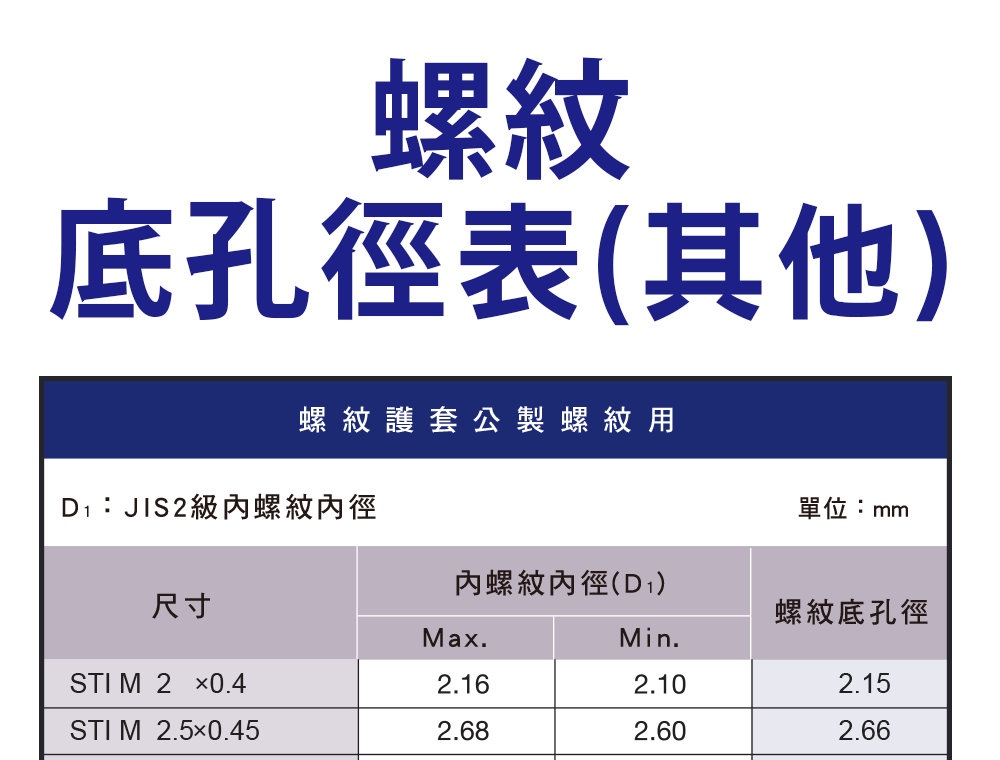
螺紋加工問題分析與對策|CNC攻牙與車削常見故障排除指南
螺紋加工過程中常見問題包括牙型不良、表面損傷、刀具磨耗過快與崩刃等,這些問題通常與切削深度設定、刀具安裝、切削條件及排屑狀況密切相關。本指南整理常見螺紋加工異常現象、原因分析與對應解決方案,協助CNC加工人員快速排除問題、提升加工穩定性與刀具壽命。
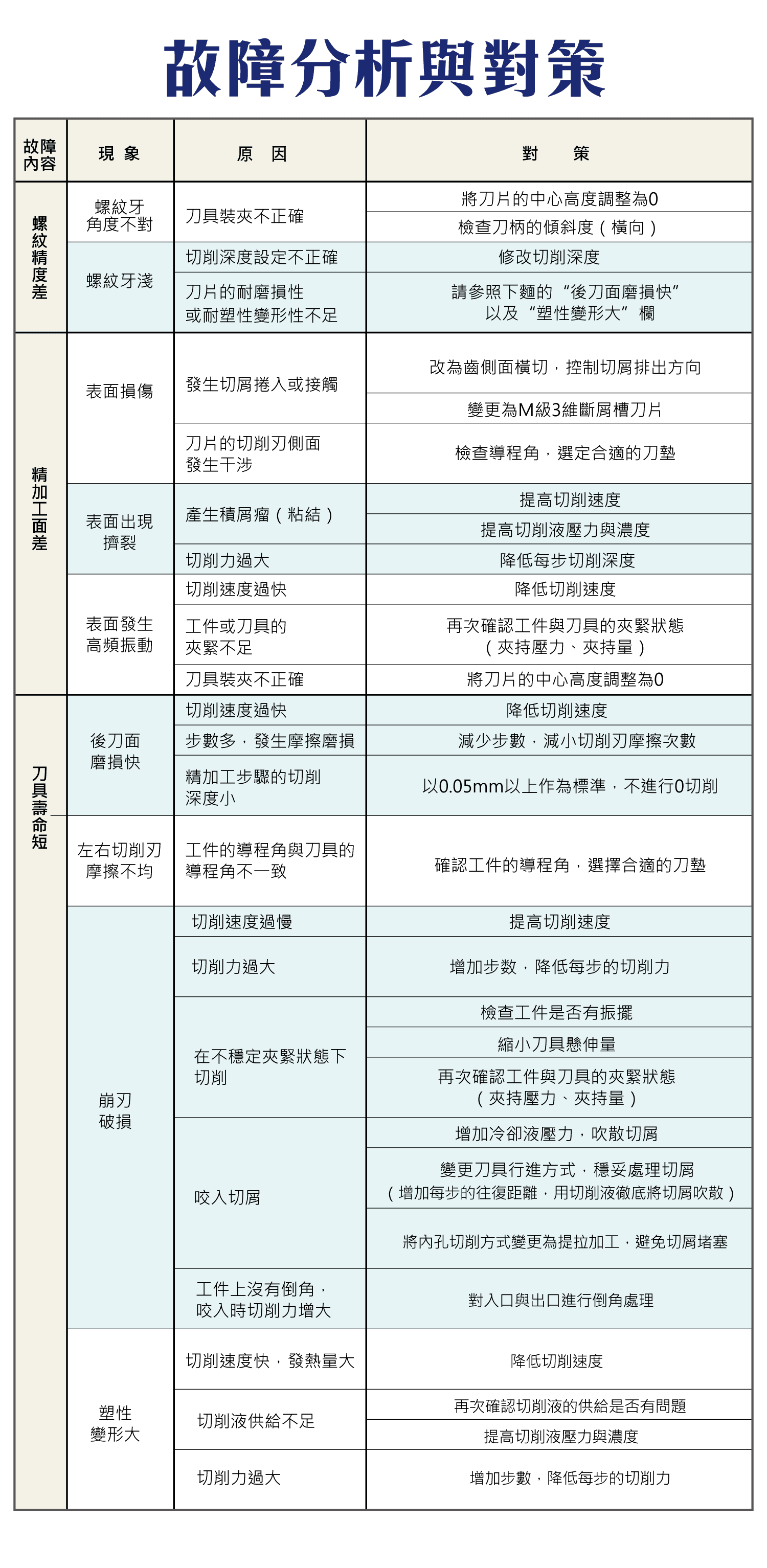
1. 螺紋精度不良(牙型異常)
常見現象:
-
螺紋角度不正確
-
螺紋過淺或尺寸不足
主要原因:
-
刀具安裝位置錯誤(中心高偏差)
-
切削深度設定不當
-
刀具耐磨性不足或塑性變形
對策建議:
-
將刀具中心高度調整至正確位置(中心=0)
-
檢查刀桿橫向傾角
-
修正切削深度設定
-
選用高耐磨刀具與適當塗層
2. 表面損傷與粗糙度不良
常見現象:
-
表面刮傷
-
螺紋粗糙
主要原因:
-
切屑纏繞或二次切削
-
排屑不良
對策建議:
