三座標測量機精度檢測與不確定度解析|ISO 10360量測標準完整指南
三座標測量機(CMM)是精密量測中最關鍵的設備,其性能評估主要依據ISO 10360與JIS B 7440標準進行,涵蓋長度測量誤差、重複性、掃描精度與旋轉軸誤差等指標。本資料系統化整理三座標測量機的精度驗證方法與不確定度概念,協助製造業提升量測可靠性與品質控制能力。
三座標測量機是什麼
三座標測量機(CMM)用於測量工件幾何尺寸與形狀精度,透過X、Y、Z三軸座標系統進行高精度量測,廣泛應用於:
- 精密加工(CNC、模具)
- 航太與汽車產業
- 品質檢測與逆向工程
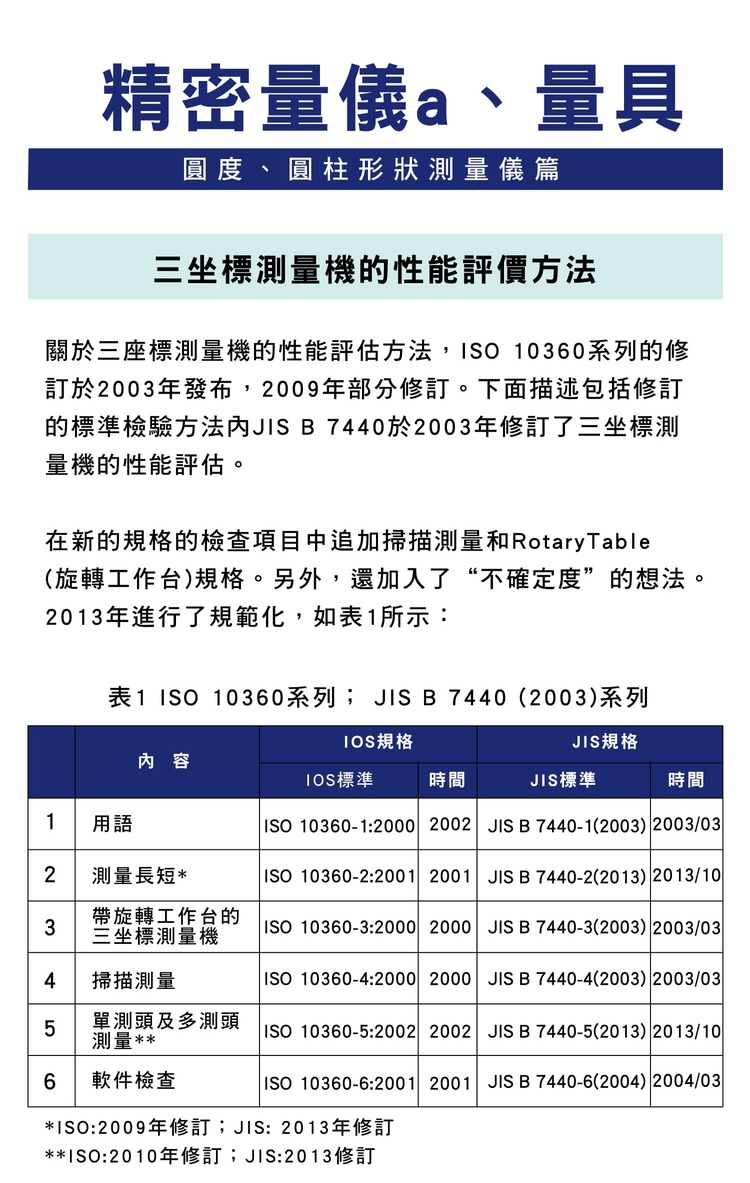
ISO 10360與JIS B 7440標準解析
三座標測量機的性能評估依據:
- ISO 10360系列(國際標準)
- JIS B 7440(日規)
主要檢測項目包括:
- 長度測量誤差
- 掃描測量精度
- 旋轉工作台精度
- 多測頭測量能力
- 軟體驗證
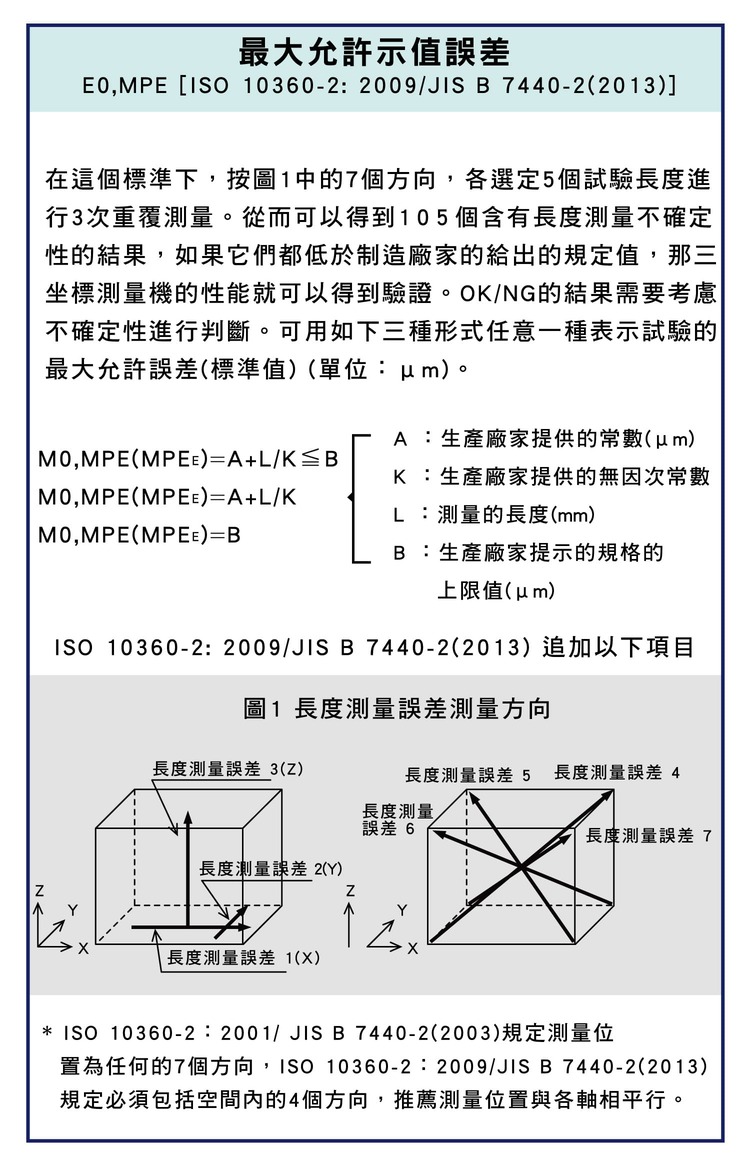
