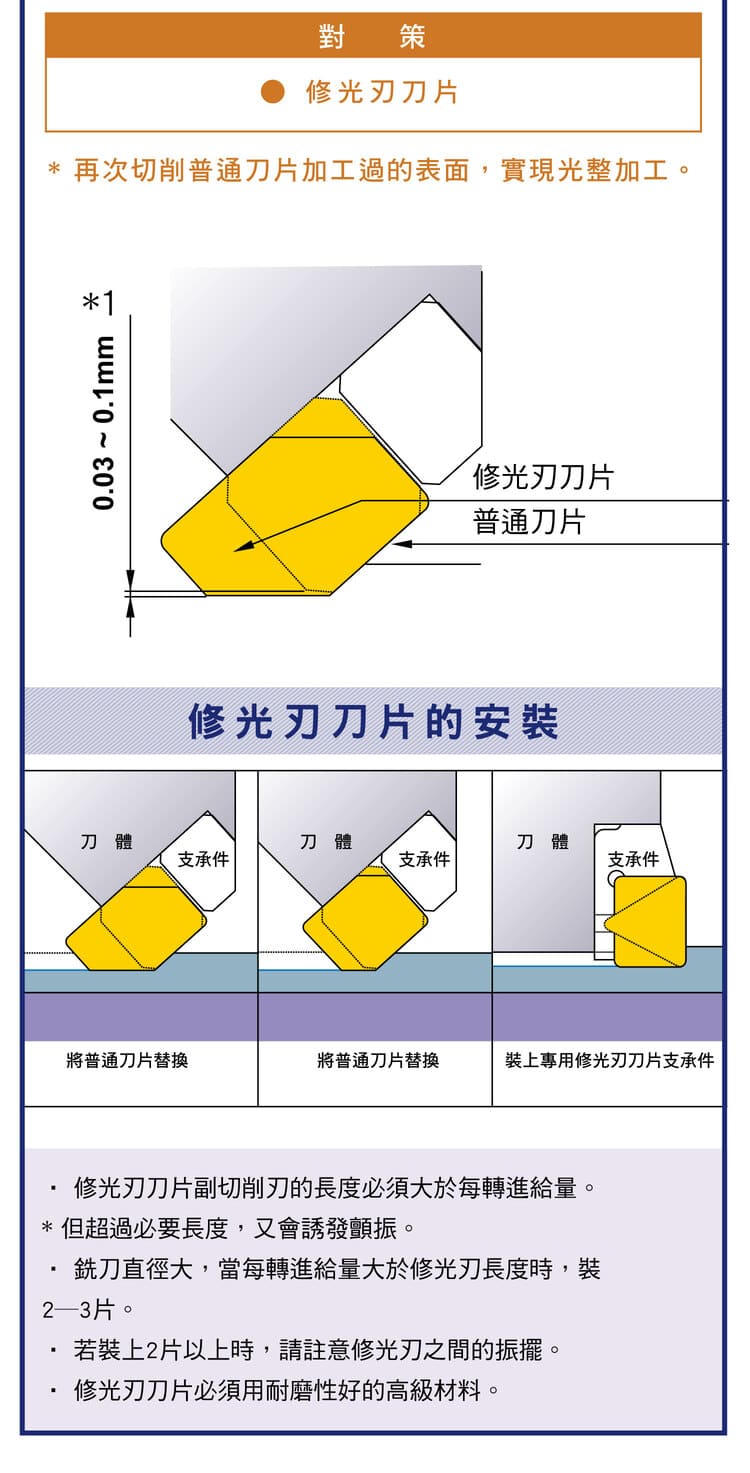
修光刀刀片(Wiper Insert)
功能:
• 對已加工表面進行再次修整
特性:
• 修光長度約0.03~0.1mm
• 可實現光整加工
應用:
• 精加工
• 高表面品質需求
注意事項:
• 修光刀長度需大於進給量
• 過長易產生振動
• 大直徑刀具可配置2~3片
修光刀安裝方式
方式:
• 替換普通刀片
• 使用專用支承件
重點:
• 保持刀具穩定
• 避免多刀片間振動
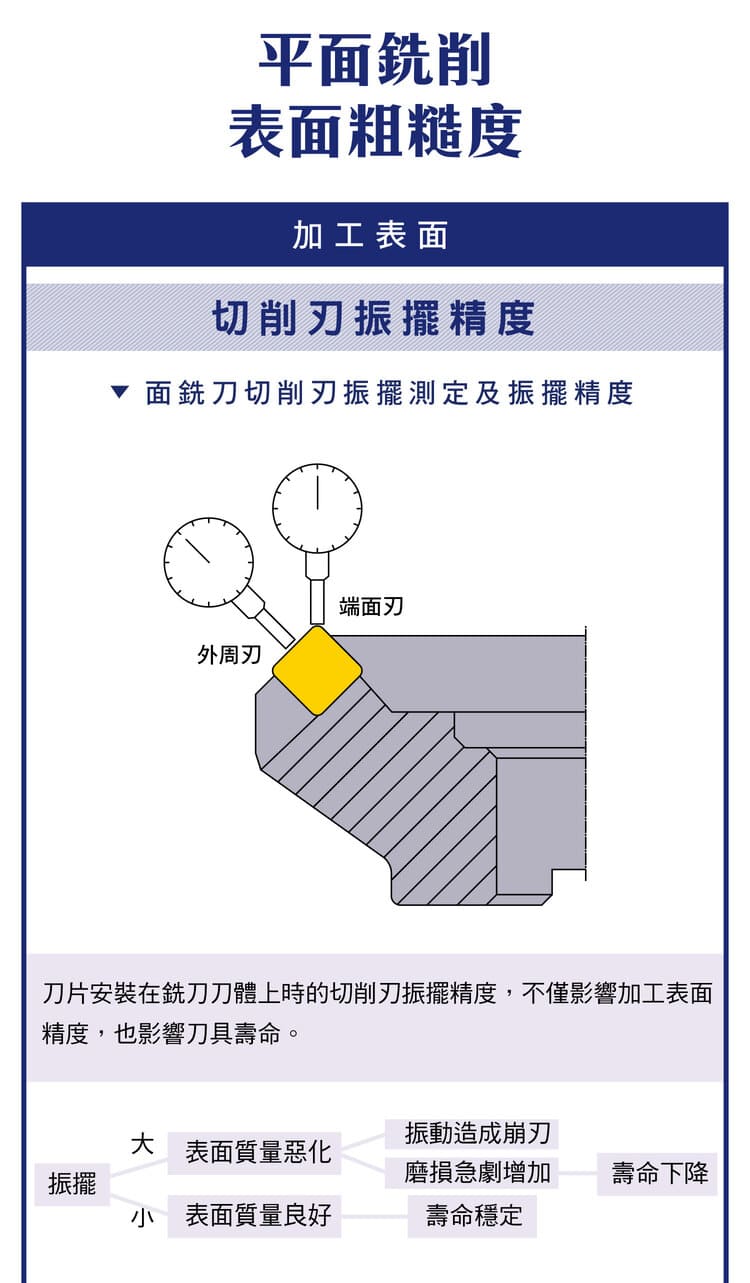
切削刀振擺精度
定義:
• 刀片在旋轉時的偏擺量
