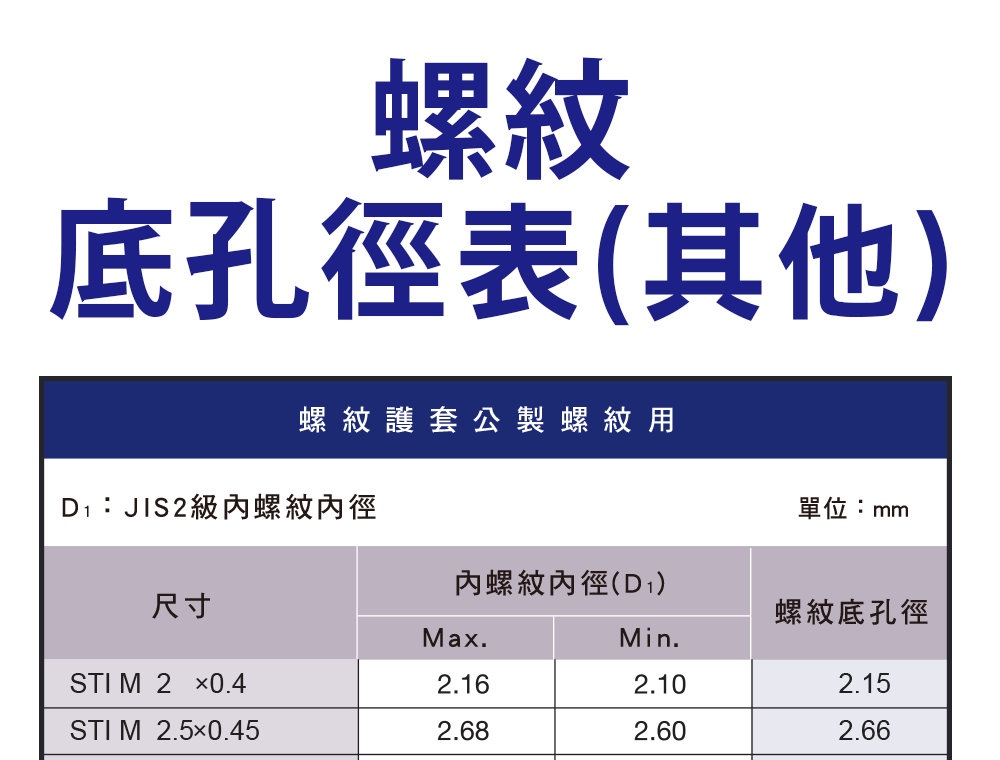
CNC螺紋加工深度設定|切削步數、切深分配與最佳加工策略
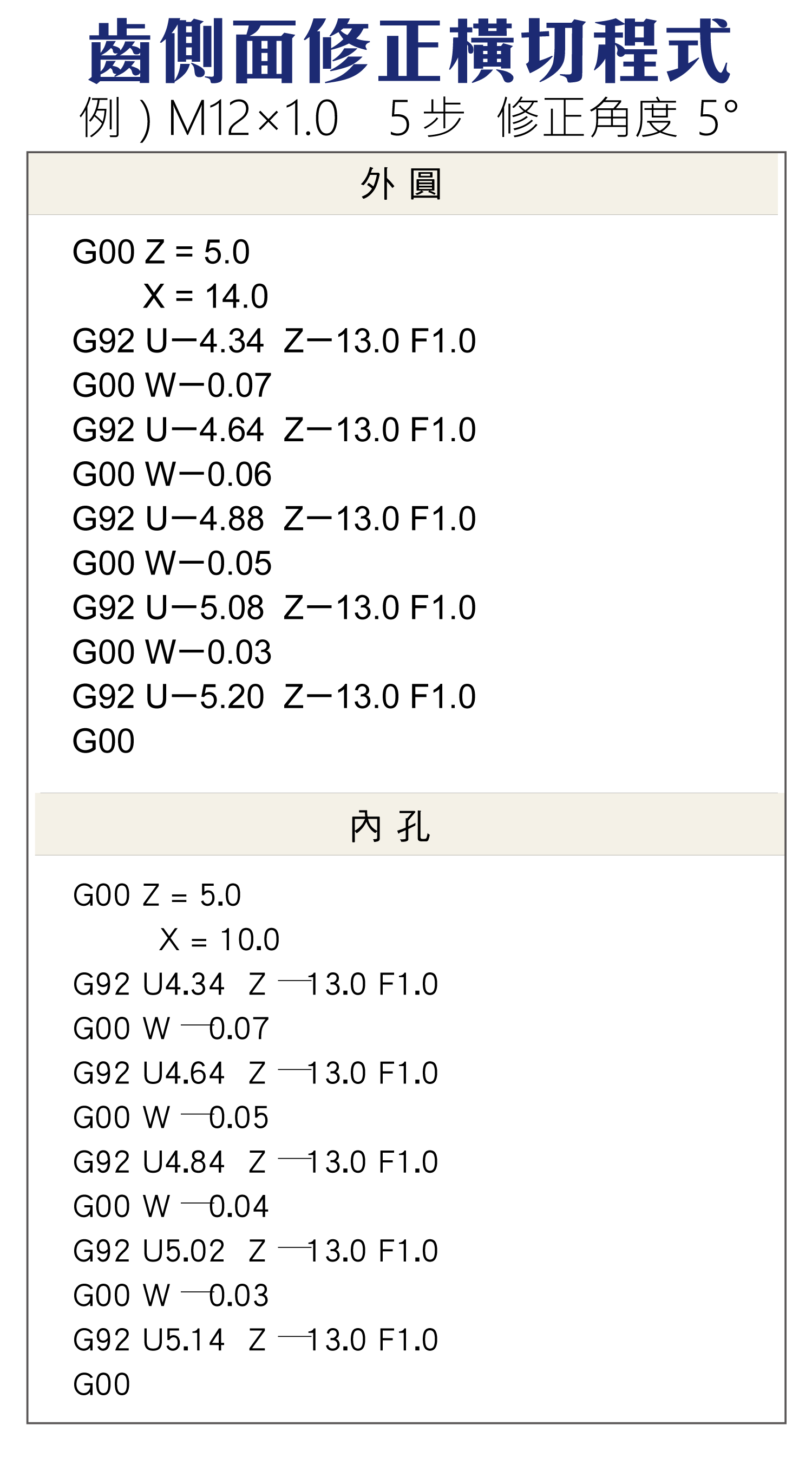
螺紋加工中,切削深度與加工步數的設定是影響加工品質、刀具壽命與加工穩定性的關鍵因素。採用等體積切削(V1=V2)或等深度切削(X1=X2)策略,各自對切削負荷與振動控制有不同影響。