長度測量誤差(核心指標)
在空間7個方向進行測量:
- 每方向選擇5種長度
- 每長度重複測量3次
- 共產生105筆測試數據
只要全部數據低於允許誤差(MPE),即為合格。
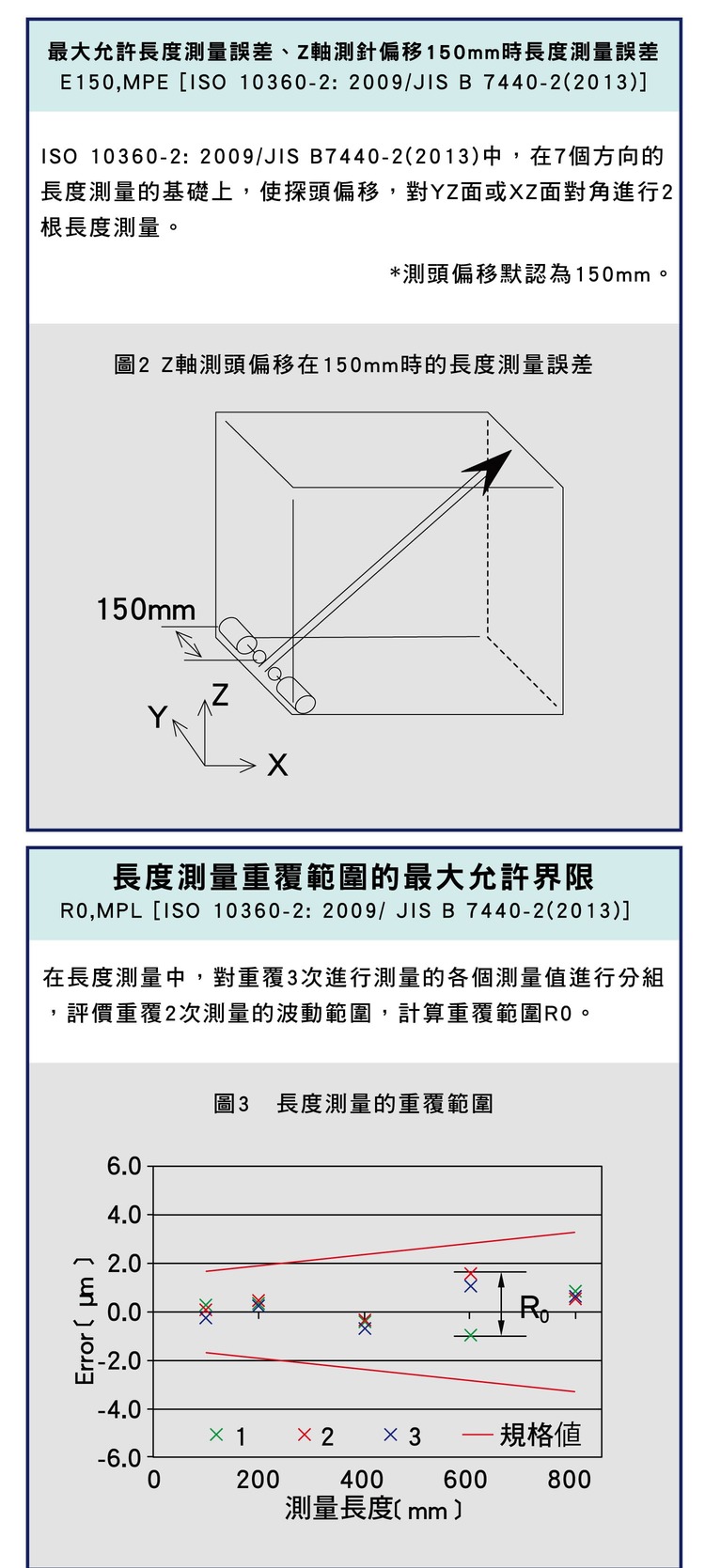
測頭偏移測試(Z軸150mm)
- 測頭偏移150mm
- 在YZ與XZ對角線方向測量
- 評估偏移對精度影響
此項為評估CMM實際應用能力的重要指標。
重複性測量(Repeatability)
