通用卡尺完整教學|讀值方法、量測技巧與誤差解析
通用卡尺是最基礎且高使用頻率的精密量測工具,可進行外徑、內徑、深度與階差量測。透過游標刻度、表盤或數位顯示,可精確讀取尺寸至0.01mm甚至更高精度。本指南完整解析卡尺結構、讀值方式、不同量測型式與常見誤差來源,協助工程與加工人員快速提升量測準確度與現場操作效率。
通用卡尺是什麼
通用卡尺是一種多功能量測工具,可同時進行:
- 外徑測量
- 內徑測量
- 深度測量
- 階差測量
應用範圍:
- CNC加工檢測
- 五金零件檢驗
- 模具與機械組裝
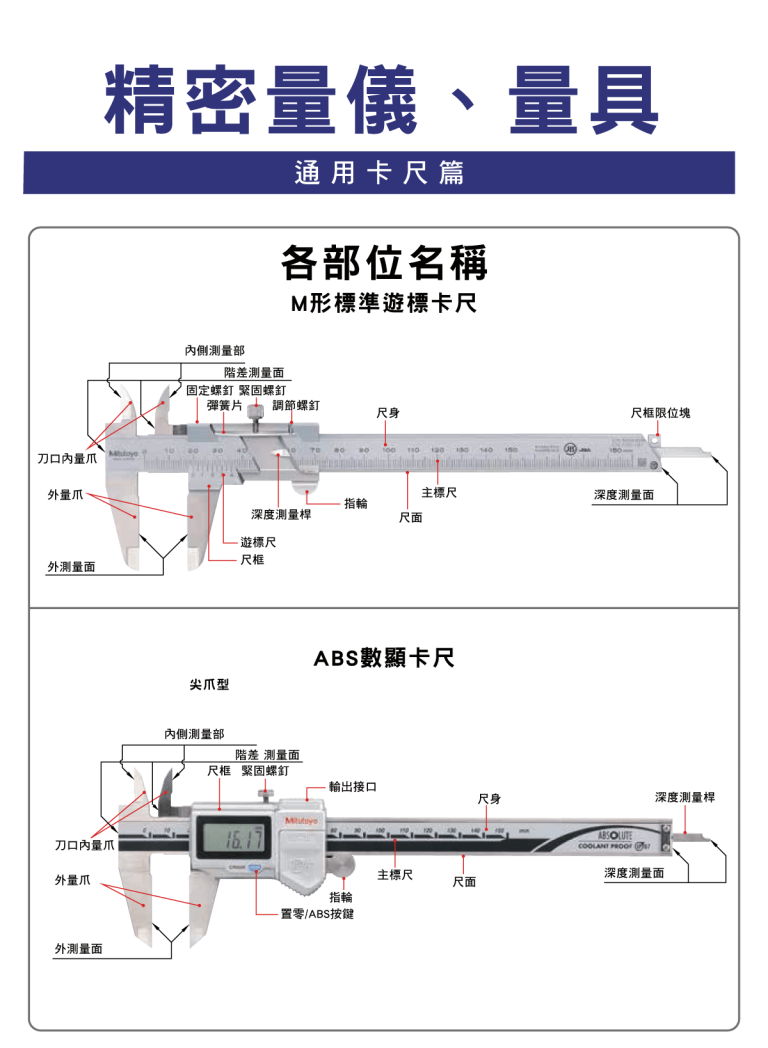
卡尺各部位名稱
主要結構包含:
- 外測量爪(外徑)
- 內測量爪(內徑)
- 深度尺
- 主尺
- 游標尺