-
改變切削方式(如側刃切削)
-
使用具斷屑設計的刀具
-
強化冷卻與排屑條件
3. 精加工面異常(撕裂、毛邊)
主要原因:
-
積屑瘤產生
-
切削力過大
對策建議:
-
提高切削速度
-
提升切削液濃度與壓力
-
降低每刀切削深度
4. 刀具磨耗過快(後刀面磨損)
主要原因:
-
切削速度過高
-
加工步數過多,摩擦累積
-
精加工切削量過小
對策建議:
-
降低切削速度
-
減少加工步數
-
保持合理精加工餘量(建議≥0.05mm)
5. 崩刃與刀具破損
主要原因:
-
切削力過大
-
工件夾持不穩
-
切屑堵塞
-
無倒角直接切入
對策建議:
-
降低每刀切削量
-
檢查夾持穩定性
-
增加冷卻與吹屑
-
採用分段切削策略
-
加工前進行倒角處理
四、實務加工關鍵技巧
切削深度策略
-
避免無效切削(0切削)
-
精修刀建議保留0.05~0.06mm
切削條件優化
-
高速低切削量可降低積屑瘤
-
低速大切削量容易導致崩刃
排屑控制
-
內螺紋加工易積屑
-
外螺紋加工易產生震動
標籤
分享