定義:
- 同一測量重複3次
- 計算變動範圍 R0
若R0低於標準,即表示:
- 測量穩定性良好
- 設備可靠度高
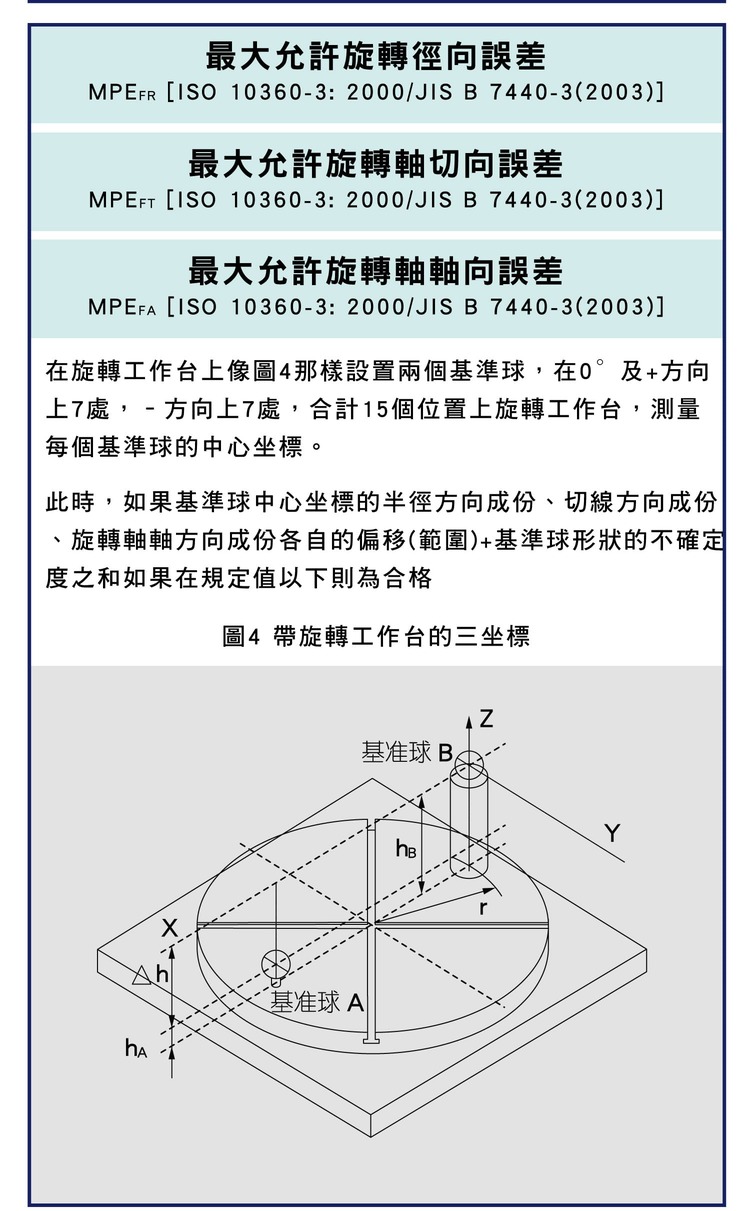
旋轉工作台誤差(Rotary Table Error)
測試內容:
- 設置2個基準球
- 在15個角度位置測量
評估三種誤差:
- 徑向誤差(MPEFR)
- 切向誤差(MPEFT)
- 軸向誤差(MPEFA)
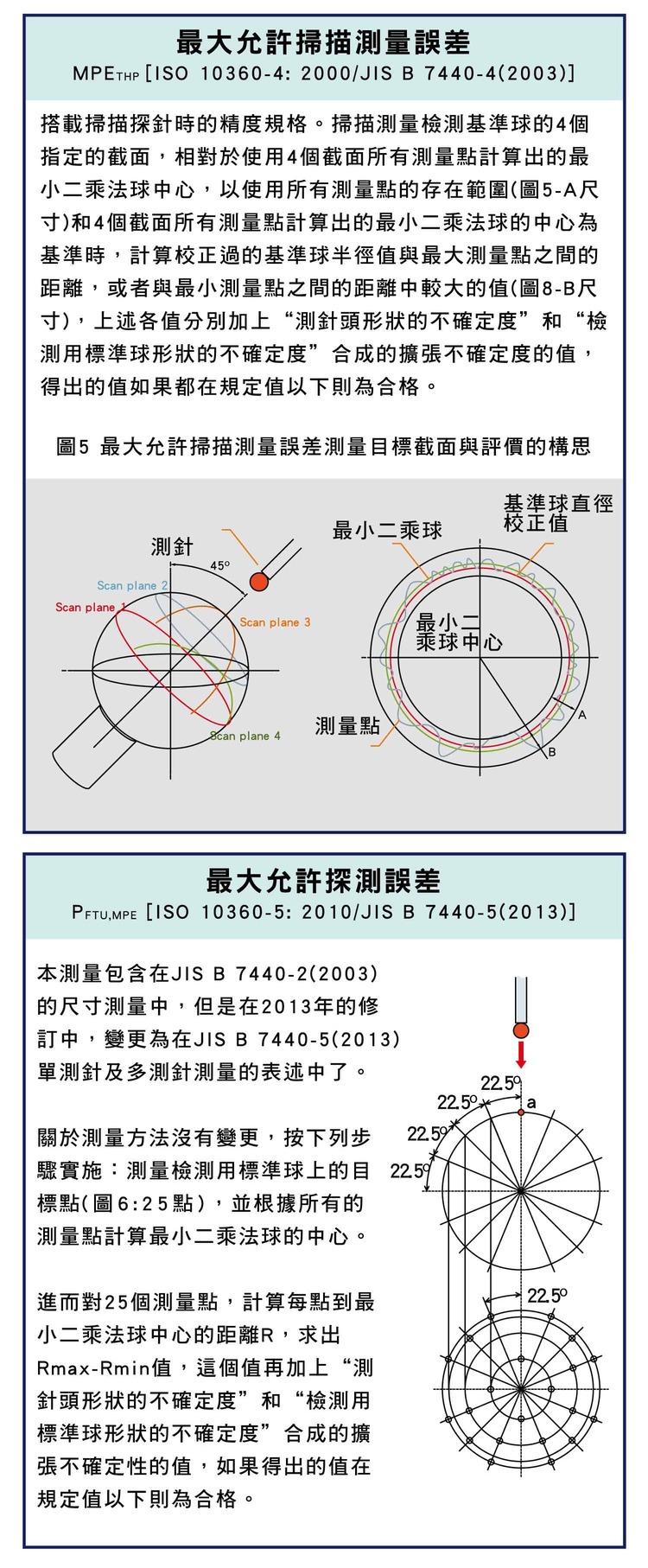
