負角刀片選型指南|斷屑槽對照與車削加工應用
負角刀片(Negative Insert)具備高強度與高耐衝擊特性,適合中重切削與高負荷加工。透過ISO分類(P、M、K、S)與不同切削條件(精加工、輕切削、中切削、重切削),搭配各品牌斷屑槽代號對照,可快速選擇最適合的刀片。本文整理完整負角刀片選型邏輯,幫助工程師提升加工穩定性與刀具壽命。

負角刀片是什麼
負角刀片(Negative Insert)指刀具前角為負角設計,其特點:
- 刀尖強度高
- 抗衝擊能力強
- 適合重切削
常見應用:
- 車削加工
- 鑄鐵加工
- 重負荷切削
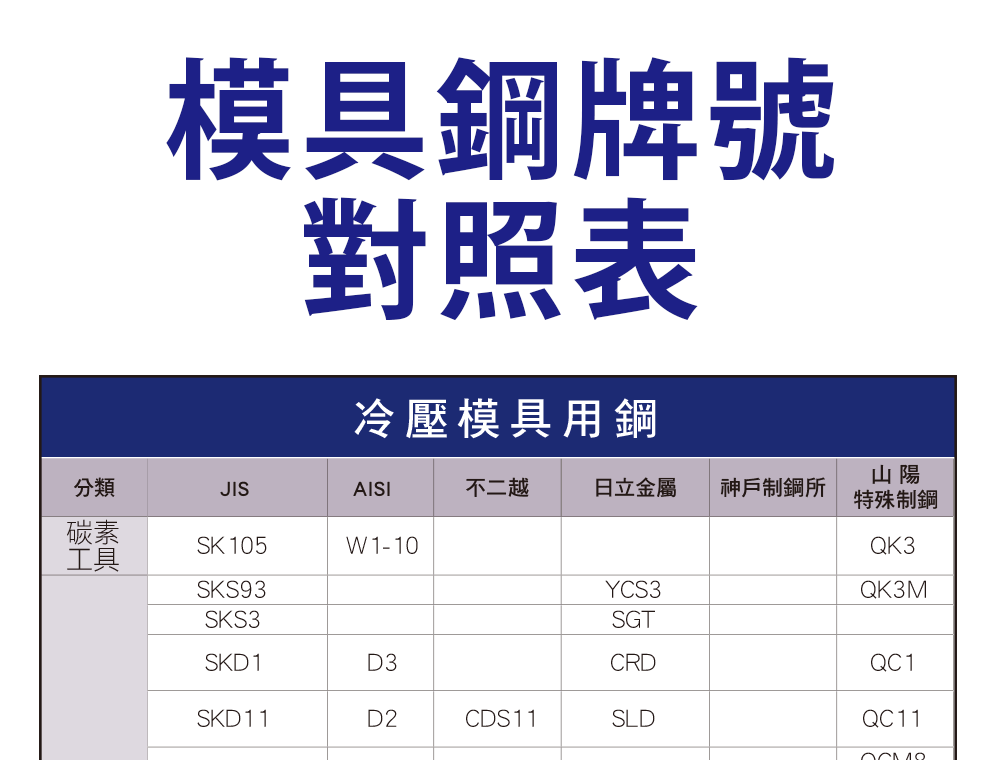
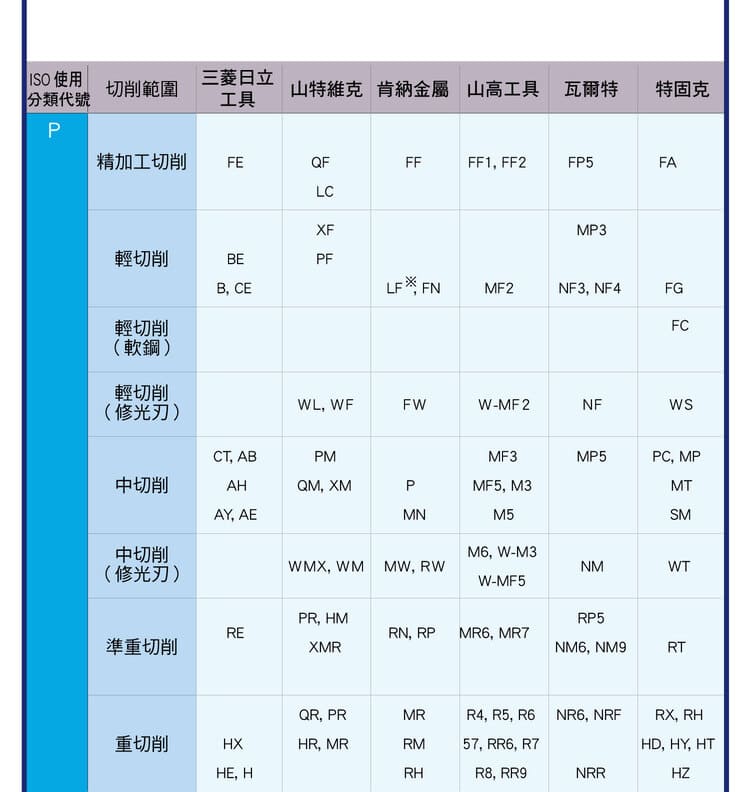
圖表中整理不同加工條件與斷屑槽代號對應

ISO分類與加工應用
P(鋼材加工)
精加工 / 輕切削
- 常見斷屑槽:FH、FY、TF、ZF、GP
- 特性:低切削阻力、高表面品質
中切削
- 常見斷屑槽:MP、MA、MH、GU
- 特性:穩定切削

重切削
- 常見斷屑槽:HM、HX、HV、TU
- 特性:高強度加工
M(不鏽鋼)
精加工
- 斷屑槽:MP、MF、SF
- 特性:抗黏刀
中切削
- 斷屑槽:MM、QM、EM
- 特性:穩定排屑
重切削
- 斷屑槽:MR、RR
- 特性:高耐崩刃
K(鑄鐵)
精加工
- 斷屑槽:VA、KF、FN
- 特性:耐磨
中切削
- 斷屑槽:KM、RP
- 特性:穩定切削
重切削
- 特性:多為無斷屑槽設計
- 用於高強度加工
S(耐熱合金)
精加工
- 斷屑槽:SF、FS、MF
- 特性:抗高溫
中切削
- 斷屑槽:SM、NGP
- 特性:耐熱穩定
重切削
- 斷屑槽:SR、RP
- 特性:抗熱崩刃
斷屑槽(Chipbreaker)選擇邏輯
精加工
- 小切深
- 小進給
- 使用細斷屑槽
中切削
- 平衡型
- 通用斷屑槽
重切削
- 大切深
- 大進給
- 強力斷屑槽或無斷屑槽
負角刀片 vs 正角刀片
負角刀片
- 強度高
- 適合重切削
- 可雙面使用
正角刀片
- 切削輕
- 適合精加工
- 切削阻力低
CNC車削選刀建議
高負荷加工
- 選用負角刀片
精密加工
- 選用細斷屑槽
不鏽鋼加工
- 選用抗黏刀設計
鑄鐵加工
- 選用高耐磨刀片
標籤
分享