螺紋量規(公制)完整解析|外螺紋與內螺紋公差與檢測標準
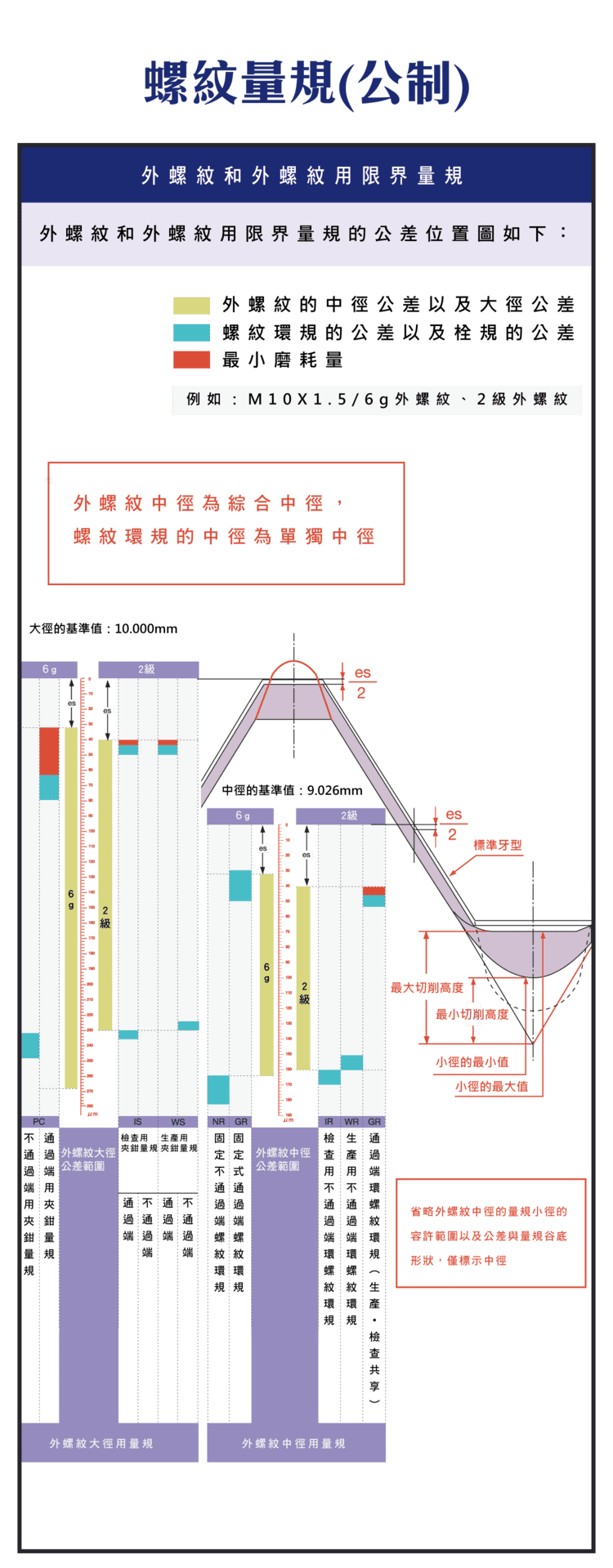
螺紋量規(公制)用於檢驗外螺紋與內螺紋是否符合公差標準,是確保螺紋配合精度與裝配可靠性的關鍵工具。透過GO / NO GO(通止規)檢測,可快速判斷螺紋是否在允許尺寸範圍內。外螺紋重點在大徑與中徑控制,內螺紋則以中徑與牙底形狀為主。正確理解公差位置與量規設計,可有效避免裝配干涉與鬆動問題。
螺紋量規的基本概念
螺紋量規主要用於檢測:
- 外螺紋(External Thread)
- 內螺紋(Internal Thread)
其核心功能為:
- 驗證螺紋尺寸是否符合標準
- 確保裝配順暢與配合精度
- 快速判定合格與不合格
GO / NO GO 檢測原理
螺紋量規採用通止規概念:
GO端(通規):
- 必須可以順利旋入
- 表示螺紋尺寸未超過最大實體限制
NO GO端(止規):
- 不可旋入或僅允許少量進入
- 表示未低於最小尺寸限制
此方式可:
- 快速判斷加工品質
- 避免過度量測誤差
外螺紋量規重點
外螺紋檢測主要控制:
- 大徑(Major Diameter)