掃描測量誤差(Scanning Accuracy)
- 測量基準球4個截面
- 使用最小二乘法計算球心
- 計算最大偏差
並需考慮:
- 測針不確定度
- 標準球不確定度
探測誤差(Probing Error)
測量方法:
- 在標準球上測量25點
- 計算最大與最小距離差(Rmax - Rmin)
此數值反映:
- 測頭精度
- 測量一致性
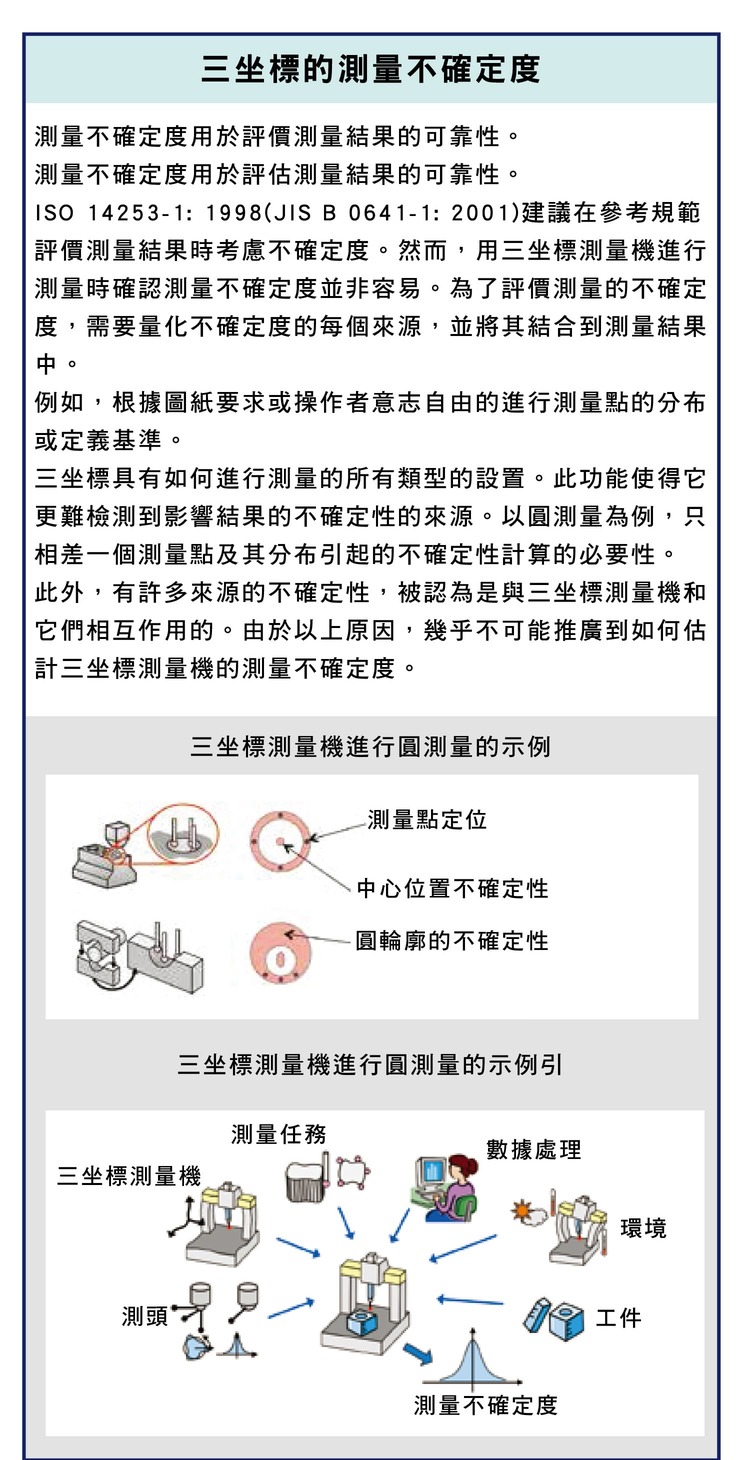
