品質管理與SPC統計製程控制|Cp、Cpk與控制圖判讀完整指南
品質管理(Quality Control)是確保產品符合規格與客戶需求的核心方法,其中統計製程控制(SPC)透過數據分析與控制圖監控製程穩定性。本內容解析母體、樣本、偏性與變異(散布),並深入說明Cp、Cpk製程能力指數與控制圖判讀規則,幫助企業提升品質穩定度與降低不良率。
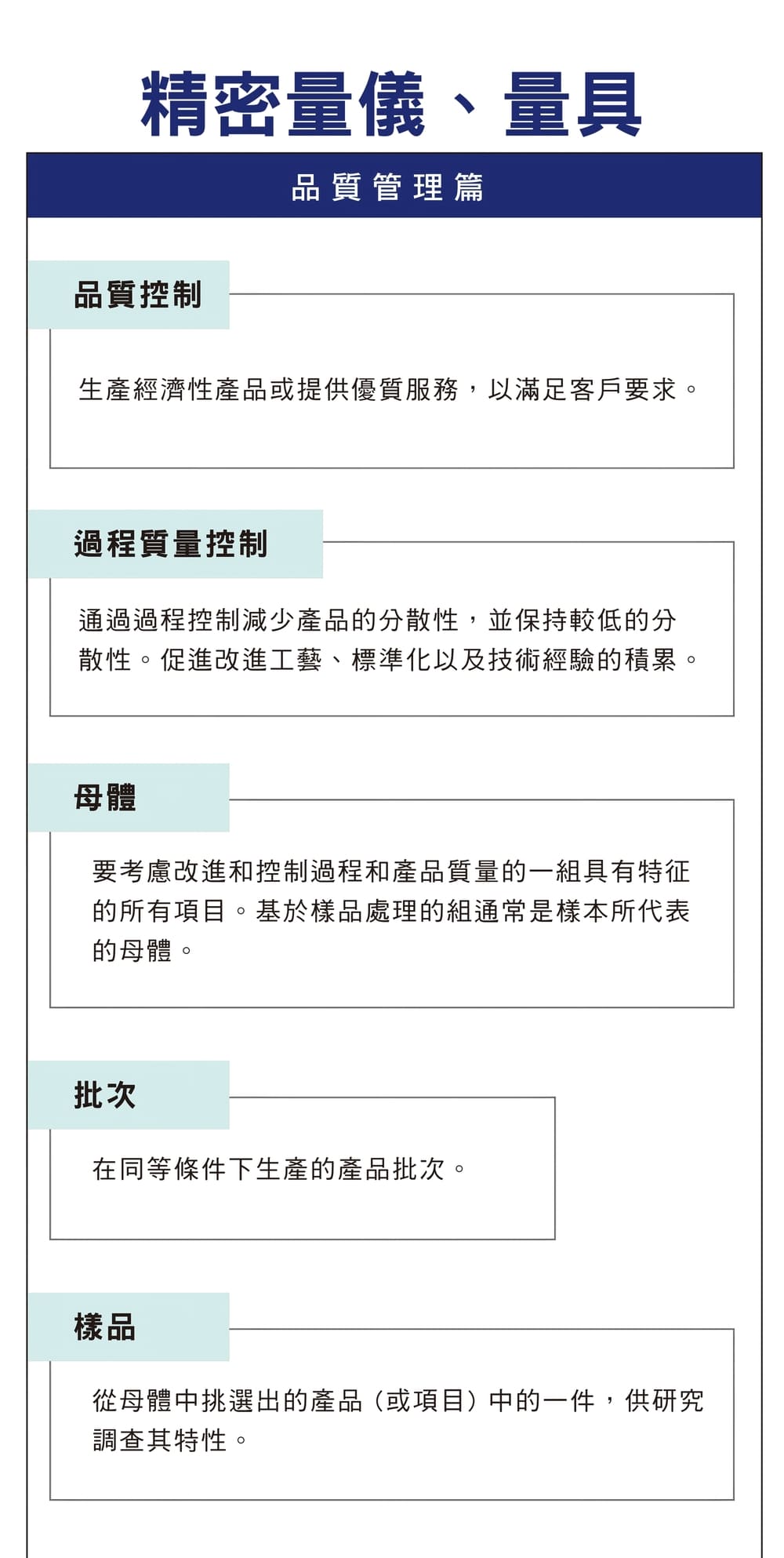
品質控制的核心概念
品質控制的目的在於:
- 提供符合規格的產品
- 滿足客戶需求
- 降低不良率與成本
關鍵在於:
- 穩定製程
- 降低變異
過程品質控制(Process Control)
透過數據與統計方法:
- 降低產品分散性
- 維持穩定品質
- 推動標準化與持續改善
這是現代製造業品質管理的核心。