- 鎖緊螺絲
- 微調滾輪
設計重點:
- 滑動順暢性
- 刻度清晰度
- 測量面平行度
卡尺種類與差異
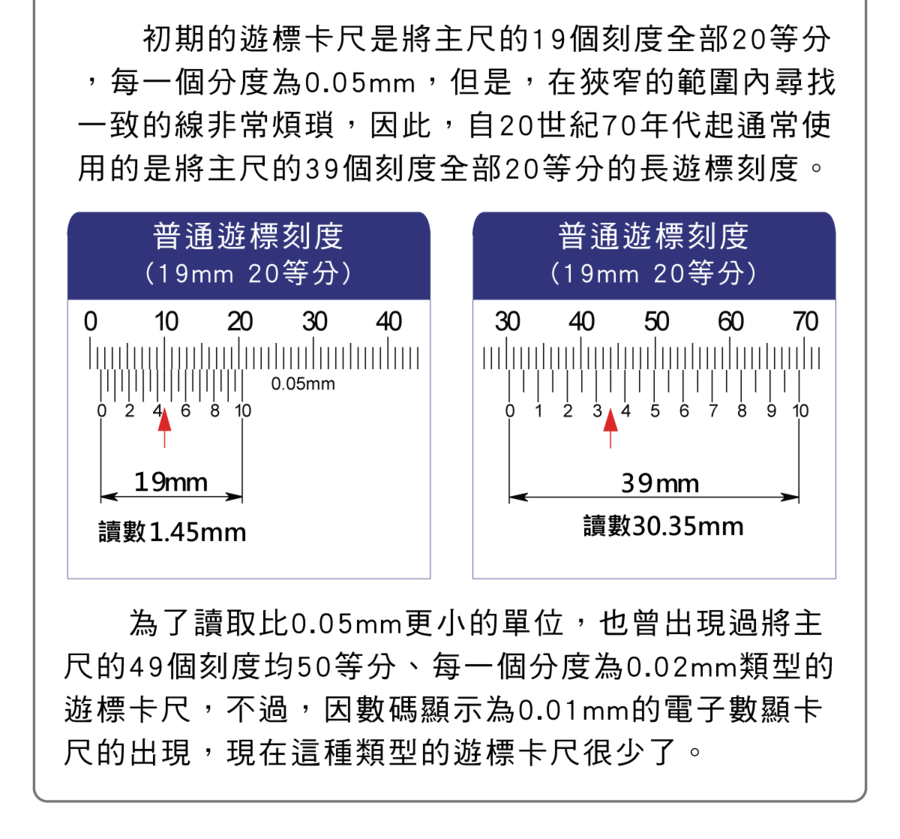
游標卡尺
- 傳統刻度
- 需人工判讀
帶表卡尺
- 表盤顯示
- 讀值快速
數位卡尺
- LCD顯示
- 可歸零與切換單位
選擇建議:
- 現場作業:數位卡尺