影響:
• 振擺大 → 表面品質差、刀具壽命下降
• 振擺小 → 表面品質佳、壽命穩定
控制方式:
• 提升刀具精度
• 確保安裝正確
振動與表面品質關係
振動影響:
• 振動大 → 崩刃、磨耗增加
• 表面粗糙度提升
穩定加工:
• 振動小 → 表面光滑
• 刀具壽命延長
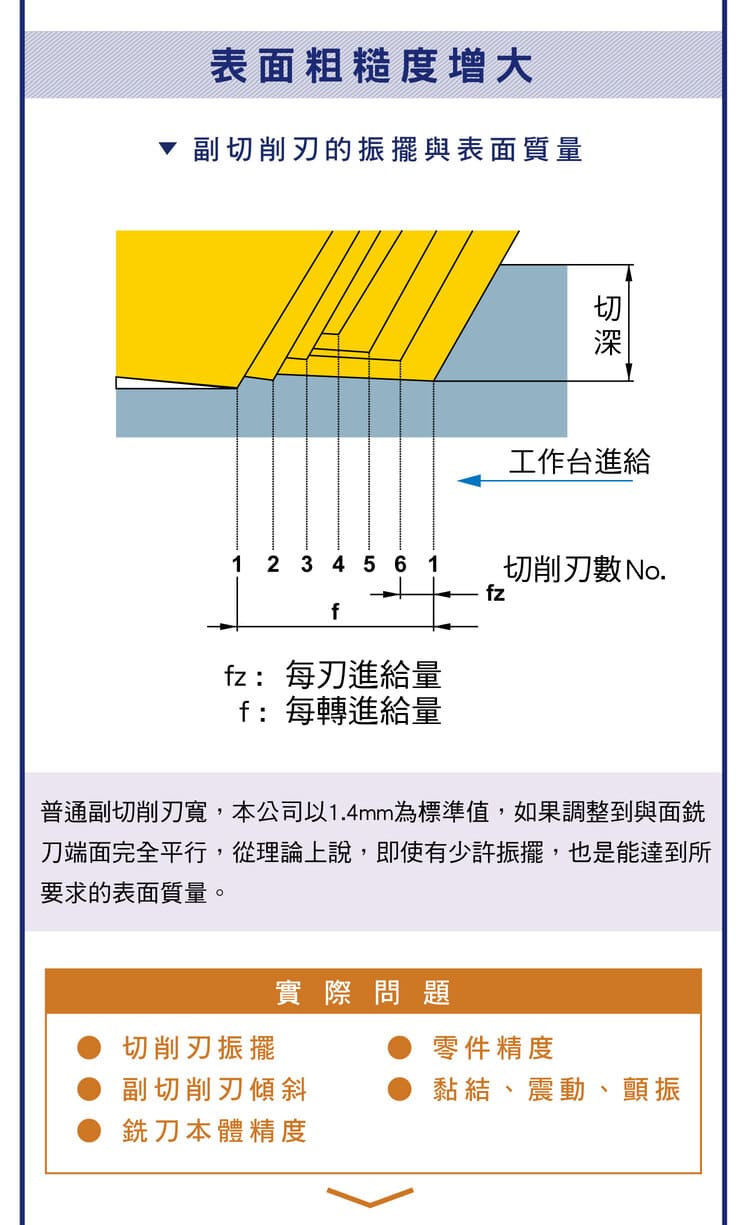
進給量與表面粗糙度
參數:
• fz:每刃進給量
• f:每轉進給量
影響:
• 進給越大 → 粗糙度增加
• 進給越小 → 表面更光滑
控制策略:
• 精加工降低進給
• 搭配修光刀使用
副切削刃影響
特性:
• 副切削刃寬度影響表面品質
說明:
• 標準約1.4mm
• 與加工面平行可提升表面品質
常見問題與對策
表面粗糙度過大
原因:
• 振動過大
• 進給過高
對策:
• 降低進給
• 提升剛性
刀具壽命下降
原因:
• 振擺過大
• 切削條件不佳
對策:
• 校正刀具
• 優化參數
振動與顫振
原因:
• 刀具安裝不良
• 剛性不足
對策:
• 改善夾持
• 降低懸伸
加工優化策略
刀具配置:
• 使用修光刀
加工條件:
• 控制進給量
機台條件:
• 提升剛性
• 減少振動
工程應用重點
關鍵因素:
• 振擺精度
• 修光刀設計
• 進給控制
加工成果:
• 提升表面品質
• 延長刀具壽命
• 降低加工不良