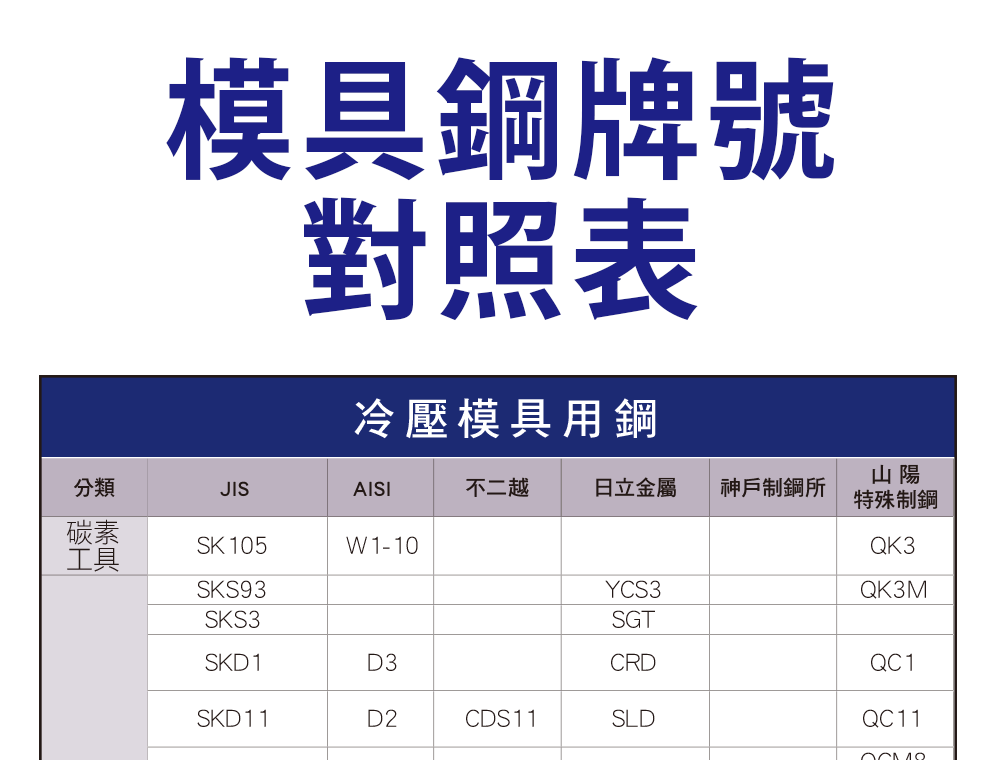
母體、批次與樣本
母體(Population)
- 所有具代表性的產品集合
批次(Lot)
- 相同條件下生產的一組產品
樣本(Sample)
- 從母體中抽取的部分進行分析
這三者是統計品質管理的基礎架構。
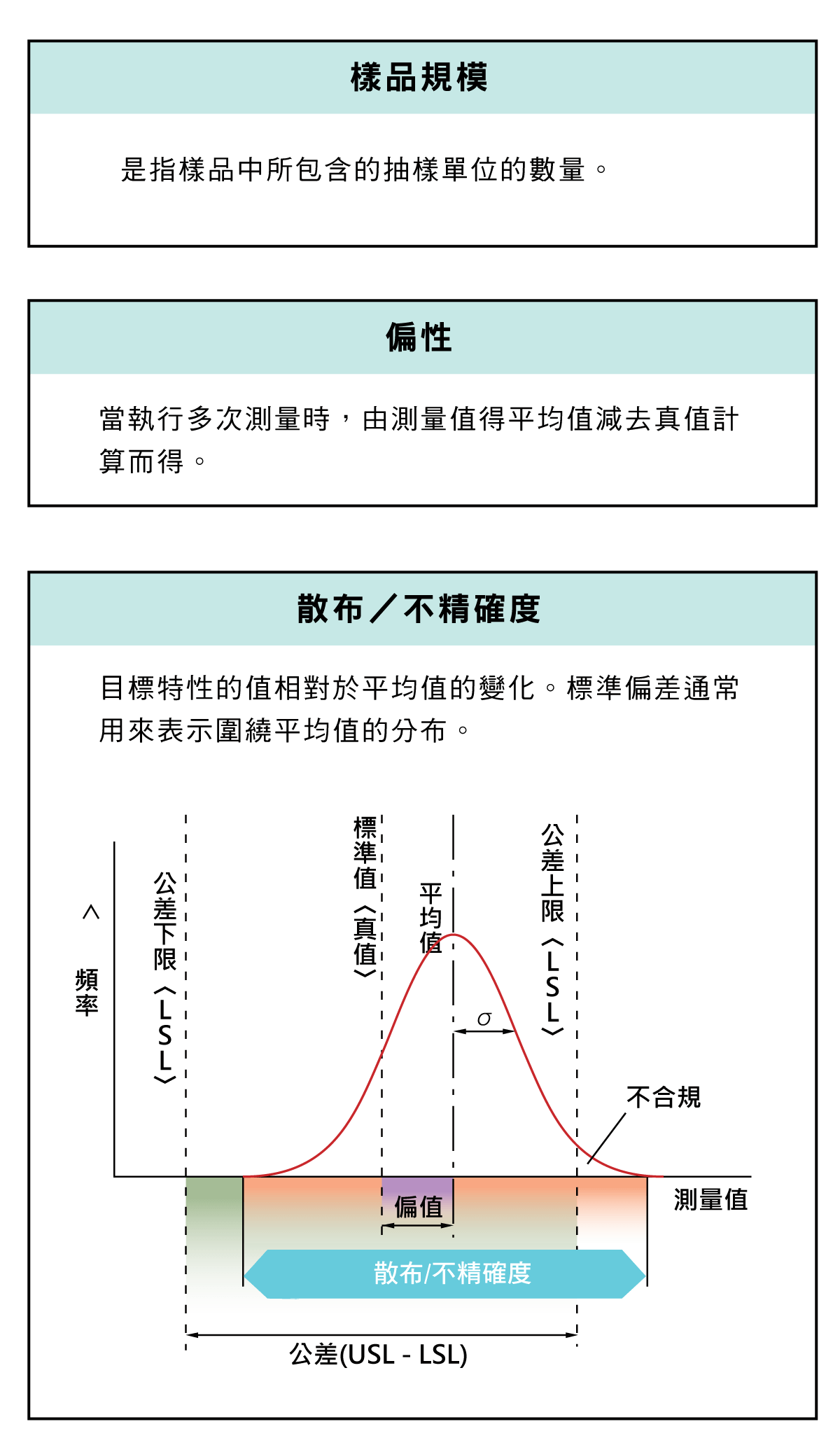