測量不確定度(最關鍵概念)
測量不確定度來源包括:
- 測頭誤差
- 機台幾何誤差
- 環境因素(溫度)
- 測量策略(點位分布)
- 數據處理
重點:
- 不確定度代表測量可信度
- 不同測量方法會影響結果
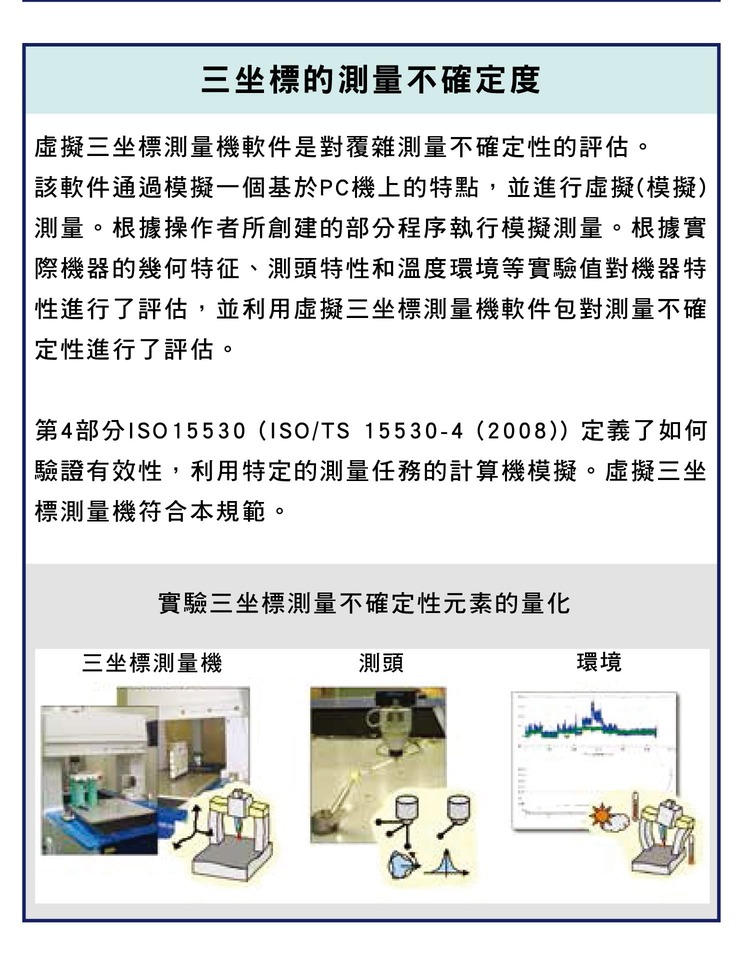
虛擬CMM與不確定度模擬
- 利用電腦模擬測量過程
- 評估測量不確定度
- 符合ISO 15530標準
應用價值:
- 提前預測量測誤差
- 降低實驗成本
- 提升品質控制
標籤
分享