- 高穩定性:游標卡尺
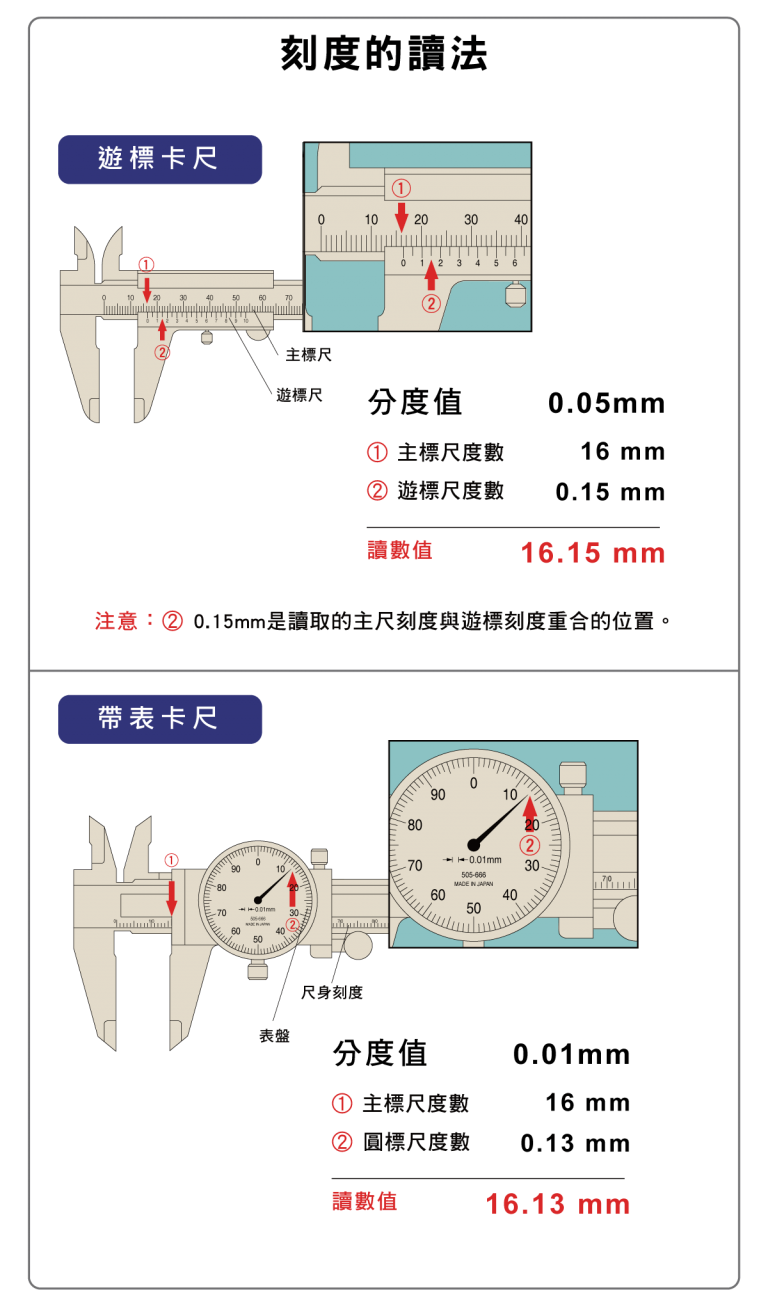
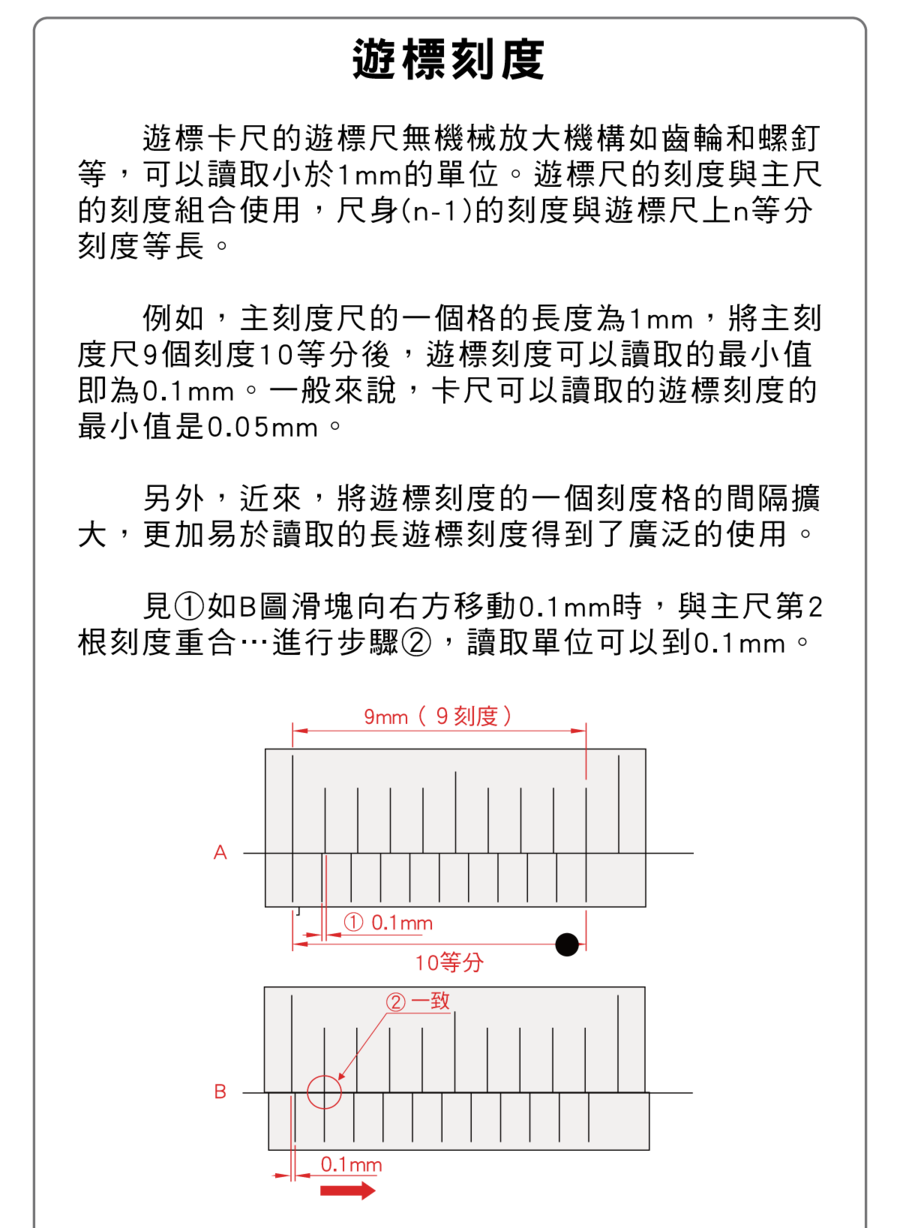
卡尺讀值方法
標準讀值步驟:
- 讀取主尺刻度
- 對齊游標刻度
- 相加得到最終尺寸
範例:
- 主尺:16 mm
- 游標:0.15 mm
