螺紋加工進刀方式解析|徑向進刀 vs 牙側進刀與修光刃應用
螺紋加工中的進刀方式(Infeed Method)會直接影響切削力分佈、加工穩定性與最終表面品質。常見進刀方式包含徑向進刀、單側牙側進刀與交替牙側進刀等,不同方式對刀具負荷與磨耗模式有顯著差異。此外,刀片是否具備修光刃(Wiper Edge)也會影響加工精度與表面粗糙度。透過選擇適當的進刀策略與刀具幾何,可有效降低振動、延長刀具壽命並提升CNC螺紋加工效率。
在CNC螺紋加工中,進刀方式決定:
-
切削力方向
-
刀具受力分佈
-
加工穩定性
-
表面品質
進刀方式 = 螺紋加工成功的關鍵因素之一
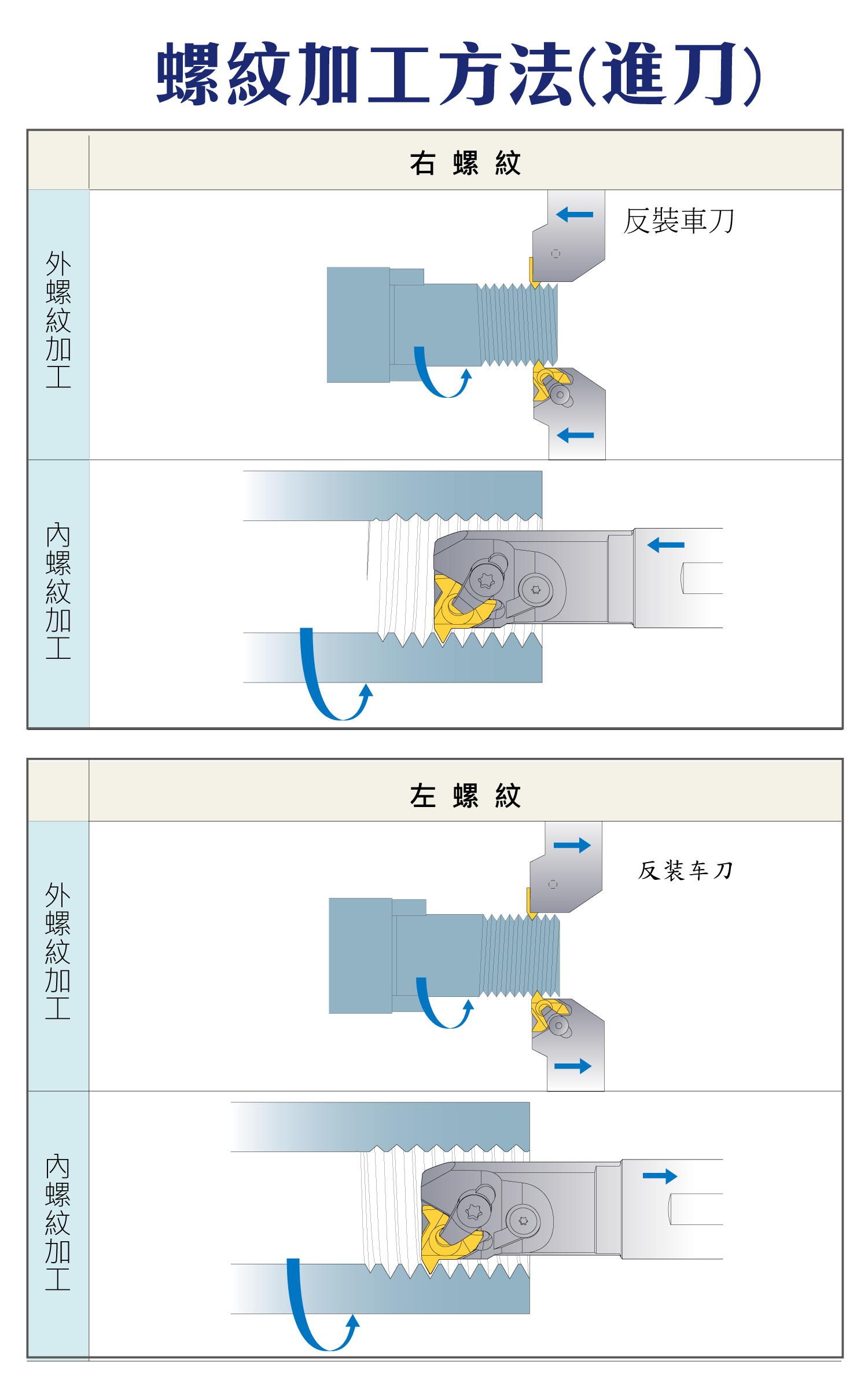
右螺紋與左螺紋進刀方向
右螺紋(Right-hand Thread)
-
主軸順時針旋轉
-
刀具由右向左進刀
左螺紋(Left-hand Thread)
-
主軸逆時針旋轉
-