偏性與變異(精度核心)
品質誤差主要來自兩個方向:
偏性(Bias)
- 測量結果偏離目標值
散布 / 不精確度(Variation)
- 數據分散程度
理想狀態:
- 偏差小
- 分散小
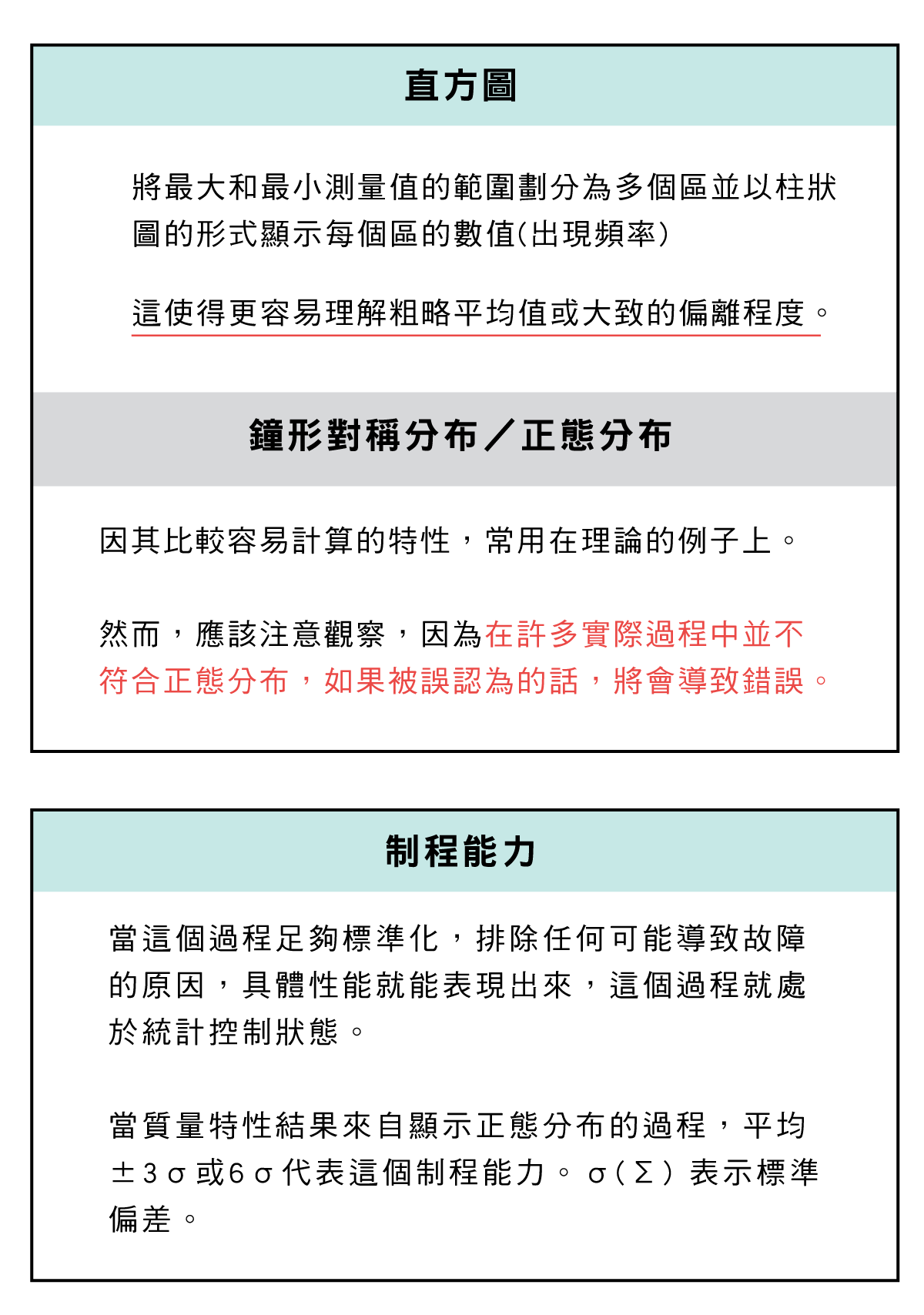
正態分布與製程特性
多數製程假設為鐘形分布(常態分布):
- 平均值位於中心
- 數據呈對稱分布
但實務中:
- 不一定完全符合常態
- 誤判會導致錯誤決策
製程能力(Process Capability)
製程能力表示:
- 製程符合公差的能力
核心概念:
- 分布寬度 vs 公差範圍
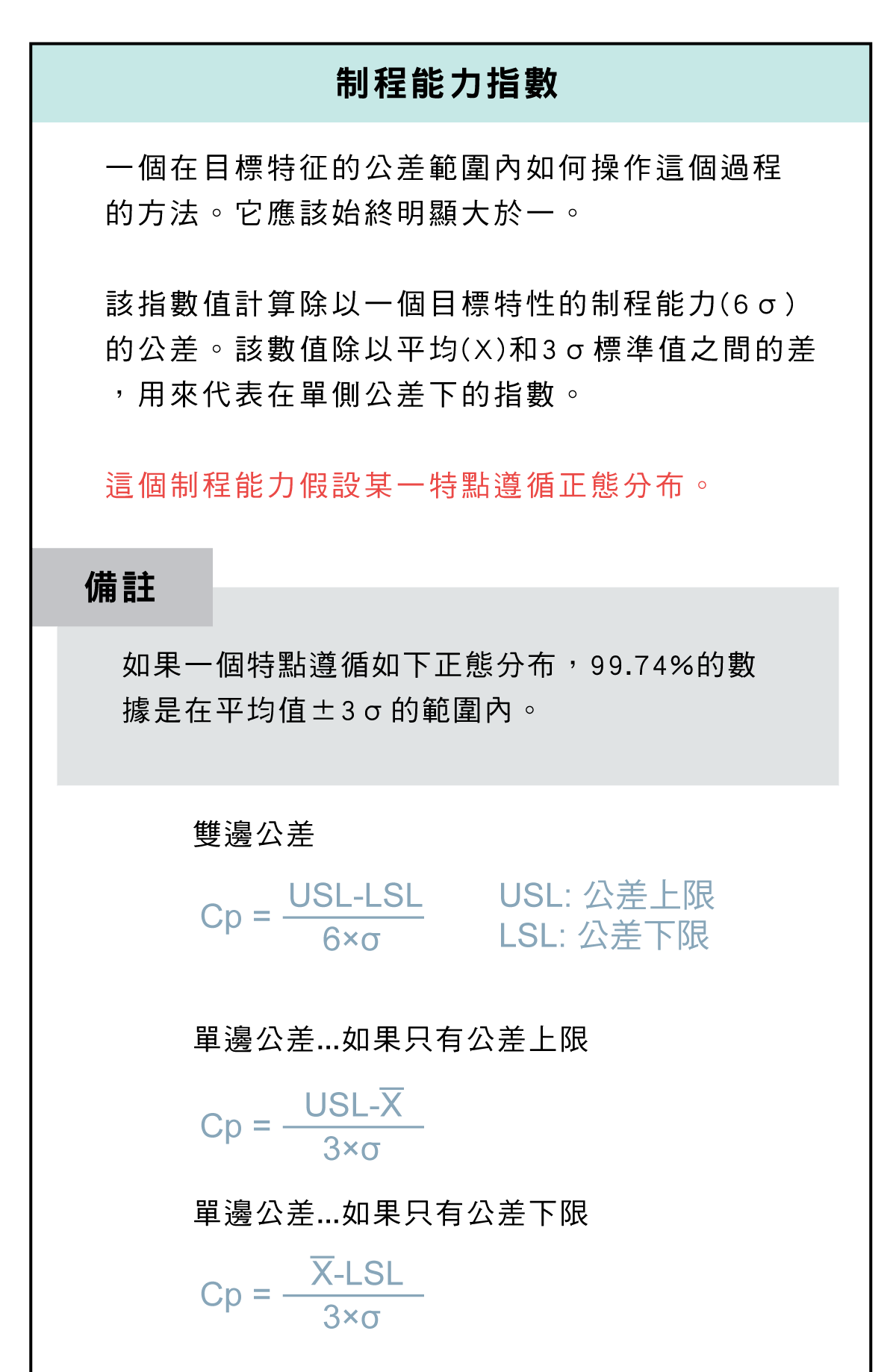
Cp 製程能力指數
Cp代表製程潛在能力:
Cp = (USL - LSL) / 6σ
說明:
