螺紋導程角與刀墊選擇|CNC螺紋加工方法與計算指南
螺紋加工中,導程角(Lead Angle)與刀片後角的匹配,是影響加工精度與刀具壽命的關鍵因素。導程角由螺紋直徑與螺距決定,若刀墊角度選擇不當,會導致刀片干涉、加工失敗甚至刀具損壞。透過導程角對照表與計算公式(tanα=導程/πd),可快速選擇適合的刀墊角度(如0.5°、1.5°、2.5°等),確保加工穩定性與表面品質。正確的刀具幾何設定,是CNC螺紋加工成功的核心關鍵。
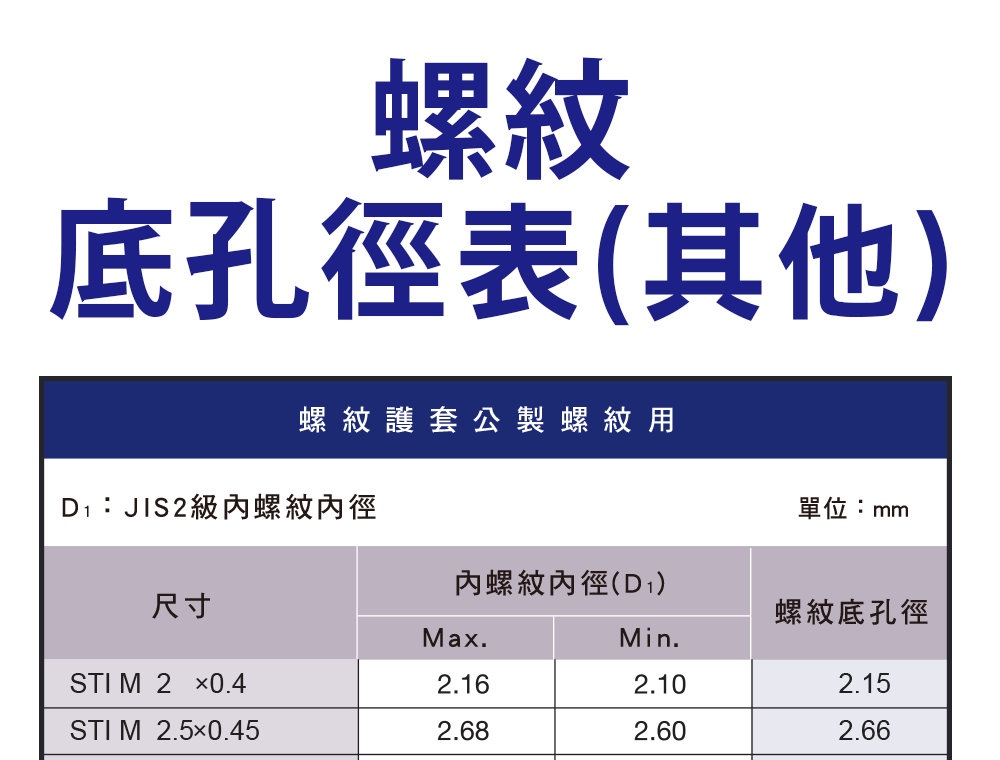
導程角(Lead Angle)基本概念
導程角為螺紋旋轉一圈所形成的螺旋角度,與以下參數相關:
-
螺紋直徑(d)
-
螺距(P)
-
多牙螺紋(nP)
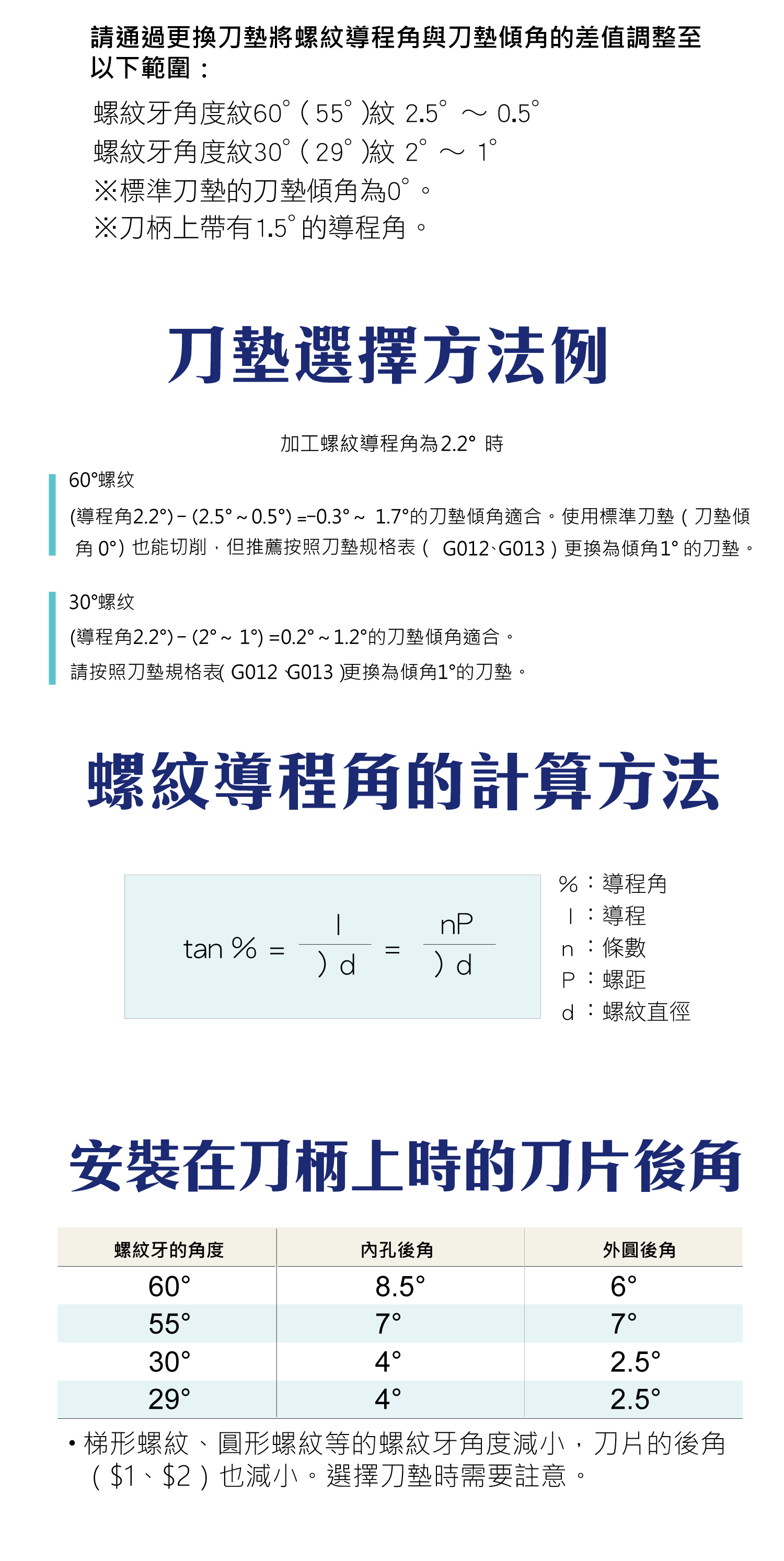
計算公式:
tan α = 導程 / (π × d)