- 結果:16.15 mm
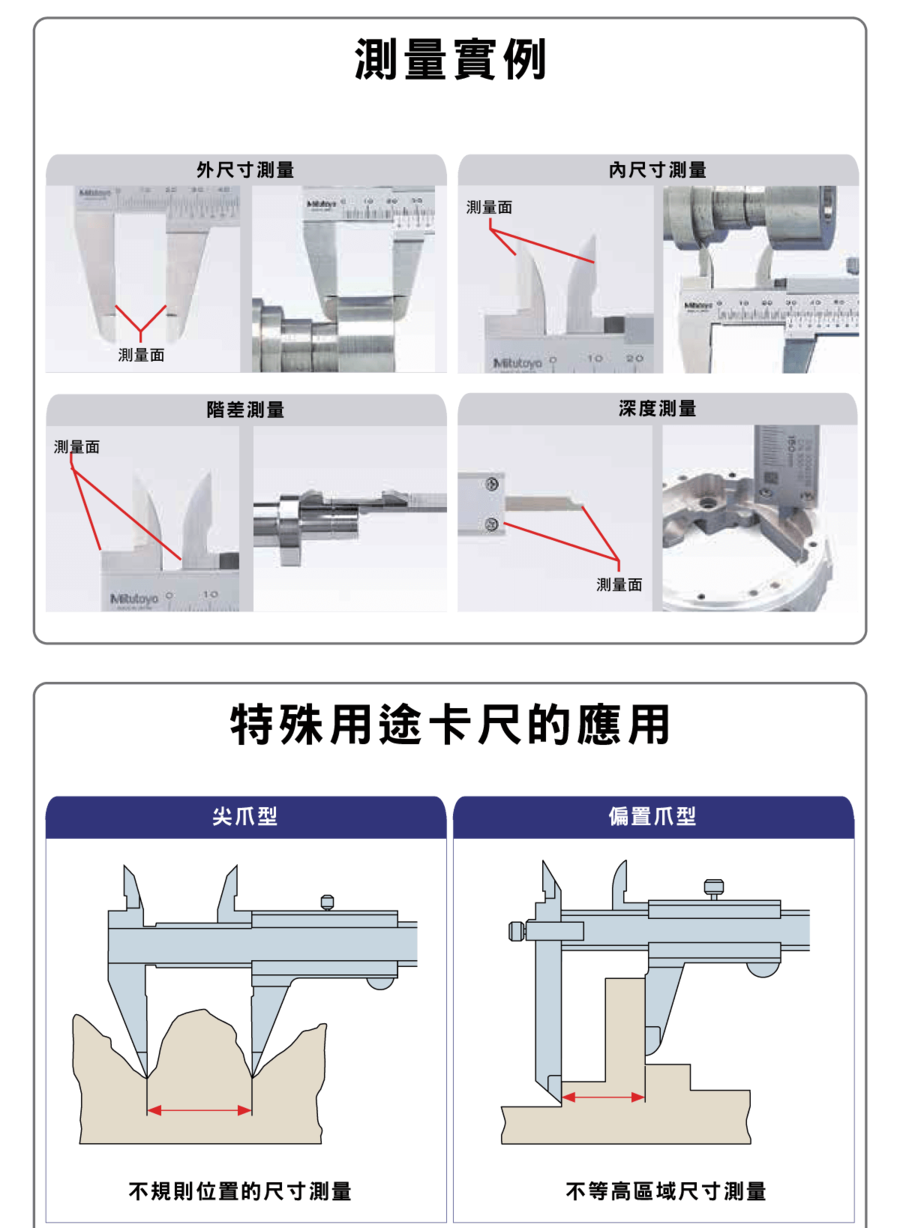
不同量測方式
外徑測量
- 使用外爪接觸工件
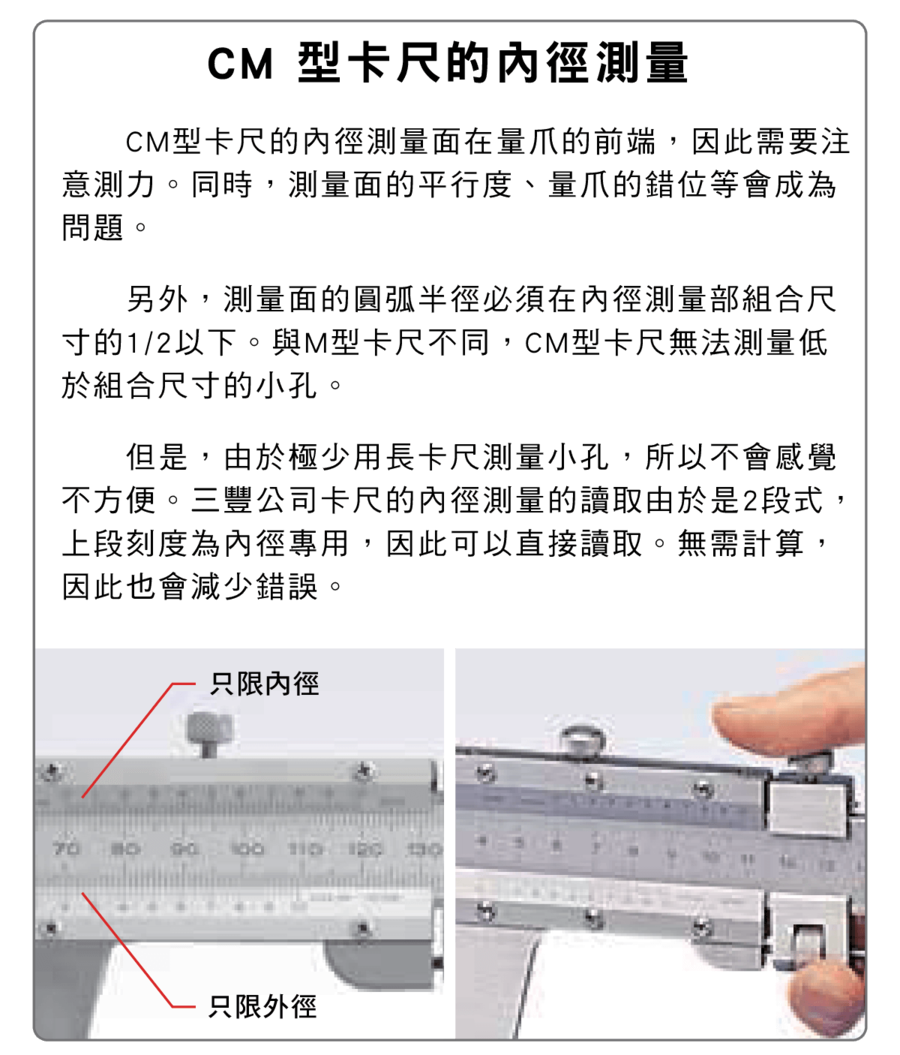
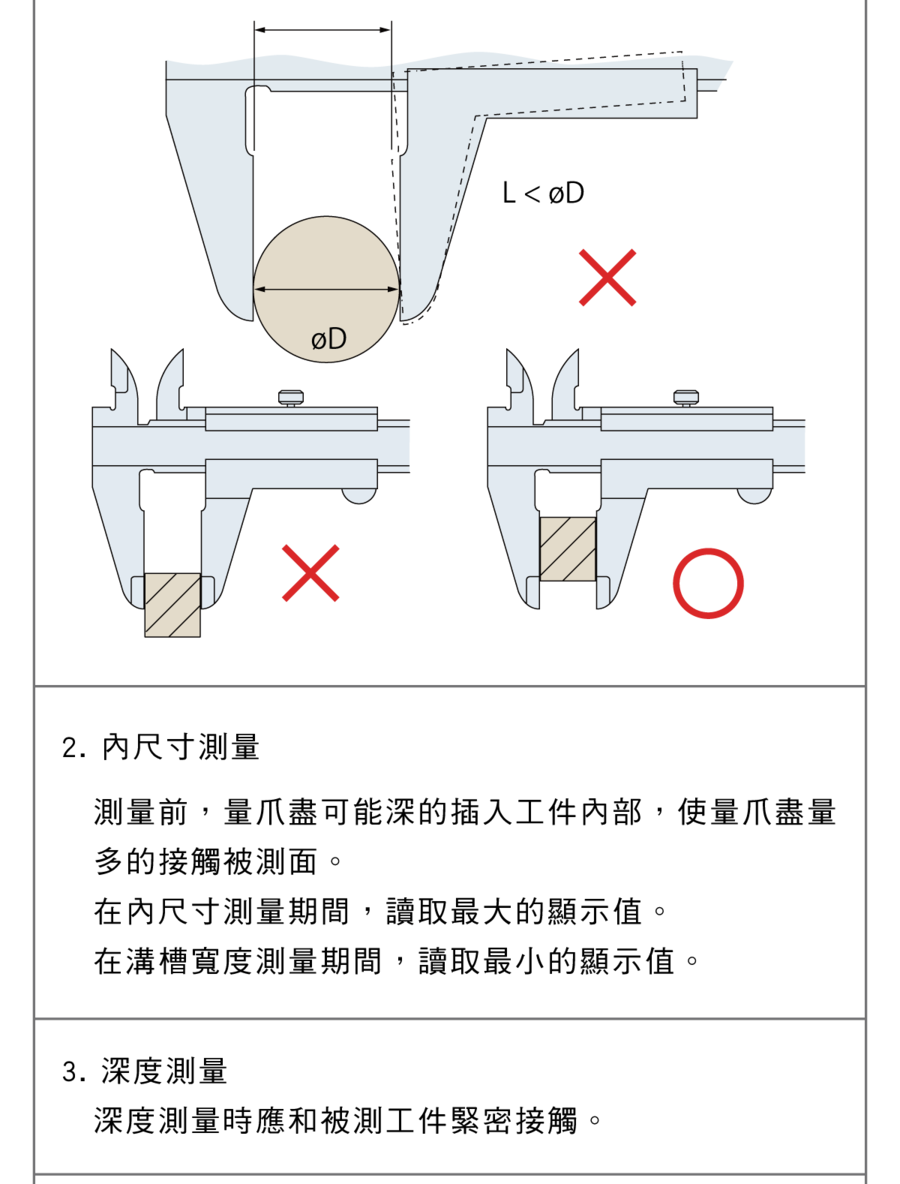
內徑測量
- 使用內爪撐開量測