透過合理分配每一刀的切削深度,並在最後一刀採用較小切深(約0.025~0.05mm),可有效降低振動並提升表面精度。此外,選擇適當的橫切方式(如牙側修正切削)與切削條件,能進一步延長刀具壽命並提升整體加工效率。
螺紋切削深度的核心概念
在CNC螺紋加工中:
-
切削深度(ap)決定每一刀的負荷
-
加工步數(n)影響加工穩定性與效率
-
切削分配方式影響刀具壽命與表面品質
核心目標:在效率與穩定性之間取得最佳平衡
兩種主要切削策略
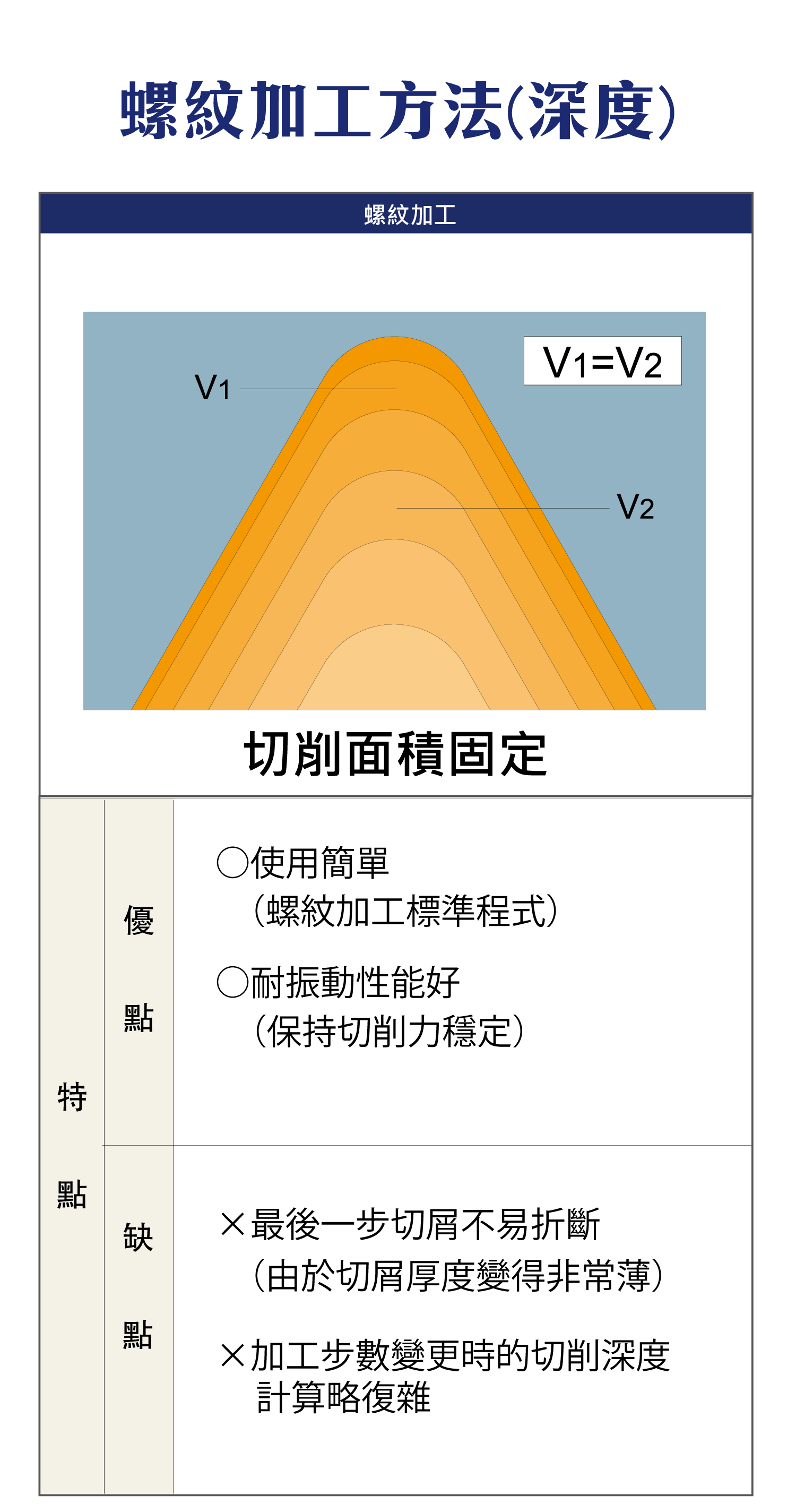
等體積切削(V1 = V2)
特點:
-
每一刀切削量相同
-
切削負荷平均分配
優點:
-
刀具受力穩定
-
減少局部磨耗
-
提升刀具壽命
缺點:
-
計算較複雜
-
編程較困難
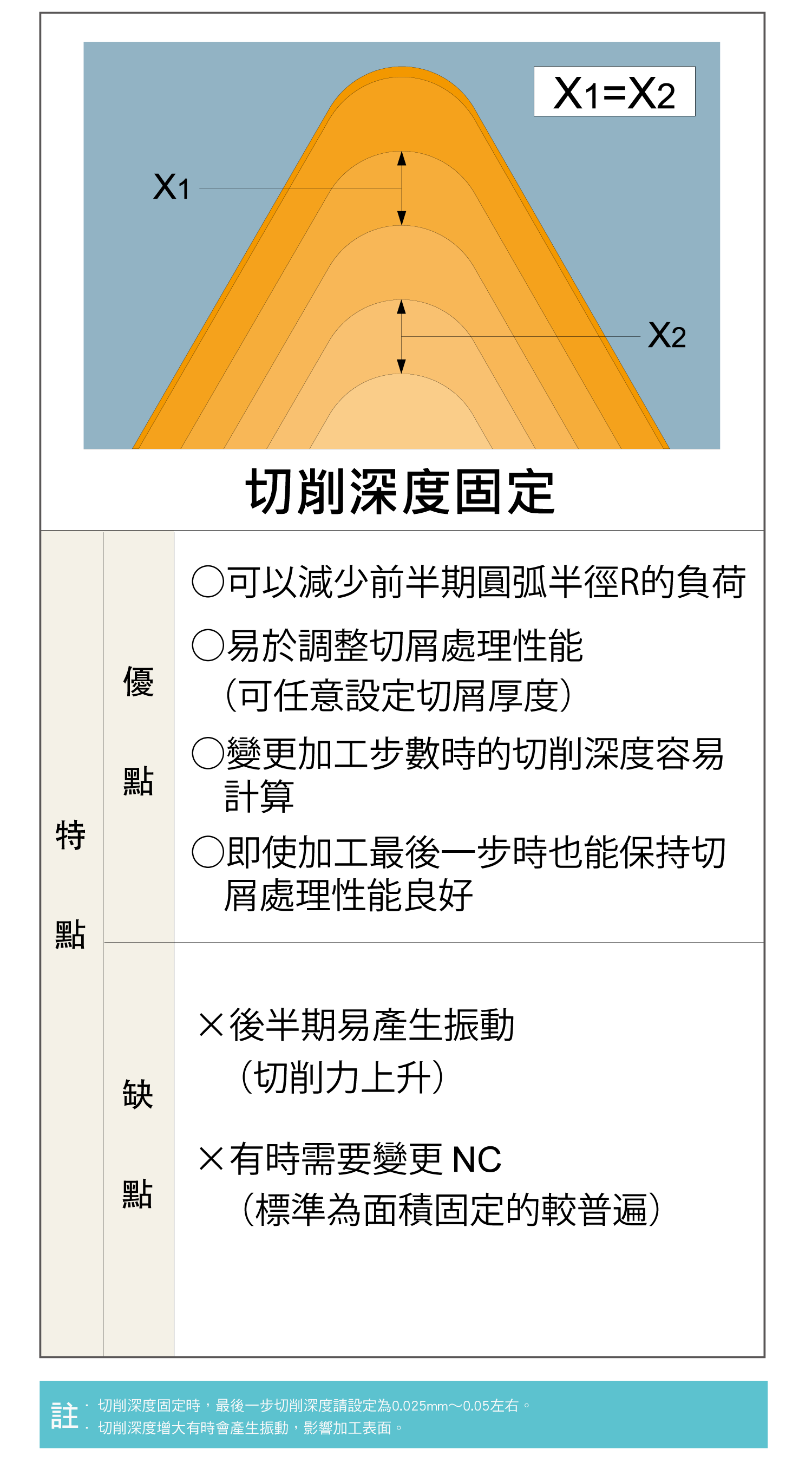
等深度切削(X1 = X2)
