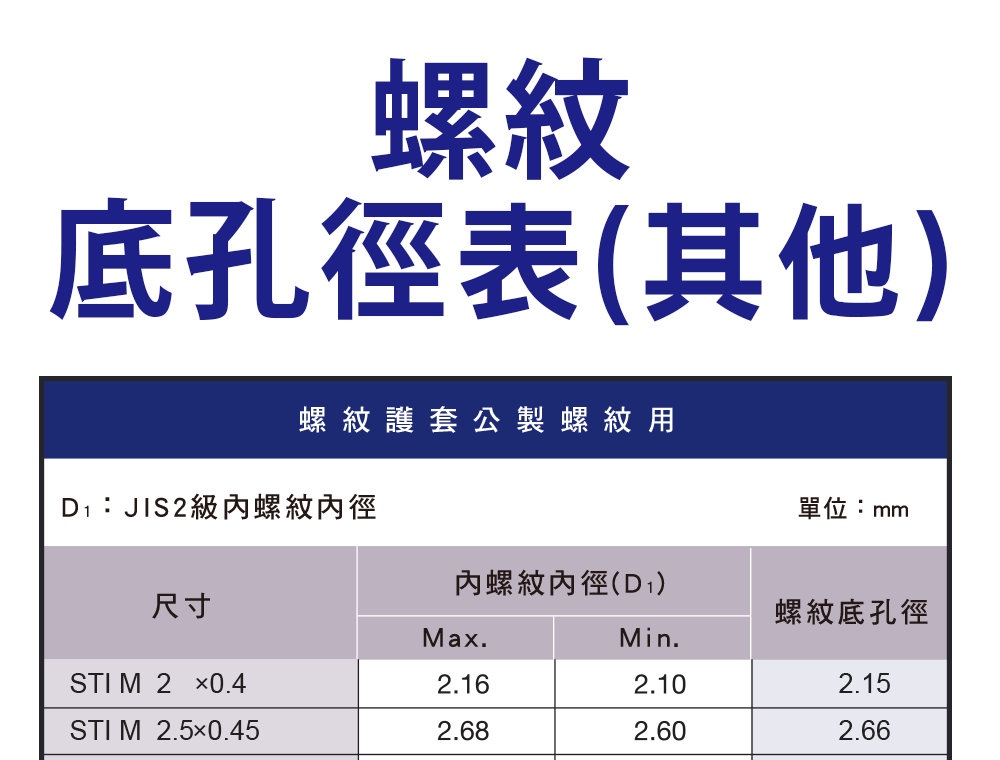
螺紋加工內徑參數總整理|ISO、UNC、NPT 螺紋切削深度與加工步數指南
螺紋加工內徑參數是影響攻牙品質與刀具壽命的關鍵因素,不同螺紋標準(ISO、公制、UNC、BSPT、NPT 等)對應不同的切削深度與加工步數。本表整理各類螺紋在內孔加工時的建議切削深度分配,幫助加工人員降低斷刀風險、提升牙型精度,並優化加工效率。實務上,建議採用多段式切削策略,逐步增加切削深度,以確保穩定加工與尺寸精度。
螺紋加工內徑參數是什麼
螺紋內徑加工參數主要指「每一刀的切削深度分配」與「總切削次數」,這直接影響:
-
螺紋精度(牙型完整度)
-
刀具壽命(避免崩刃)
-
加工穩定性(避免卡刀)
-
表面粗糙度
本資料提供多種螺紋標準的建議切削深度分配,適用於 CNC 攻牙與螺紋銑削。
常見螺紋標準與角度差異
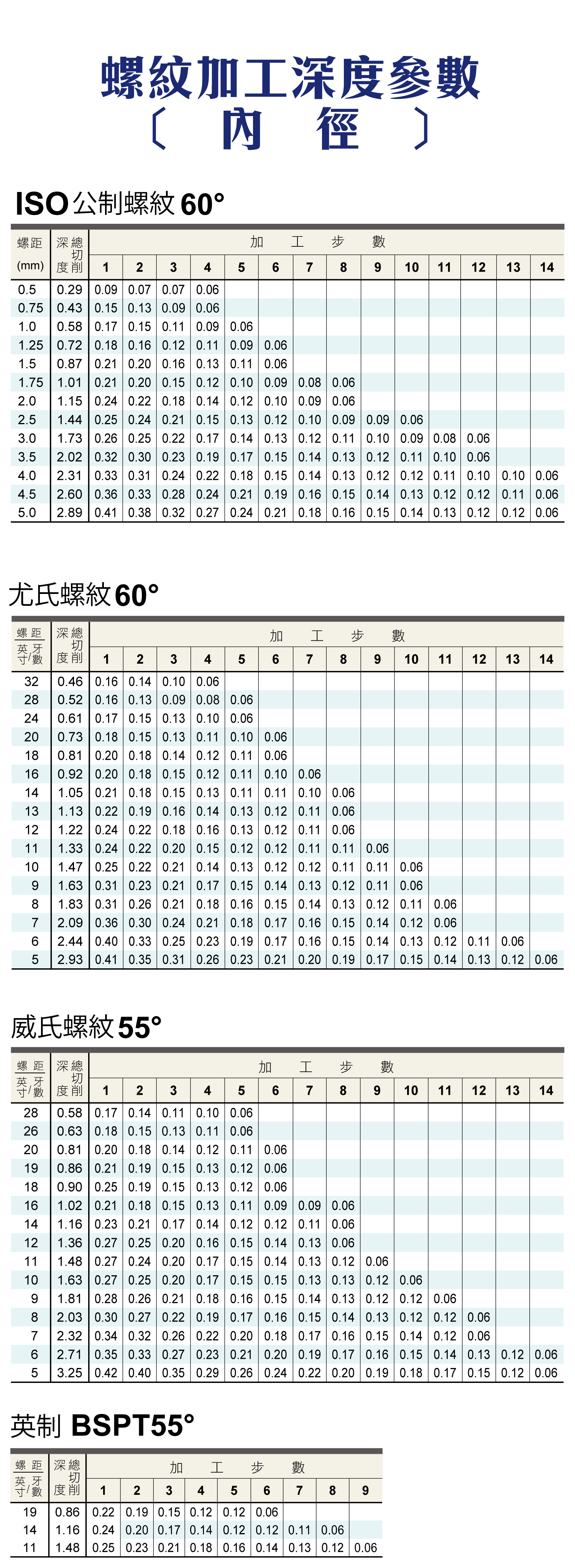
ISO 公制螺紋 60°
-
最常見標準(M螺紋)
-
適用一般機械加工
-
建議多段切削(6~10刀)
UNC / UNF 美制螺紋 60°
-
英制螺紋(牙數制)
-
常用於汽車與航太
-