刀具由左向右進刀
錯誤方向會導致:
-
刀具損壞
-
無法成形
-
加工失敗
三大進刀方式比較
徑向進刀(Radial Infeed)
特點:
-
刀具垂直進入工件
-
左右牙面同時切削
優點:
-
編程簡單
-
適用一般螺紋
缺點:
-
切削力大
-
易產生振動
-
刀具磨耗較快
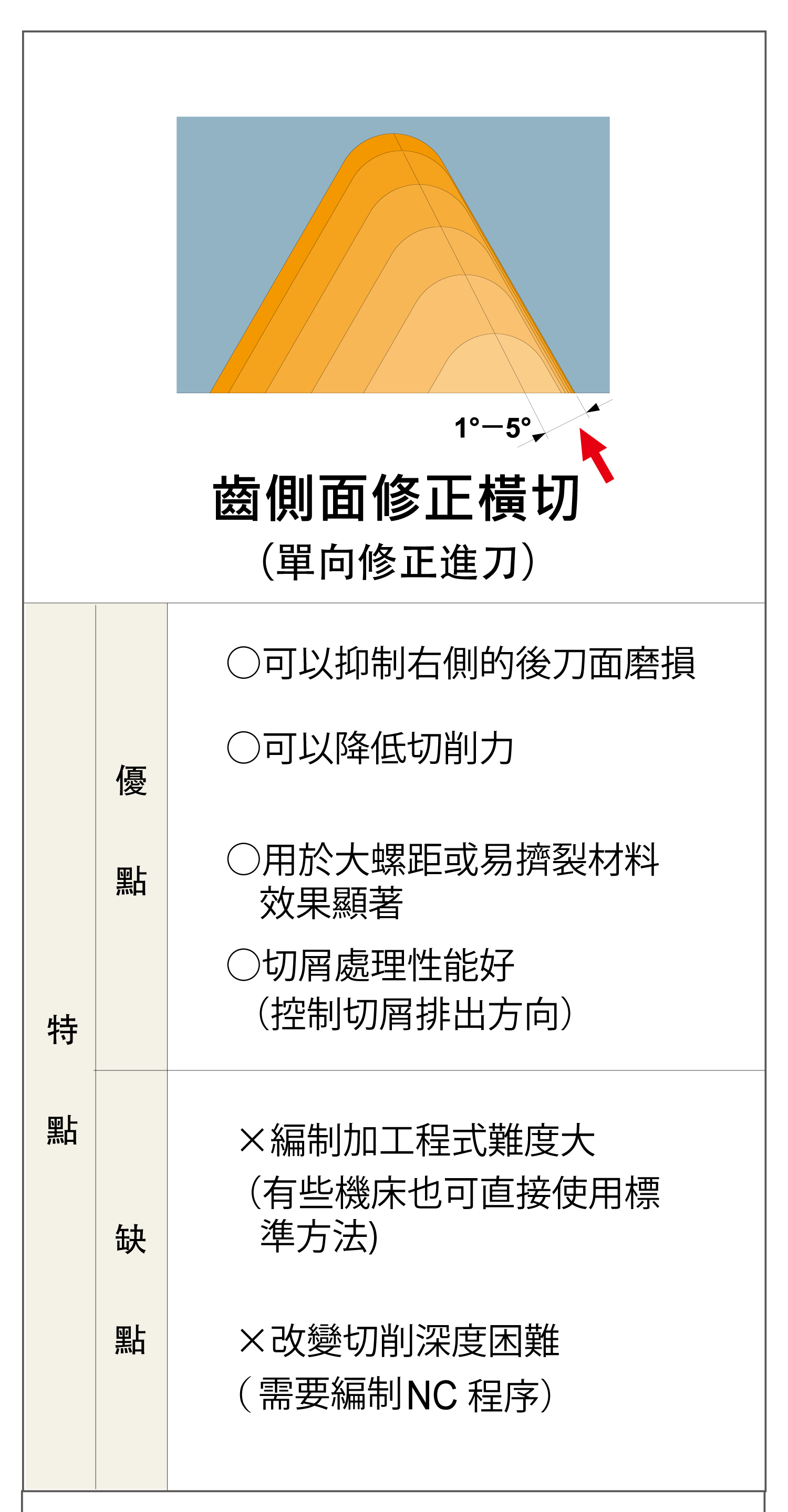
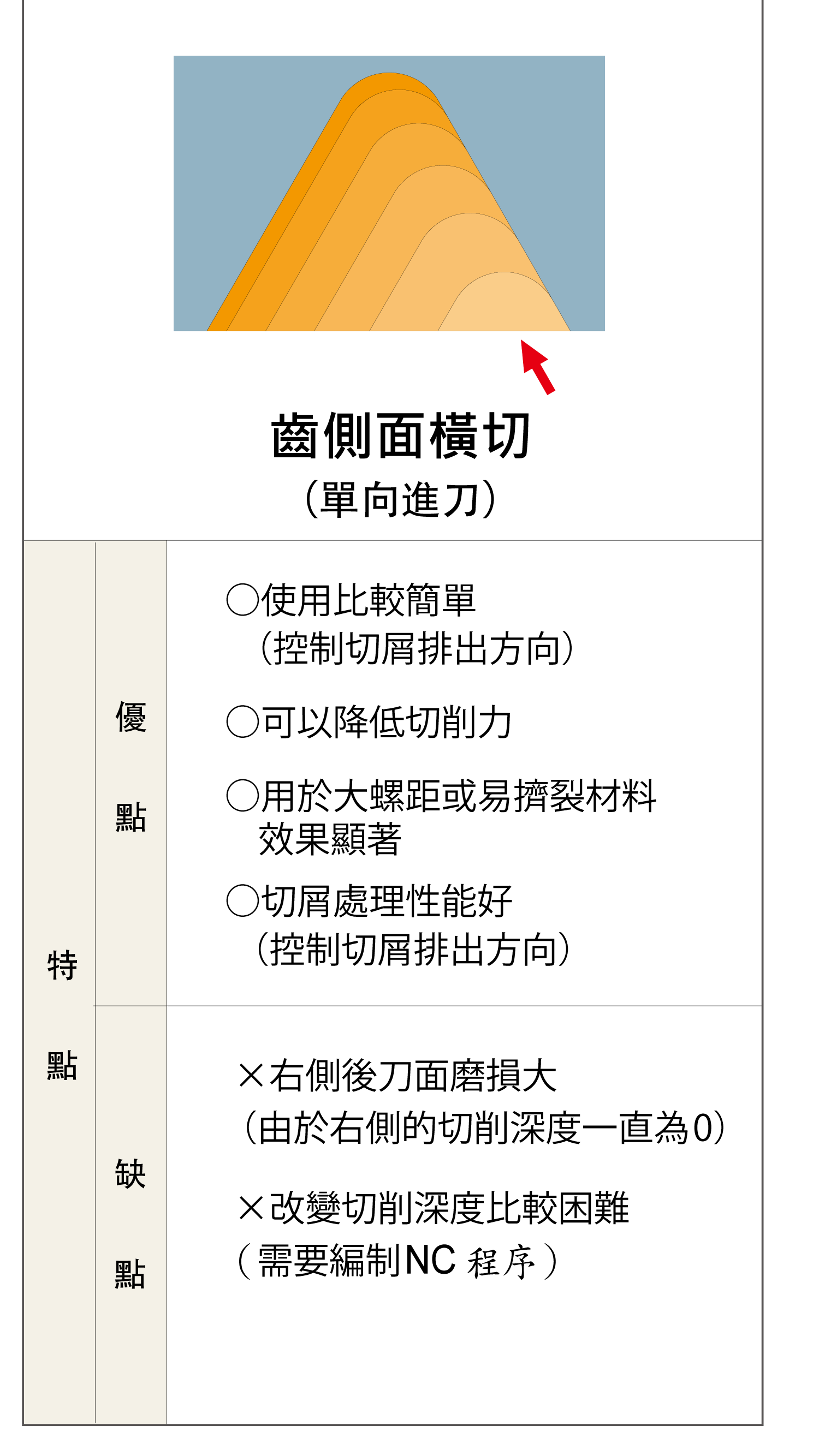