- USL:上限規格
- LSL:下限規格
- σ:標準差
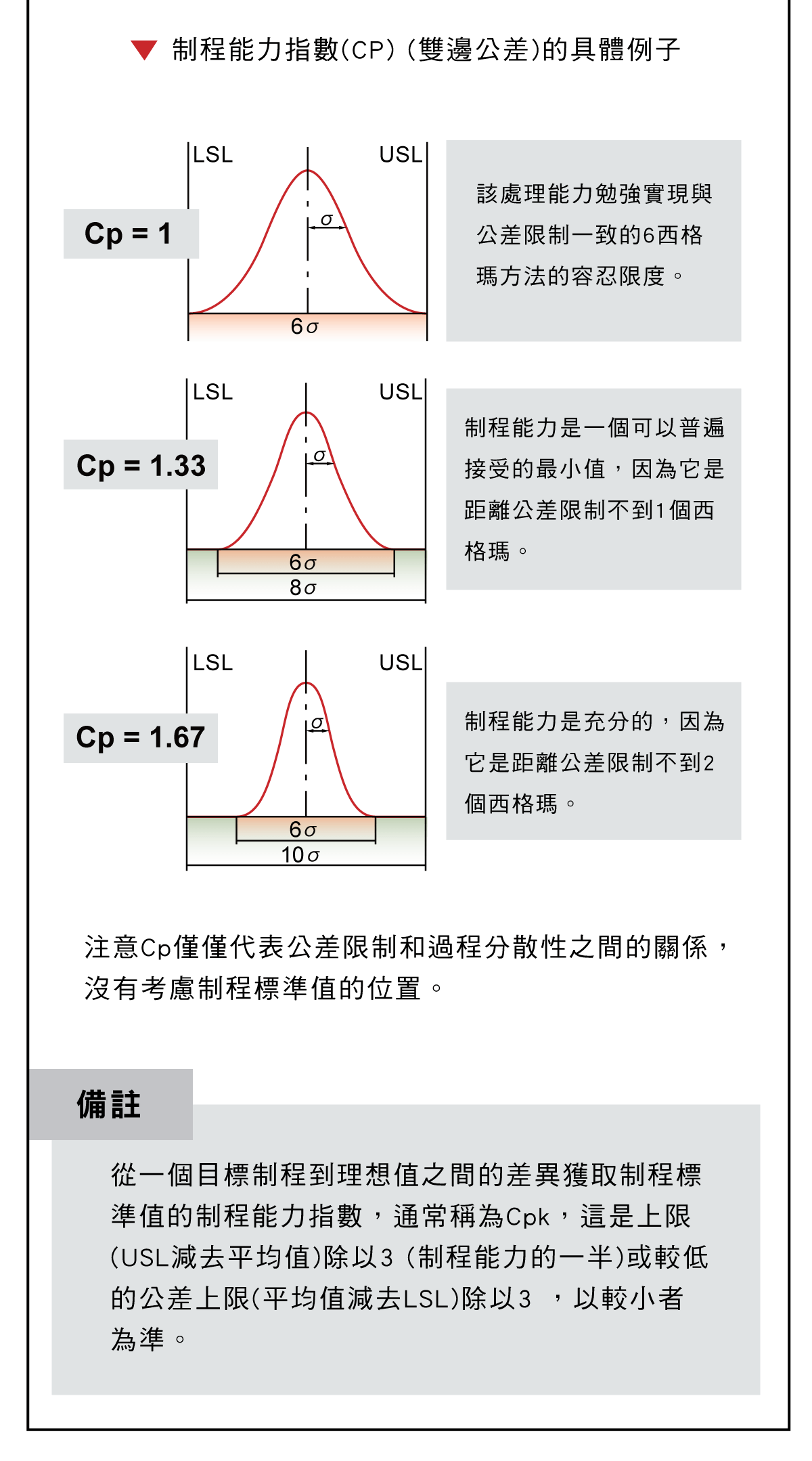
判讀:
- Cp = 1 → 勉強符合
- Cp ≥ 1.33 → 可接受
- Cp ≥ 1.67 → 良好
Cpk 製程能力指數
Cpk考慮偏移情況:
Cpk = min[(USL - X̄) / 3σ, (X̄ - LSL) / 3σ]