tan α = nP / (π × d)
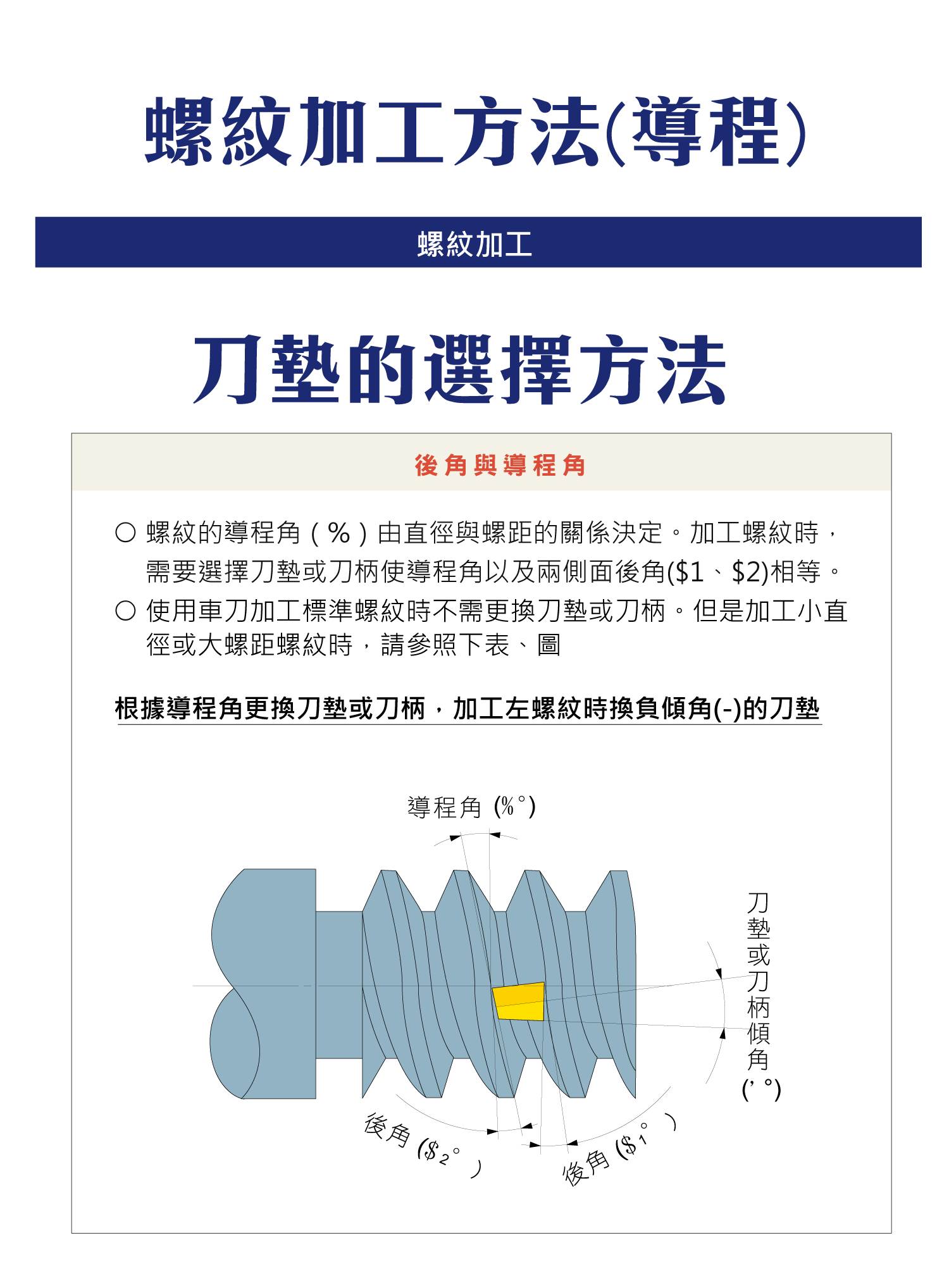
導程角與刀墊選擇關係
刀墊角度需符合導程角:
常見刀墊角:
-
0.5°(小導程)
-
1.5°(標準)
-
2.5°(中導程)
-
3.5° / 4.5°(大導程)
選擇原則:
-
導程角越大 → 刀墊角需越大
-
導程角過小 → 可使用標準刀墊
