平面銑削夾持選擇指南|剛性、懸伸與加工穩定性解析
平面銑削加工中,夾持方式與機床剛性直接影響刀具壽命、表面品質與加工穩定性。當出現刀片磨耗快、崩刃、表面粗糙或毛邊等問題時,多與夾持剛性不足、懸伸過長及機床間隙有關。透過優化夾持方式、縮短懸伸量與提升剛性,可有效降低振動並提升加工精度。
平面銑削夾持概念
夾持的重要性:
• 影響刀具穩定性
• 影響切削振動
• 影響加工精度
主要因素:
• 刀具夾持方式
• 機床剛性
• 懸伸長度
切削條件與夾持關聯
切削參數:
• 切削速度
• 進給量
• 切削深度
• 切入角
影響:
• 高負載加工需高剛性
• 不穩定條件易產生振動
切削液影響
類型:
• 非水溶性切削液
• 乾式加工
• 濕式加工
影響:
• 降低切削溫度
• 減少刀具磨耗
• 改善表面品質
機床夾持與剛性
提升剛性:
• 提高工件固定強度
• 增加刀具夾持穩定性
減少懸伸量:
• 降低振動
• 提升加工精度
降低間隙:
• 減少機械誤差
• 提升穩定性
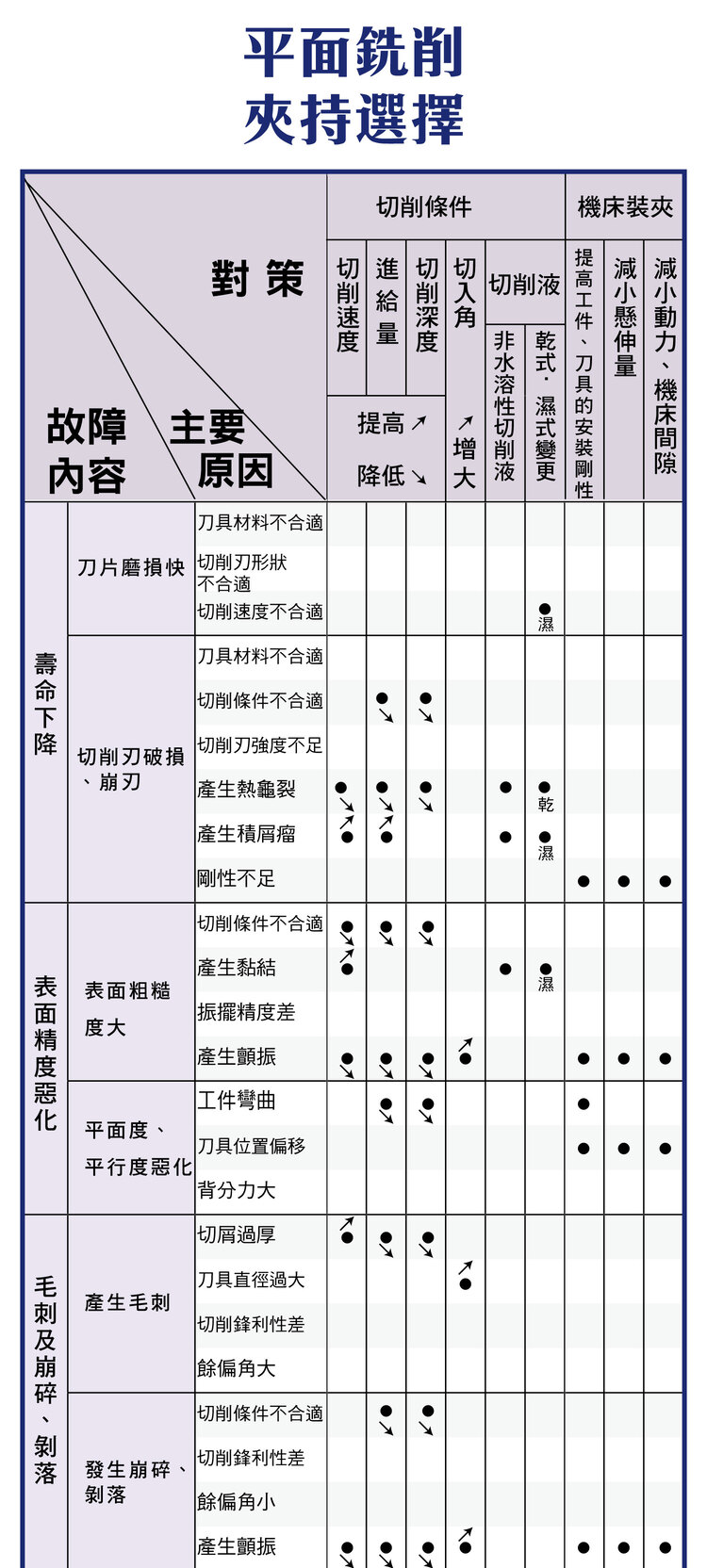
常見加工問題與夾持對策
刀片磨損快
原因:
• 夾持剛性不足
• 切削條件過高
對策:
• 提升夾持剛性
• 使用適當切削液
刀具破損與崩刃
原因:
• 懸伸過長
• 振動過大
對策:
• 縮短刀具伸出長度
• 增強夾持
表面粗糙度不良
原因:
• 振動
• 刀具晃動
對策:
• 提高機床精度
• 改善夾持方式
平面度與平行度異常
原因:
• 工件固定不穩
• 刀具偏移
對策:
• 強化夾持系統
• 校正刀具位置
毛邊與崩碎
原因:
• 切削不穩定
• 振動產生
對策:
• 降低振動
• 優化夾持
發生剝落與崩裂
原因:
• 刀具受力不均
• 剛性不足
對策:
• 增加支撐
• 改善加工條件
加工優化策略
夾持優化:
• 減少懸伸
• 增加接觸面
機床優化:
• 提升剛性
• 降低間隙
加工條件:
• 平衡進給與速度
工程應用重點
關鍵因素:
• 夾持剛性
• 刀具伸出長度
• 機床精度
加工成果:
• 提升表面品質
• 延長刀具壽命
• 降低加工不良率
標籤
分享