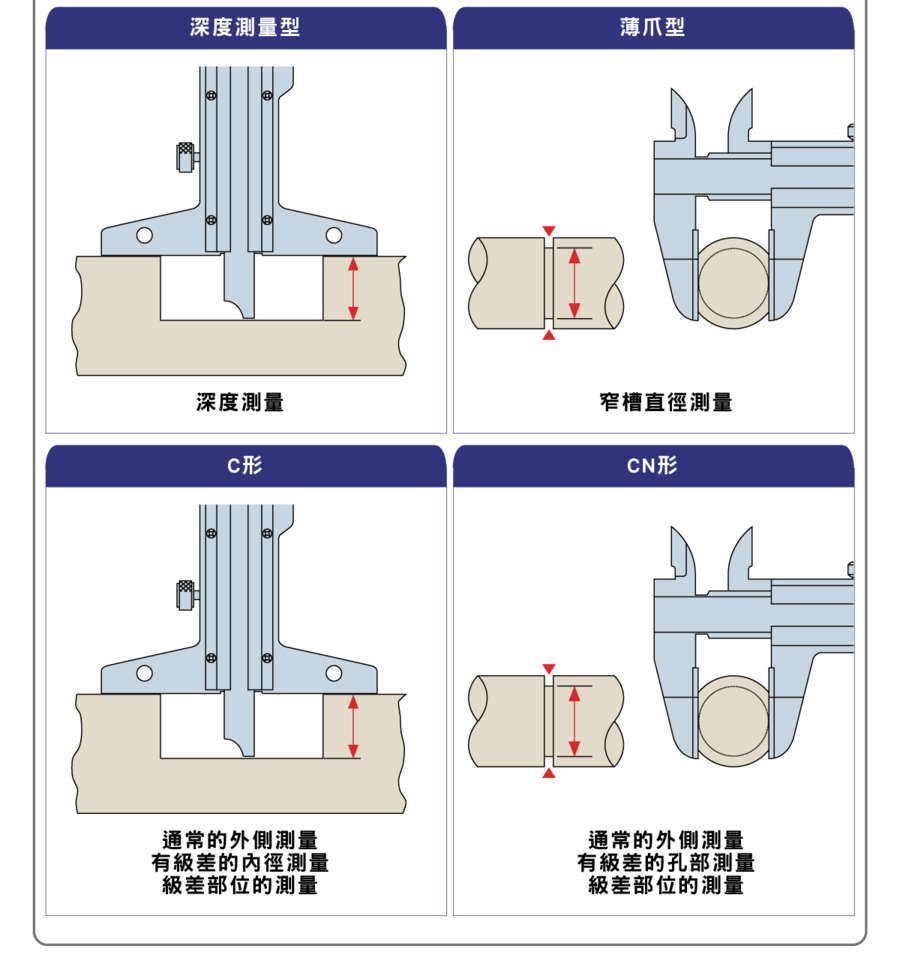
深度測量
- 使用深度桿
階差測量
- 利用卡尺尾端
特殊型卡尺
依加工需求選擇:
- 尖爪型:測量狹小槽
- 偏置爪型:避免干涉
- 深度型:測量深孔
- 薄爪型:薄件或小間隙
- C型 / CN型:特殊結構件
常見量測錯誤
測量面未貼合
- 導致尺寸偏差