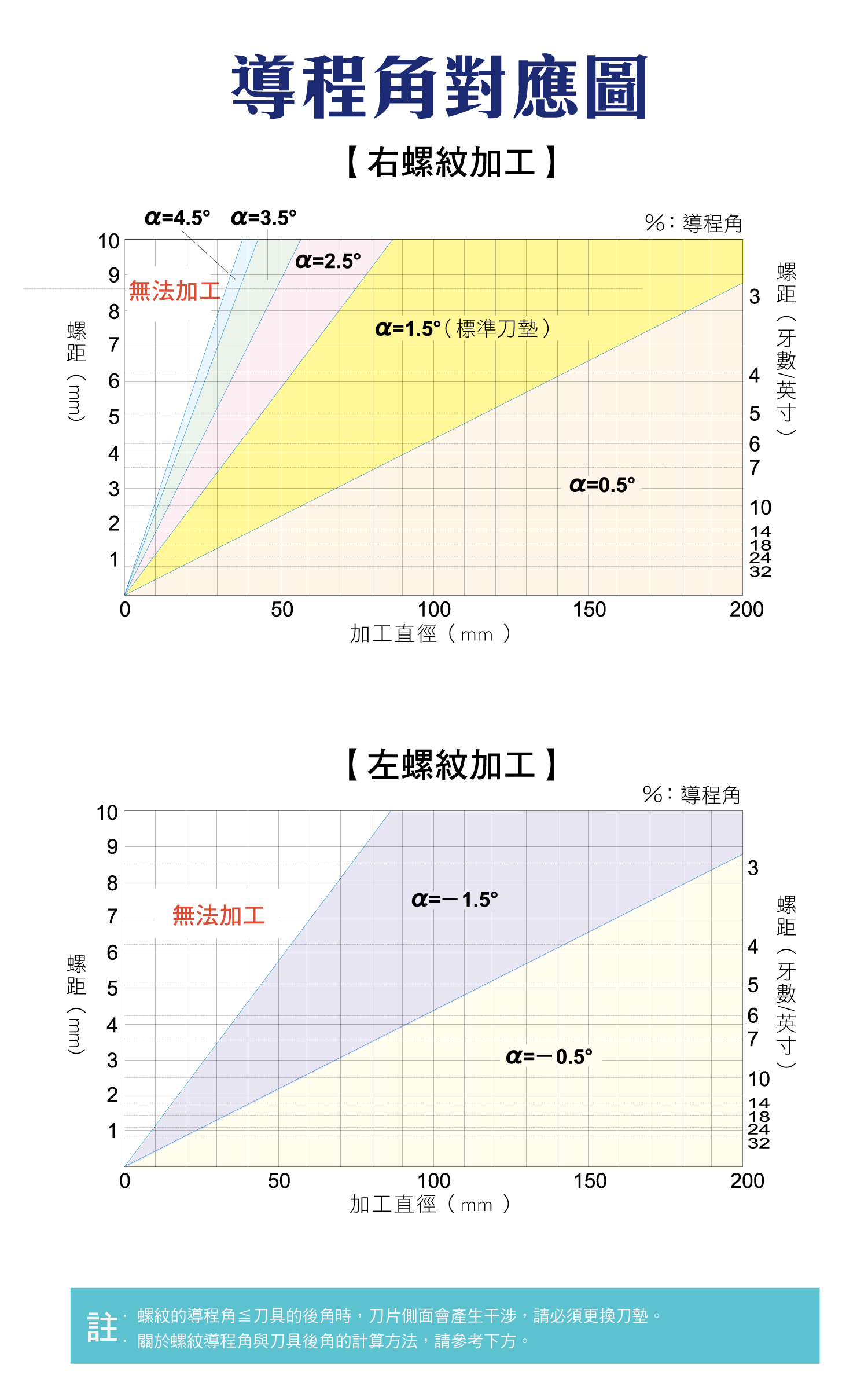
導程角錯誤的影響
若刀墊角選擇錯誤:
-
刀片側面干涉
-
加工面不良
-
刀具快速磨耗
-
嚴重時無法加工
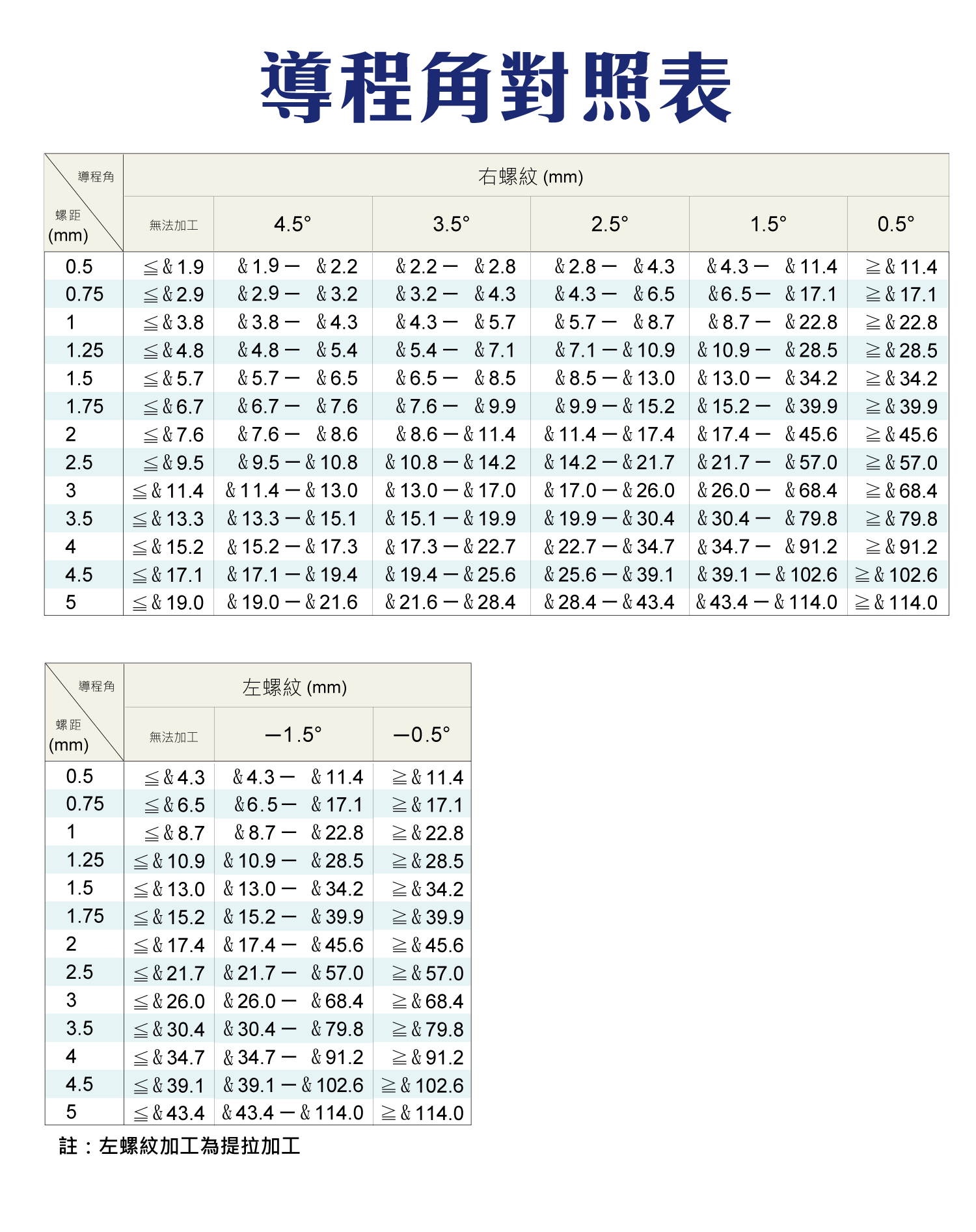
導程角對照表應用
透過圖表可快速判斷:
輸入:
-
螺距(mm)
-
直徑(mm)
輸出:
對應刀墊角
右旋與左旋螺紋差異
右螺紋:
-
使用正角刀墊
-
常見於一般加工
左螺紋:
-
使用負角刀墊
-
需避免干涉區
刀片後角設定
不同螺紋角度對應後角:
| 螺紋角 | 內孔後角 | 外圓後角 |
|---|---|---|
| 55° | 7° | 7° |
| 29° | 4° | 2.5° |
加工實務建議
-
使用導程角計算確認刀墊
-
避免刀片干涉區
-
定期檢查刀片磨耗
-
使用高剛性刀桿
標籤
分享