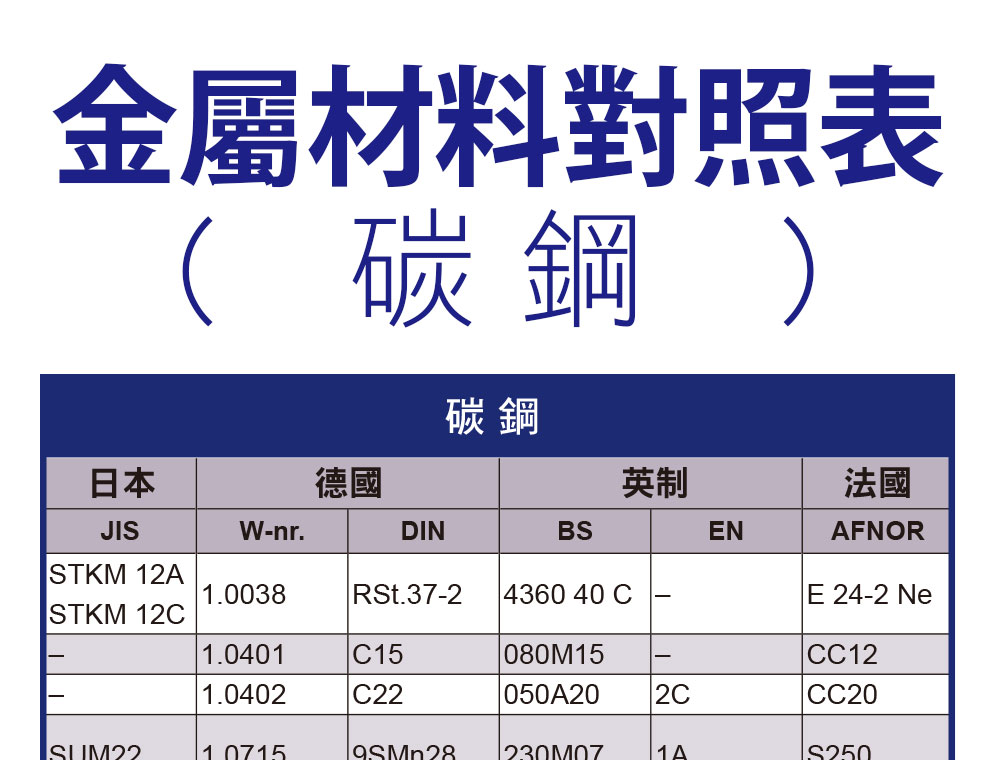
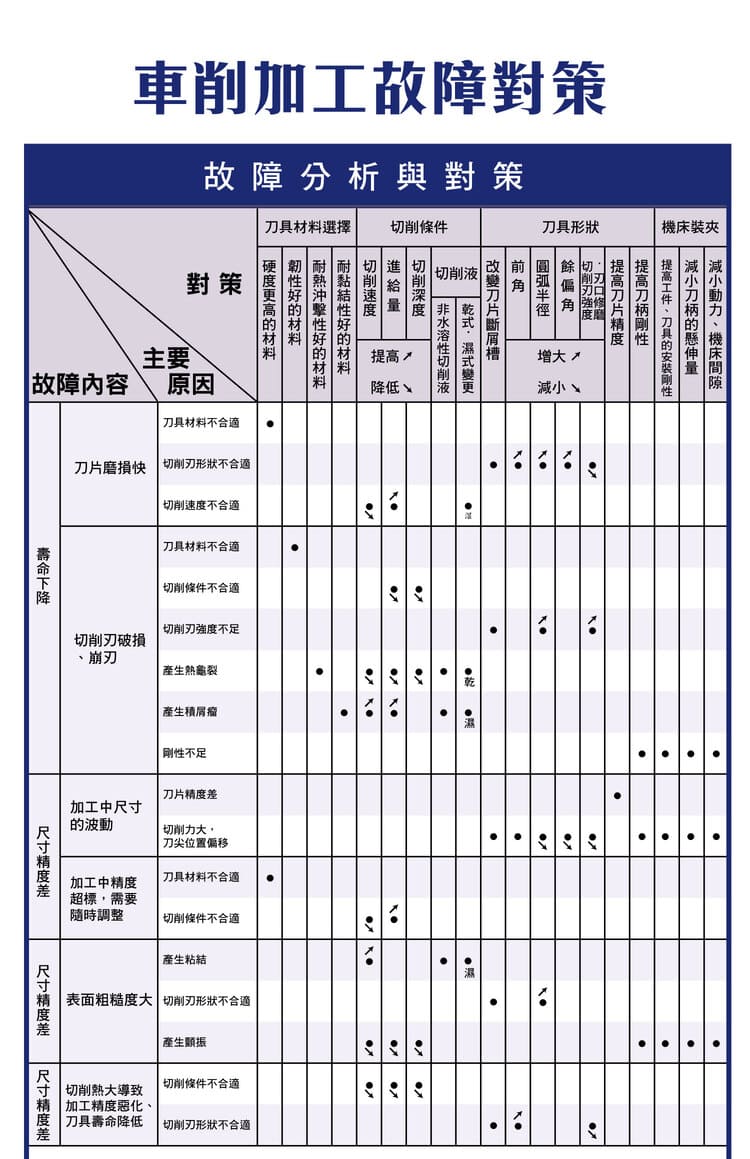
車削加工故障原因與對策|刀具磨損、尺寸誤差與表面問題解析
車削加工常見問題包含刀片磨損、崩刃、尺寸不穩、表面粗糙與切屑控制不良,其根本原因多與刀具材質選擇、切削條件設定、刀具幾何與機床剛性有關。透過調整切削速度、進給量、切削深度與冷卻方式,並優化刀具角度與裝夾穩定性,可有效提升加工品質與刀具壽命,降低不良率並提高生產效率。
車削加工故障分類
主要問題類型:
• 壽命下降
• 尺寸精度異常
• 表面粗糙度不良
• 毛刺與崩刃
• 切屑處理問題
核心影響因素:
• 刀具材料
• 切削條件
• 刀具幾何
• 機床剛性
壽命下降問題
刀片磨損快
原因:
• 刀具材料不適
• 切削速度過高
• 切削條件不穩
對策:
• 使用高硬度或耐磨材質
• 降低切削速度
• 改善冷卻方式
刀具破損與崩刃
原因:
• 刀具強度不足
• 切削負荷過大
• 剛性不足
對策:
• 提升刀具韌性
• 降低進給量
• 強化裝夾穩定
尺寸精度問題
加工尺寸波動
原因:
• 刀具位置偏移
• 切削力變化
對策:
• 提升刀具安裝精度
• 穩定切削條件
加工精度不足
原因:
• 刀具材料或幾何不適
• 切削條件不穩
對策:
• 選用適合刀具
• 優化切削參數
表面品質問題
表面粗糙度大
原因:
• 切削條件不佳
• 刀具磨損
對策:
• 降低進給量
• 更換刀具
產生積屑瘤
原因:
• 切削溫度過高
• 刀具材質不適
對策:
• 使用適當塗層刀具
• 改善冷卻
振動與表面缺陷
原因:
• 機床剛性不足
• 刀具伸出過長
對策:
• 提升剛性
• 減少懸伸
尺寸與熱變形問題
熱變形導致精度下降
原因:
• 切削溫度過高
對策:
• 使用冷卻液
• 降低切削速度
刀具壽命下降
原因:
• 熱累積
• 摩擦增加
對策:
• 改善冷卻
• 優化切削條件
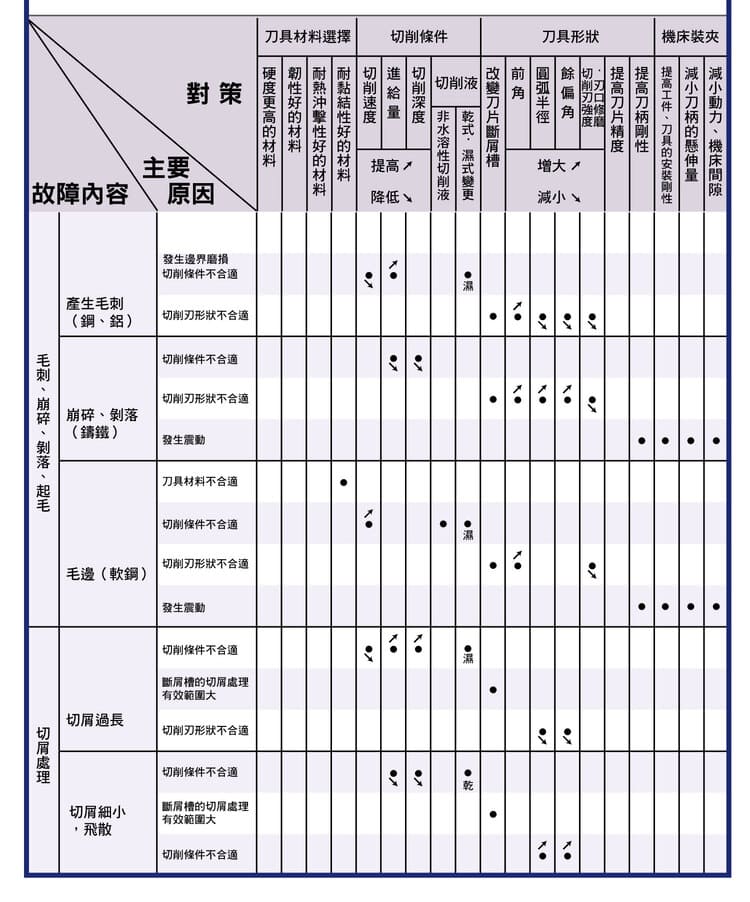
毛刺與崩碎問題
產生毛刺
原因:
• 刀具鈍化
• 切削條件不佳
對策:
• 提升刀具鋒利度
• 調整進給
崩碎與剝落
原因:
• 切削負荷不均
• 刀具強度不足
對策:
• 降低切削深度
• 使用高韌性刀具
切屑控制問題
切屑過長
原因:
• 刀具斷屑能力不足
對策:
• 改善斷屑槽設計
• 調整進給與切深
切屑細碎飛散
原因:
• 切削條件不穩
對策:
• 穩定切削參數
• 改善冷卻
加工優化策略
刀具選擇:
• 高硬度與高韌性材質
• 適當刀具幾何
切削條件:
• 控制 vc、f、ap
機床條件:
• 提升剛性
• 減少振動
冷卻策略:
• 使用適當切削液
工程應用重點
關鍵控制:
• 刀具材料
• 切削參數
• 裝夾精度
加工成果:
• 提升尺寸穩定性
• 改善表面品質
• 延長刀具壽命