單側牙側進刀(Flank Infeed)
特點:
-
只切削單側牙面
優點:
-
降低切削力
-
提升穩定性
-
延長刀具壽命
缺點:
-
另一側牙面精度較差
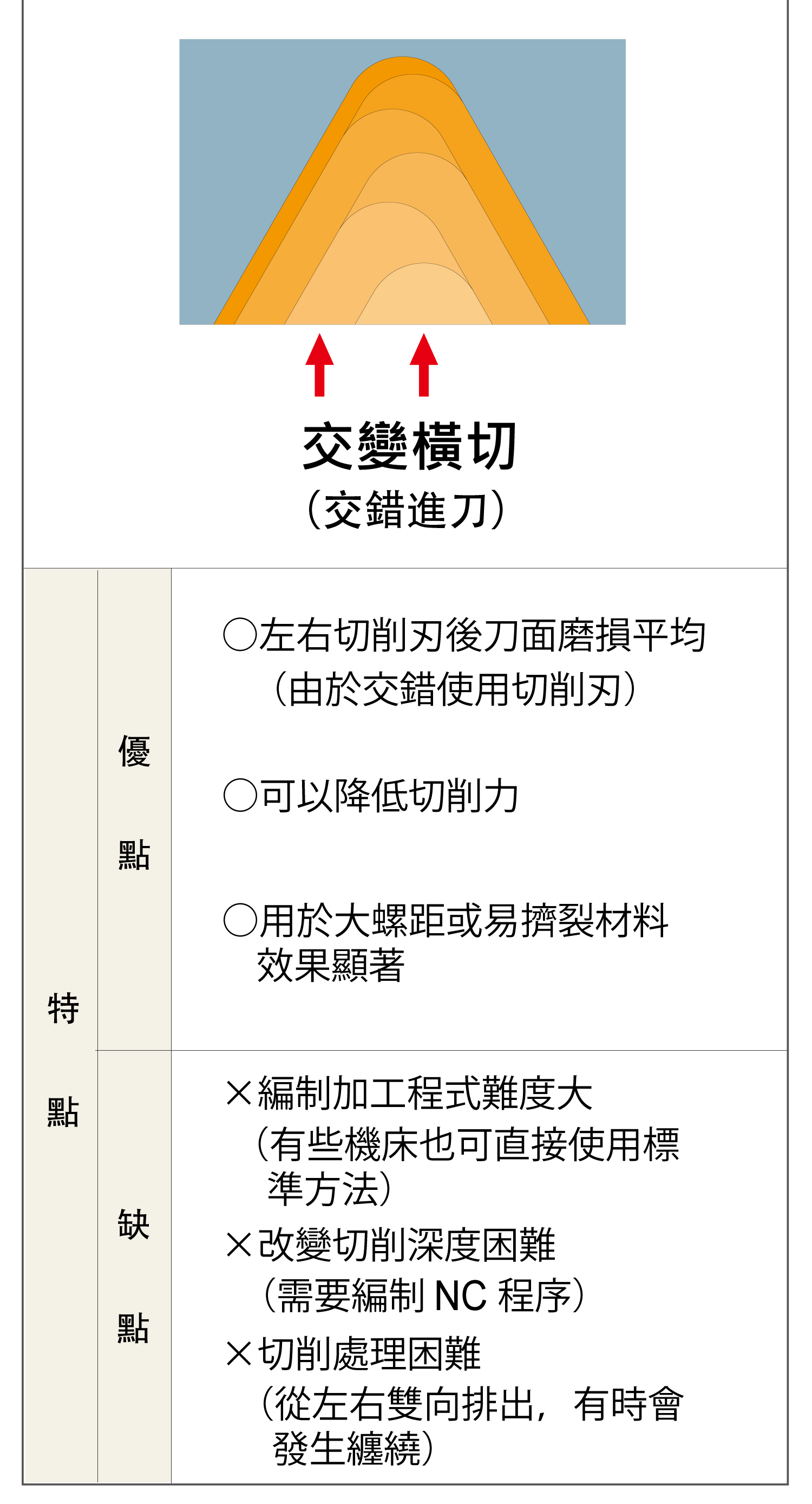
交替牙側進刀(Modified Flank Infeed)
特點:
-
左右牙面交替切削
優點:
-
切削力均衡
-
表面品質最佳
-