- 中徑(Pitch Diameter)
關鍵概念:
- 中徑為綜合尺寸控制核心
- 公差帶位置決定配合等級(如6g)
實務影響:
- 中徑過大 → 裝配困難
- 中徑過小 → 配合鬆動
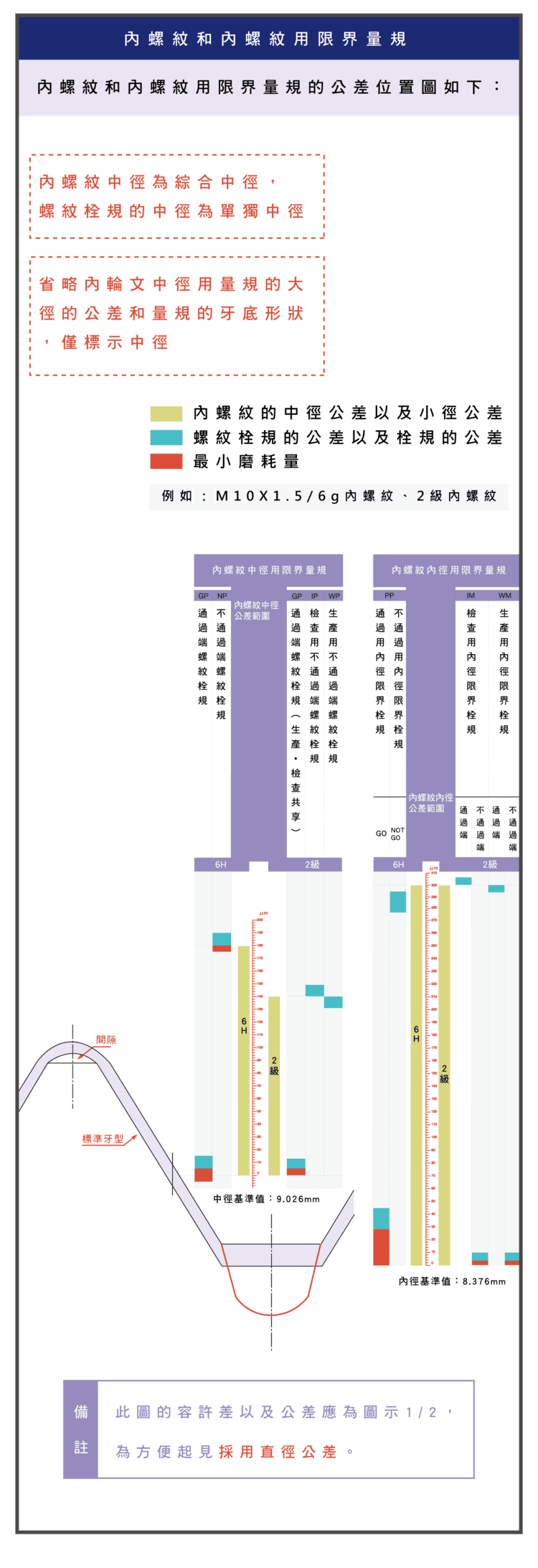
內螺紋量規重點
內螺紋檢測重點為:
- 中徑(Pitch Diameter)
- 小徑(Minor Diameter)
- 牙底形狀
關鍵說明:
- 中徑為功能尺寸
- 小徑影響牙強度與加工安全
公差帶與等級說明
常見標準:
- 外螺紋:6g
- 內螺紋:6H
公差帶意義:
- 決定配合鬆緊程度
- 控制裝配可靠性
例如:
M10 × 1.5 / 6g:
- M10:公稱直徑
- 1.5:牙距
- 6g:公差等級
中徑的重要性
中徑為螺紋配合的核心尺寸:
- 外螺紋:綜合中徑
- 內螺紋:單一中徑
影響:
- 配合強度
- 接觸面積
- 密封性能
螺紋量規應用情境
製造現場:
- CNC加工後檢驗
- 批量品質管控
品質管理:
- 來料檢驗
- 出貨檢驗
常見錯誤與風險
GO過緊:
- 表示尺寸過大
- 可能造成卡死
NO GO可進入過多:
- 尺寸過小
- 配合鬆動
標籤
分享