擠壓絲攻優缺點解析|無切屑加工與高強度螺紋
擠壓絲攻(Forming Tap)透過塑性變形形成螺紋,不產生切屑,特別適合盲孔加工與高效率生產。由於金屬纖維未被切斷,內螺紋強度更高、表面更光滑且中徑尺寸穩定,同時刀具壽命也顯著提升。然而擠壓加工需較高扭力,並對底孔尺寸與材料延展性要求較高,是高品質螺紋加工的重要選擇。
擠壓絲攻加工原理
擠壓絲攻屬於塑性加工:
• 不切削材料
• 透過擠壓形成牙型
• 金屬纖維保持連續
加工特性:
• 無切屑產生
• 不需排屑空間
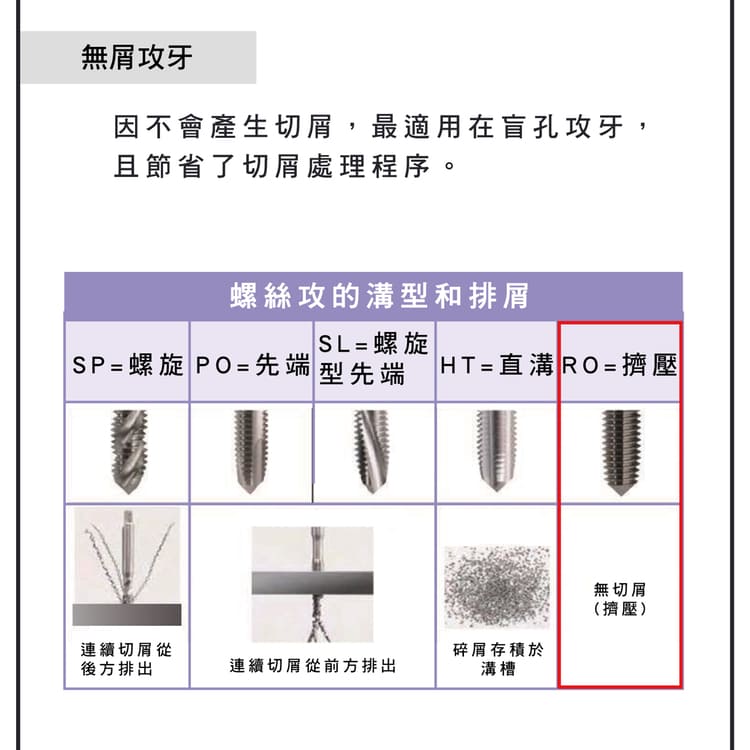
無切屑加工優勢
核心特點:
• 不產生切屑
• 適合盲孔加工
• 減少排屑問題
效益:
• 降低加工中斷風險
• 簡化加工流程
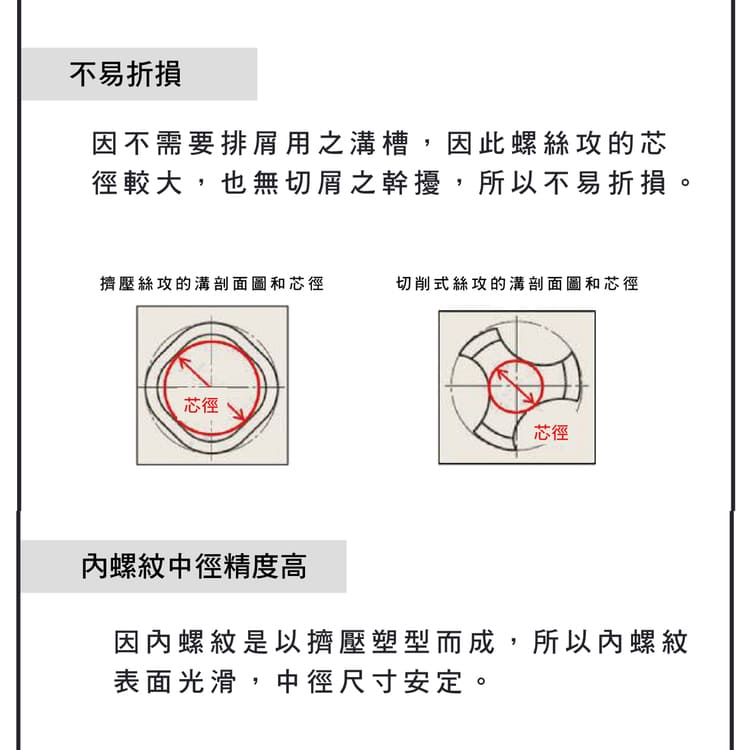
螺紋強度與表面品質
擠壓加工形成的螺紋:
• 金屬纖維連續
• 結構更緊密
優勢:
• 螺紋強度較高
• 表面光滑
• 中徑尺寸穩定
不易折損的原因
結構特性:
• 無排屑溝槽
• 芯徑較大
效果:
• 剛性提升
• 不易斷裂
相較切削式絲攻:
• 更耐用
• 更穩定
加工效率與刀具壽命
加工優勢:
• 無刀刃切削磨耗
• 適合高速加工
壽命提升:
• 經表面處理(如TiN、TiCN)
• 可提升2~20倍
材料適用限制
適用材料:
• 延展性材料
• 鋁、銅、不鏽鋼
不適用:
• 脆性材料(如鑄鐵)
原因:
• 無法進行塑性變形
底孔尺寸控制
重要性:
• 底孔尺寸影響螺紋品質
控制範圍:
• 誤差約為牙距的5%
要求:
• 比切削式更嚴格
扭力特性
擠壓加工特點:
• 扭力較高
比較:
• 約為切削式的2~3倍
影響:
• 需高剛性機械
• 需穩定加工條件
加工應用建議
適用情境:
• 盲孔加工
• 高強度螺紋需求
• 高速量產
不適用:
• 脆性材料
• 低剛性設備
標籤
分享