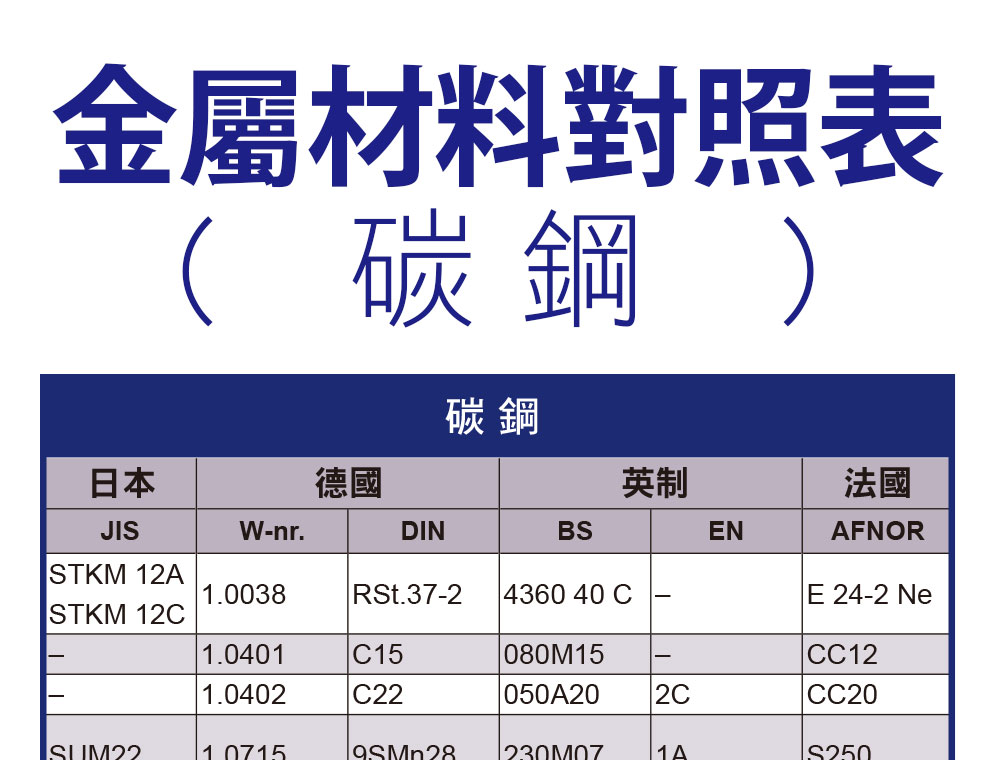
鑽頭切屑形狀解析|排屑特性與加工影響
鑽頭加工時所產生的切屑形狀,直接影響排屑效率、加工穩定性與刀具壽命。不同切屑型態如Z字形、針形、螺旋形、長屑與扇形等,會因材料性質與切削條件而改變。掌握切屑特性,可有效避免堵塞、提升加工效率並降低刀具損耗。
鑽頭切屑形狀的重要性
切屑在鑽孔加工中扮演關鍵角色:
• 影響排屑是否順暢
• 決定孔內是否產生堵塞
• 影響刀具壽命與加工穩定性
當切屑無法順利排出時,容易導致:
• 刀具破損
• 孔壁刮傷
• 加工精度下降
常見切屑形狀分類