重點:
- 同時考慮平均值偏移
- 更貼近實際製程能力
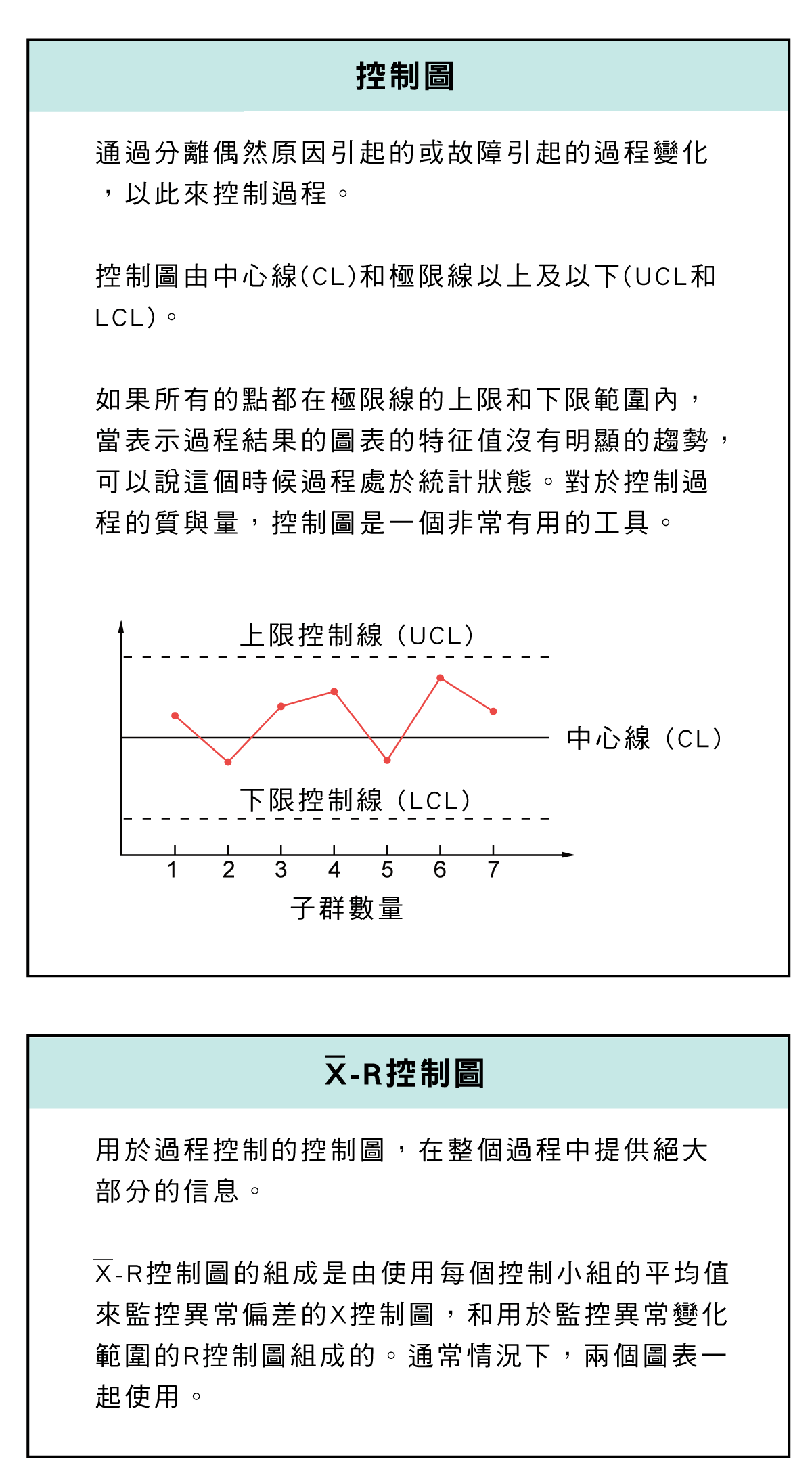
控制圖(Control Chart)
控制圖用於監控製程穩定性:
- X-bar圖(平均值)
- R圖(變異範圍)
功能:
- 即時監控
- 發現異常
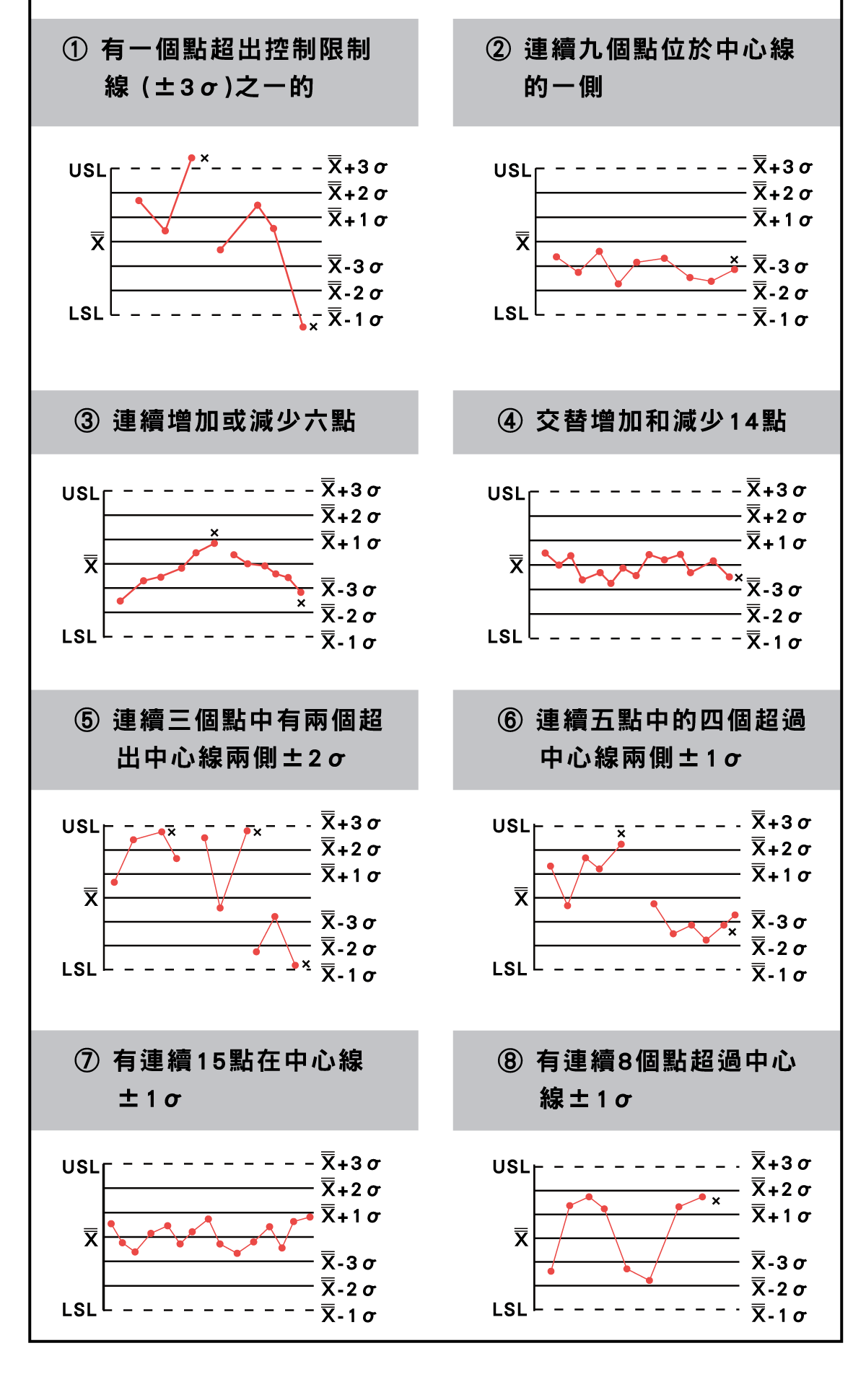
控制圖判讀規則(實務關鍵)
常見異常判斷:
- 單點超出 ±3σ
- 連續9點在中心線同側
- 連續上升或下降
- 交替波動異常
- 多點落於 ±2σ外
- 趨勢或偏移現象
這些都是製程失控的警訊。
偶然原因 vs 特殊原因
偶然原因
- 自然變異
- 系統內部波動
特殊原因
- 設備異常
- 操作錯誤
- 材料問題
管理重點:
- 找出並消除特殊原因
標籤
分享