刀具磨耗平均
缺點:
-
程式較複雜
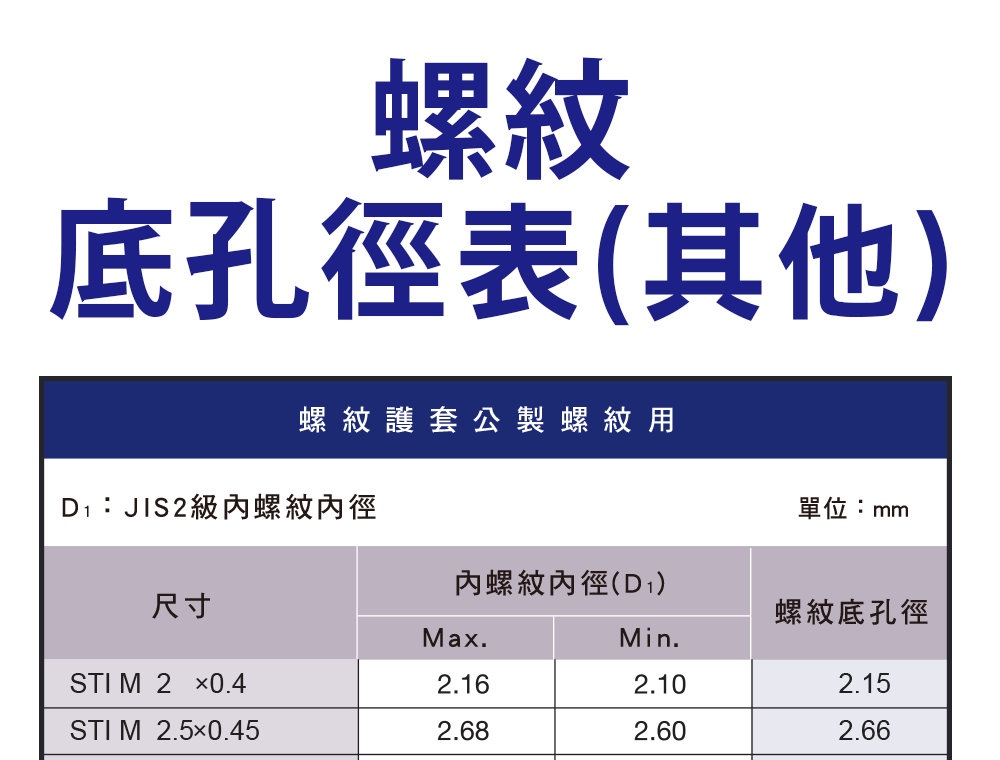
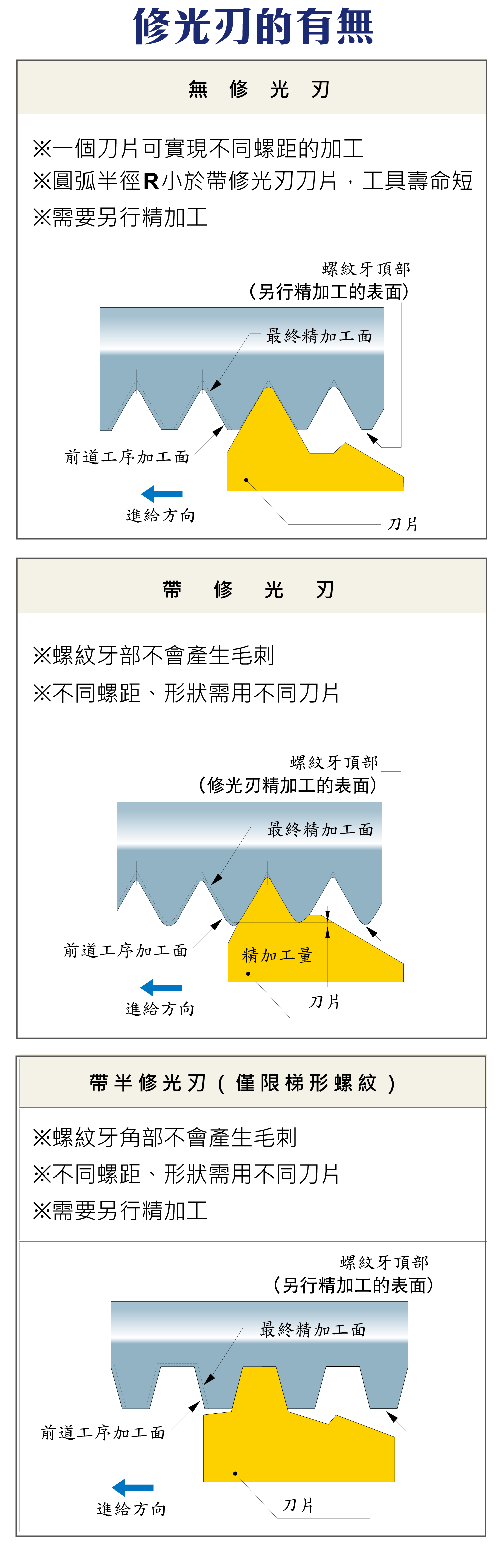
七、修光刃(Wiper Edge)的影響
無修光刃
-
表面粗糙度較高
-
需額外精加工
有修光刃
-
提升表面光潔度
-
減少精加工需求
半修光刃(梯形螺紋)
-
專用於特定螺紋
-
平衡切削與精度
八、加工策略建議
目標:延長刀具壽命
使用:牙側進刀 / 交替進刀
目標:抑制振動
減少徑向進刀
改用牙側切削
目標:提升表面精度
使用修光刃刀片
採用交替進刀
目標:提升效率
減少步數
使用穩定切削策略
九、優缺點總整理
| 方式 | 優點 | 缺點 |
|---|---|---|
| 徑向進刀 | 簡單 | 切削力大 |
| 牙側進刀 | 穩定 | 精度偏單側 |
| 交替進刀 | 最佳品質 | 複雜 |
標籤
分享