特點:
-
每一刀切削深度固定
優點:
-
程式簡單
-
易於設定
缺點:
-
初期切削負荷較大
-
易產生振動與磨耗
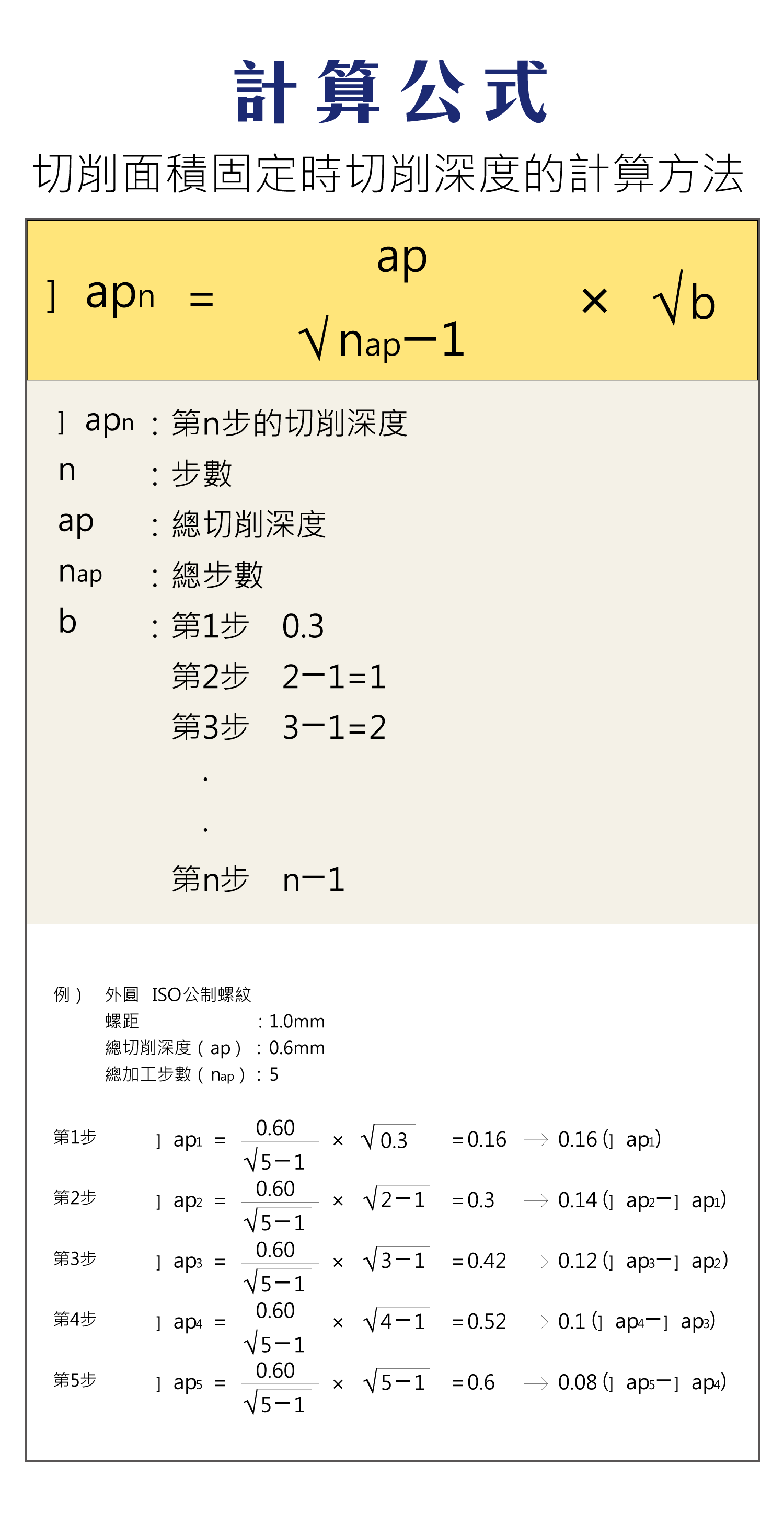
切削深度計算方式
切削深度可透過以下公式分配:
apₙ = ap / √(n_ap − 1) × √b
參數說明:
-
apₙ:第 n 步切削深度
-
ap:總切削深度
-
n:步數
-
n_ap:總步數