測量角度錯誤
- 產生斜測誤差
測力不一致
- 壓力影響尺寸
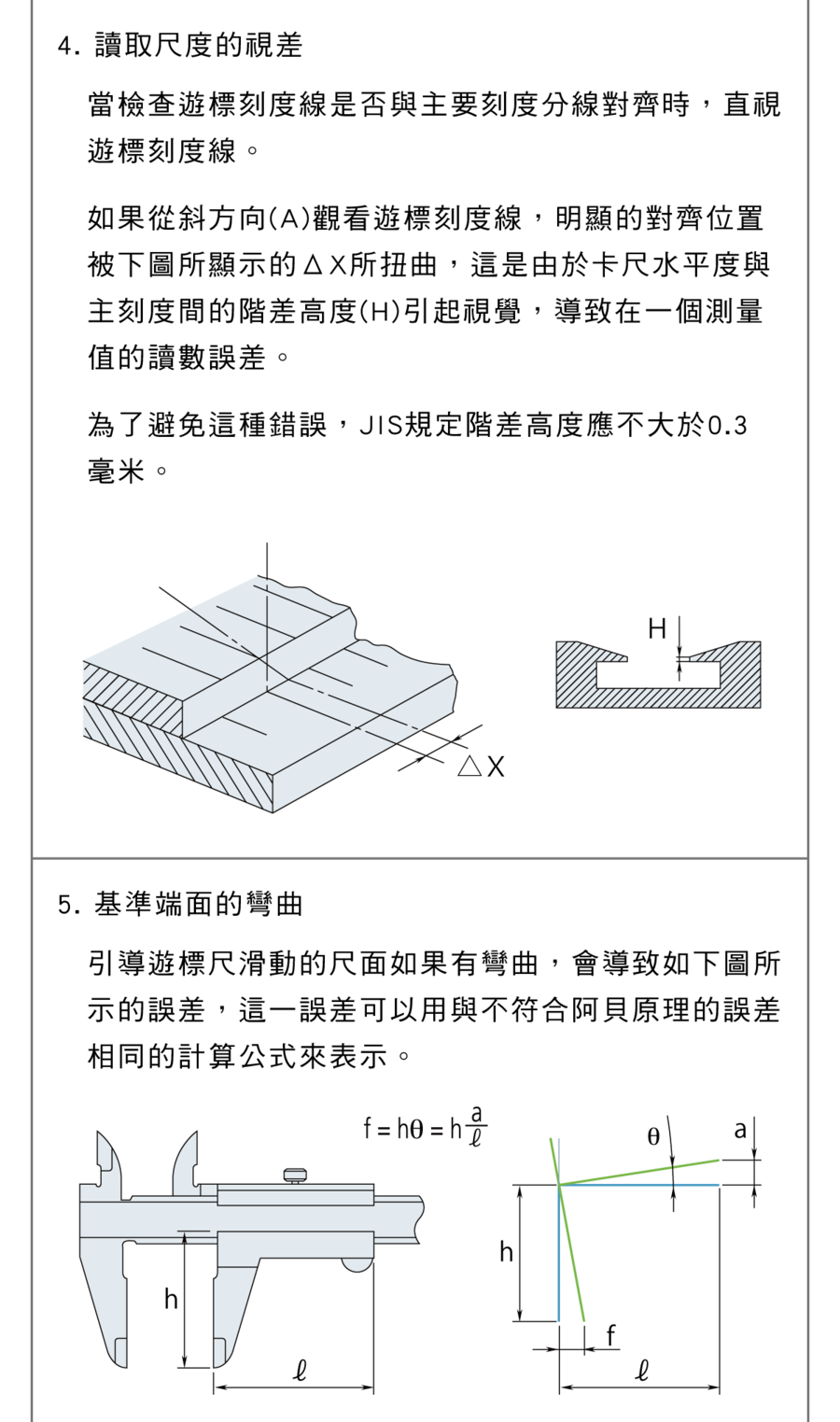
讀值錯誤
- 游標對齊誤判
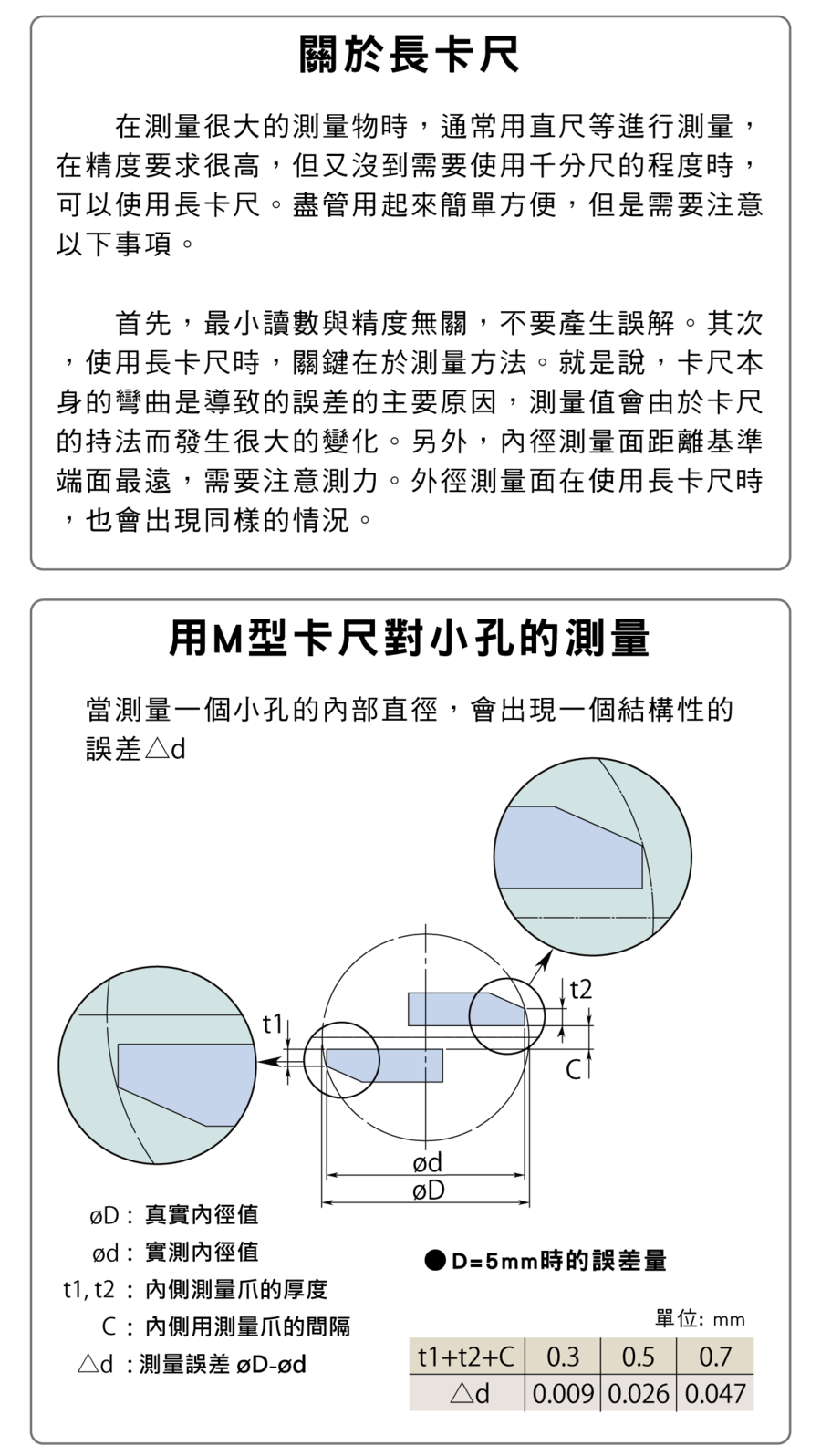
幾何誤差影響
當測量面與工件不垂直時:
- 產生尺寸誤差 Δd
- 誤差與傾角、接觸點有關
