孔加工故障對策大全|鑽頭折斷、孔徑異常與毛邊解決方案
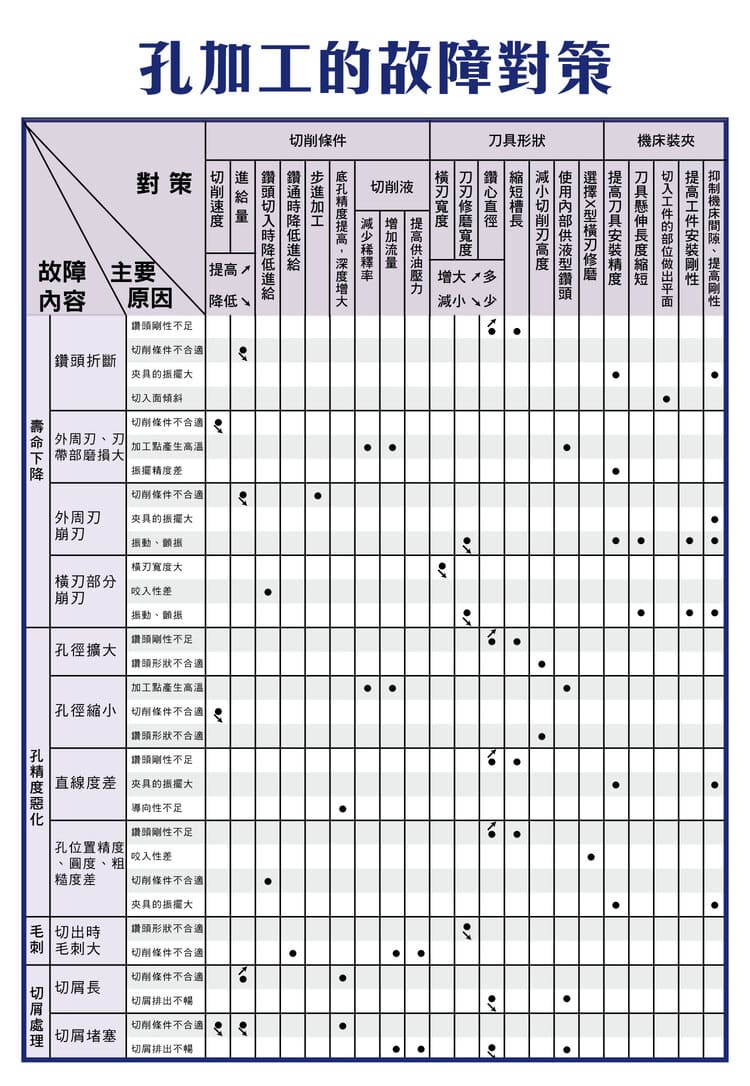
孔加工常見問題如鑽頭折斷、孔徑異常、毛邊與孔精度不良,多與切削條件、刀具形狀與機床剛性相關。透過系統化對策,如調整進給與轉速、優化刀具幾何、改善夾持與冷卻條件,可有效提升加工穩定性與產品品質。建立「問題→原因→對策」對照,是CNC鑽孔效率與刀具壽命提升的關鍵。
孔加工故障概念
常見問題分類:
• 刀具損壞
• 孔徑異常
• 表面品質不良
• 排屑問題
核心影響:
• 加工精度
• 刀具壽命
• 生產效率
鑽頭折斷
主要原因:
• 切削條件過高
• 進給過大
• 刀具剛性不足
改善對策:
• 降低進給量
• 減少切削速度
• 增強刀具強度
外周刃與刀帶磨損
主要原因:
• 切削溫度過高
• 冷卻不足
• 摩擦過大
改善對策:
• 使用切削液
• 增加冷卻效率
• 選用耐磨刀具
橫刃與刀尖崩損
主要原因:
• 切削阻力過大
• 進刀不穩
改善對策:
• 調整進給
• 改善刀具幾何
孔徑擴大
主要原因:
• 刀具擺動
• 機床剛性不足
改善對策:
• 提升夾持剛性
• 減少振動
孔徑縮小
主要原因:
• 刀具磨耗
• 切削熱膨脹
改善對策:
• 定期更換刀具
• 加強冷卻
直線度與精度不良
主要原因:
• 機床精度不足
• 導向不穩
改善對策:
• 提升機床精度
• 改善夾持系統
孔壁粗糙與振紋
主要原因:
• 刀具磨損
• 振動
改善對策:
• 降低切削速度
• 使用高精度刀具
毛邊問題
主要原因:
• 切削條件不當
• 刀具鈍化
改善對策:
• 調整切削條件
• 使用銳利刀具
切屑過長與堵塞
主要原因:
• 排屑不良
• 切削液不足
改善對策:
• 提高排屑能力
• 使用內冷鑽頭
綜合加工優化策略
切削條件:
• 適當降低轉速與進給
刀具選擇:
• 選用適合材質刀具
• 使用塗層刀具
設備與夾持:
• 提升剛性
• 減少振動
工程應用重點
關鍵因素:
• 切削參數
• 刀具幾何
• 機床剛性
效果:
• 提升孔精度
• 延長刀具壽命
• 降低不良率
標籤
分享