-
b:修正係數
用於建立「遞減切深」策略(前大後小)
關鍵加工建議(非常重要)
✔ 最後一刀切削深度建議:
0.025 mm ~ 0.05 mm
✔ 切削深度過大會導致:
-
加工震動(Chatter)
-
表面粗糙度變差
-
刀具壽命降低
橫切方式對加工的影響
常見方式:
-
徑向切削(Radial Infeed)
-
牙側切削(Flank Cutting)
-
牙側修正切削(Modified Flank Infeed)

建議選擇:
牙側修正切削(最佳)
優點:
-
降低切削力
-
減少振動
-
提升表面品質
-
延長刀具壽命
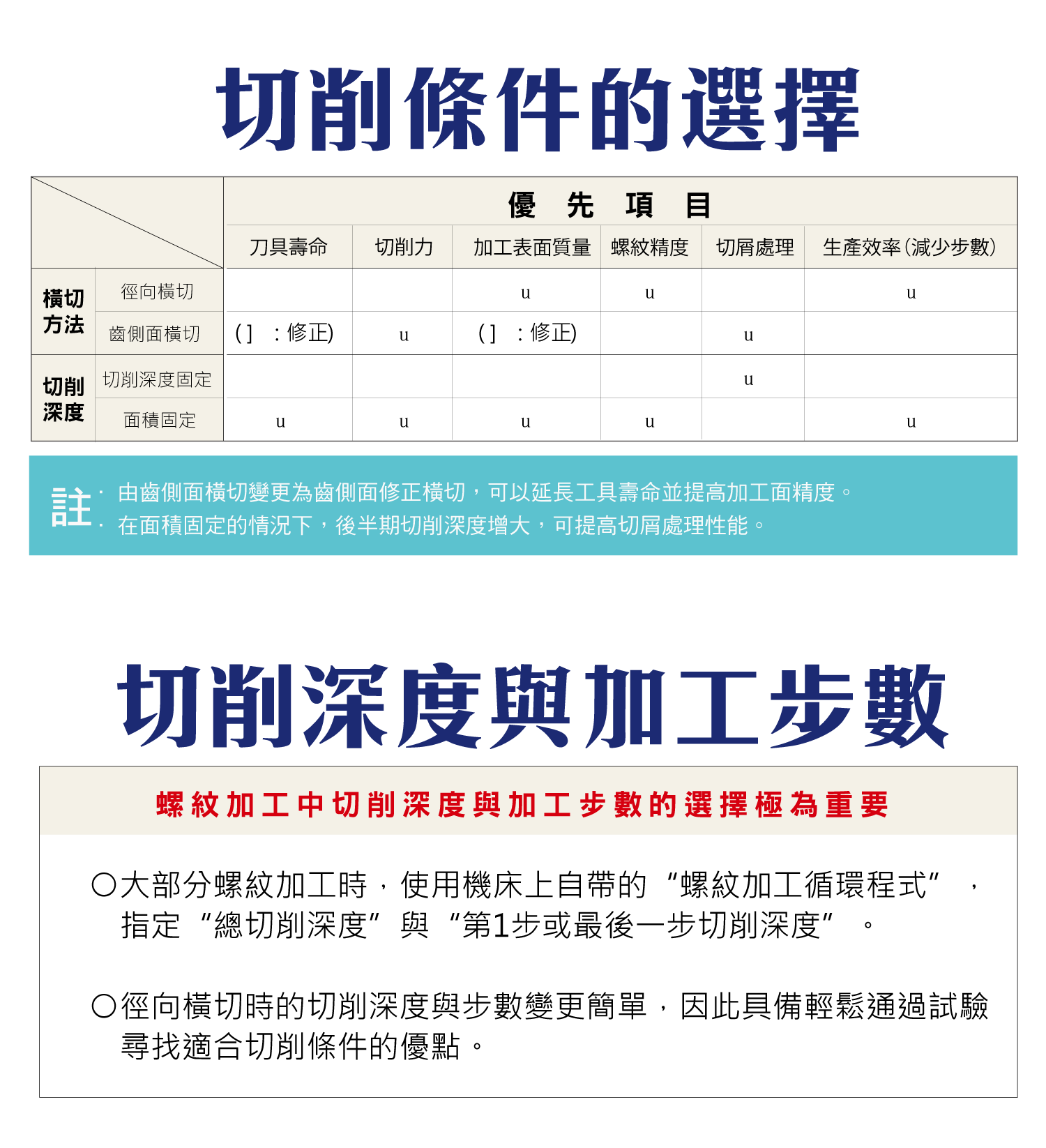
九、切削條件選擇策略
| 目標 | 建議策略 |
|---|---|
| 延長刀具壽命 | 使用等體積切削 |
| 抑制振動 | 減少切削深度 |
| 改善排屑 | 增加後段切深 |