重點:
- 保持測量方向一致
- 減少偏移與傾斜
使用限制
卡尺不適用於:
- 高精度公差(需千分尺)
- 曲面或不規則表面
- 高溫工件
實務操作建議
提升量測品質:
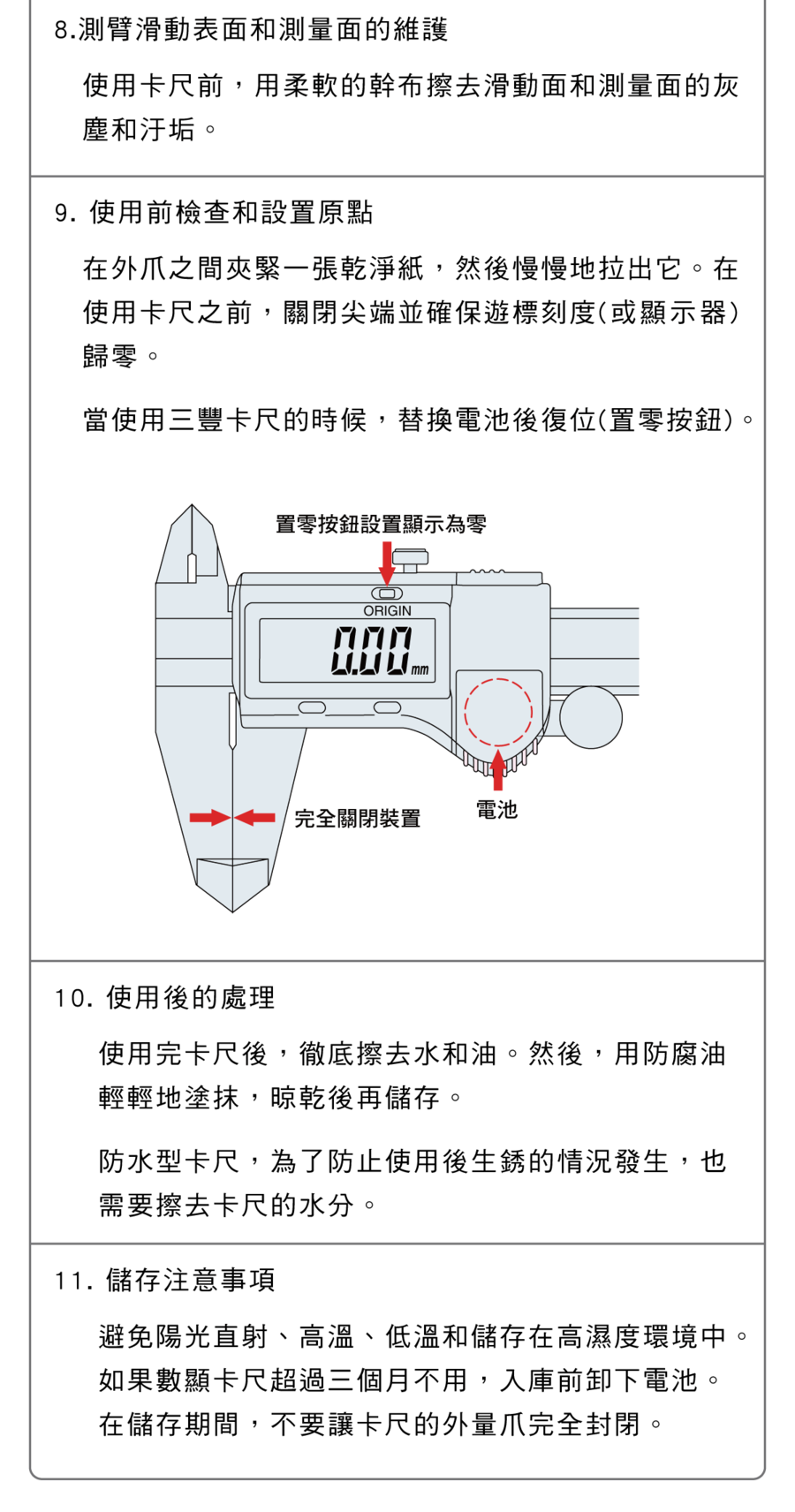
- 測量前歸零
- 保持測面清潔
- 控制測力
- 多次量測取平均
- 定期校正
標籤
分享