切削負荷較高,需分段加工
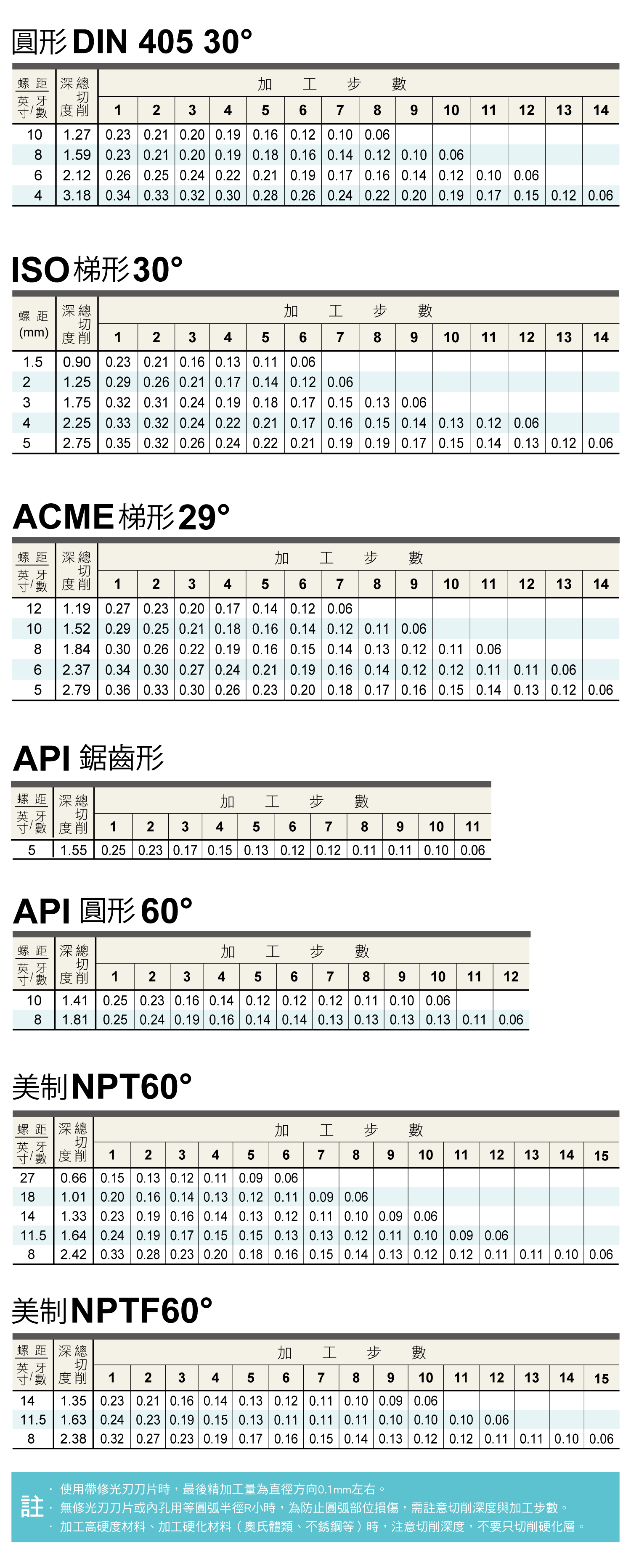
BSPT / NPT 管用螺紋
-
錐形螺紋
-
需控制密封性
-
切削深度需更保守
ACME 梯形螺紋 29°
-
用於傳動(導螺桿)
-
切削量大,需多刀分層
DIN 圓形螺紋 30°
-
抗震性佳
-
常用於特殊機構
加工步數與切削深度設計邏輯
建議採用「遞減切削策略」:
-
前幾刀:快速去除材料(較深)
-
中段:穩定切削
-
最後:精修(約 0.06mm)
典型分配:
-
第1刀:約20~30%
-
第2~5刀:逐步下降
-
最後2刀:精修與修正
加工實務重點(非常關鍵)
1. 最後精修
-
建議最後一刀 ≈ 0.06mm
-
確保牙型完整
2. 避免底部干涉
-
無修光刃工具需特別注意
-
防止內孔底部碰撞
3. 高硬度材料加工
-
如不鏽鋼、淬火鋼
-
切削深度需降低
-
增加加工次數
4. 小徑螺紋
-
刀具強度低
-
必須增加分段數
CNC攻牙與螺紋銑削差異
攻牙(Tapping):
-
一次成型
-
速度快但風險高
螺紋銑削(Thread Milling):
-
多段切削
-
精度高、彈性佳
-
適合高價值工件
標籤
分享