| 提升表面品質 | 減少最後切削量 |
| 提升效率 | 減少加工步數 |
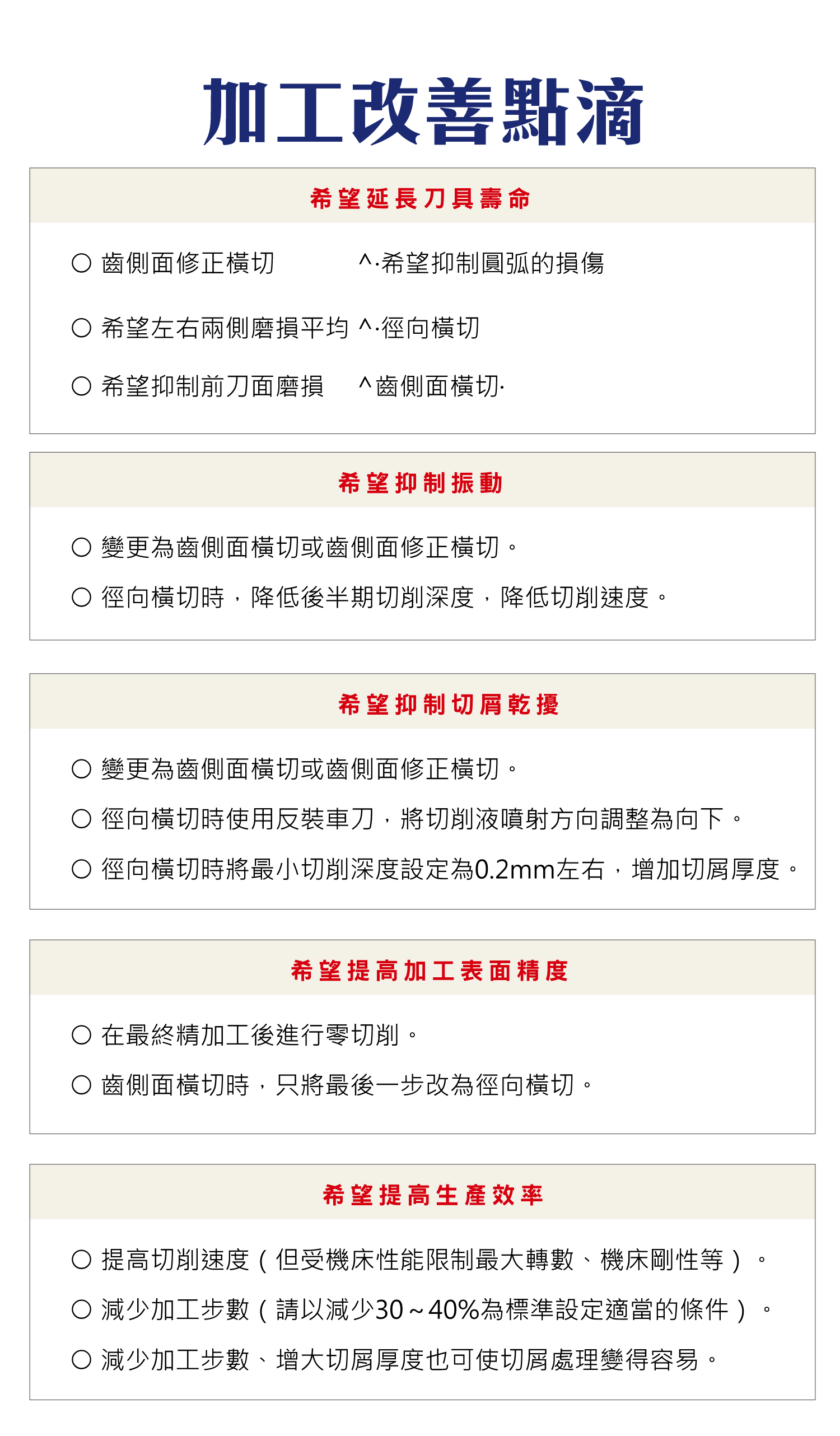
十、加工改善重點
根據圖示重點,可優化:
1. 延長刀具壽命
-
均勻分配切削負荷
2. 抑制振動
-
減少單刀切深
3. 改善切屑問題
-
調整切削策略
4. 提高表面精度
-
使用小切深精修
5. 提升生產效率
-
最佳化步數
標籤
分享