Z字形切屑
特徵:
• 切屑呈波浪折疊狀
• 易因壓縮與彎曲產生
排屑性能:
• 易在容屑槽內堆積
• 容易造成堵塞
適用情境:
• 不建議高效率加工
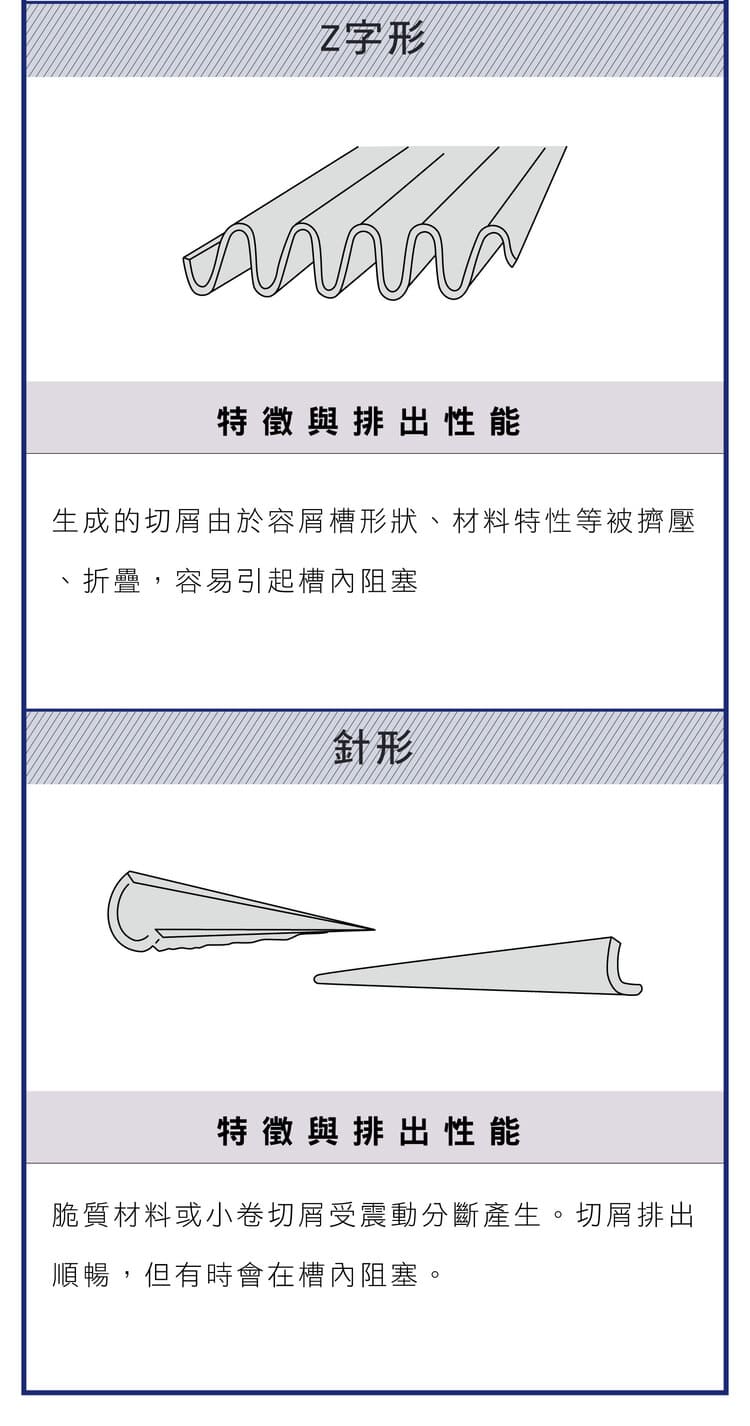
針形切屑
特徵:
• 細長且呈尖狀
• 容易因震動而斷裂
排屑性能:
• 排屑順暢
• 但仍可能卡在槽內
適用情境:
• 脆性材料加工
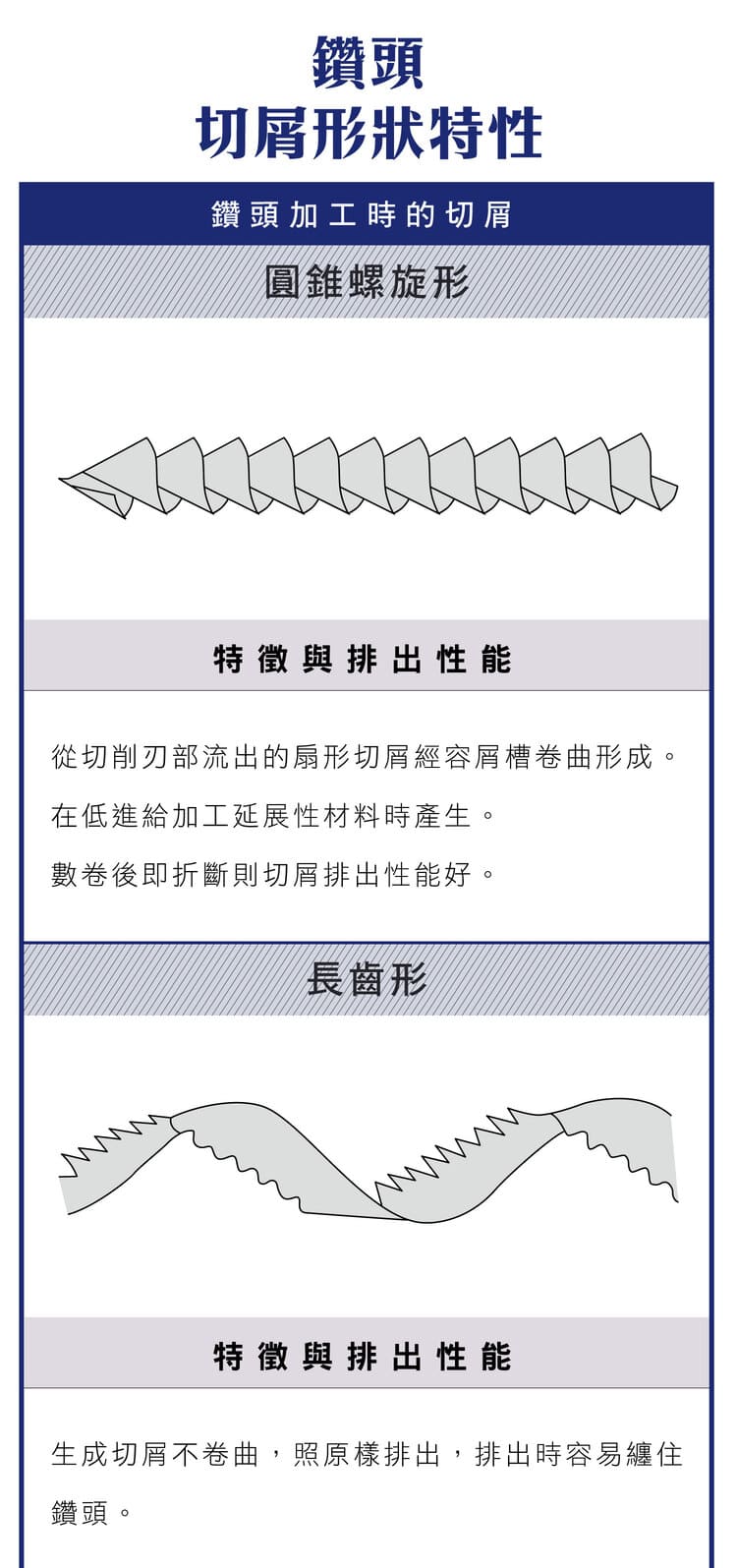
圓錐螺旋形切屑
特徵:
• 呈連續螺旋狀
• 由切削流動形成
排屑性能:
• 排屑良好
• 容易控制
適用情境:
• 延展性材料
• 穩定加工條件
長屑(長條狀切屑)
特徵:
• 切屑不易斷裂
• 呈連續條狀
排屑性能:
• 易纏繞刀具
• 排屑不穩定
適用情境:
• 不建議高速加工
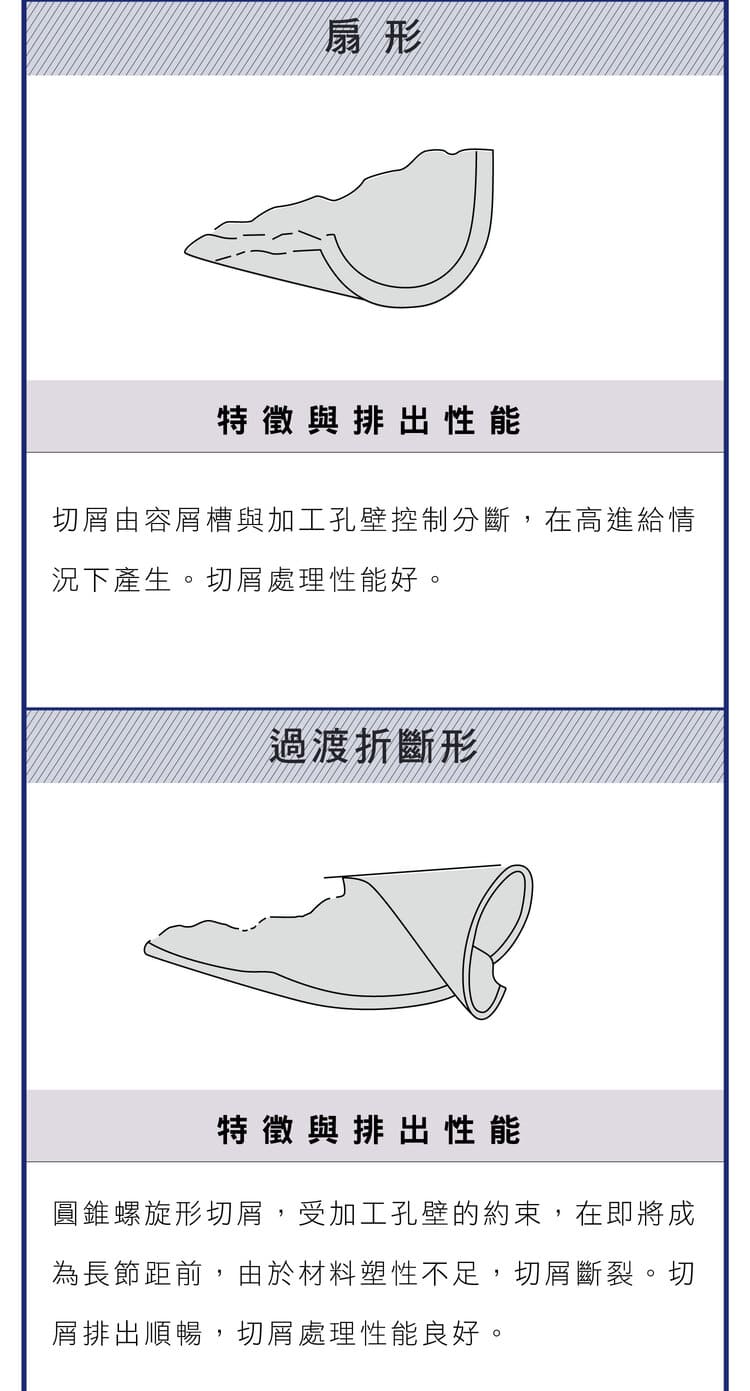
扇形切屑
特徵:
• 扇形展開
• 由孔壁與槽形控制斷裂
排屑性能:
• 排屑效率佳
• 穩定性高
適用情境:
• 高進給加工
過渡折斷形切屑
特徵:
• 切屑在形成過程中斷裂
• 多發生於塑性不足材料
排屑性能:
• 排屑順暢
• 易控制
適用情境:
• 中等塑性材料
切屑控制與加工優化
關鍵控制因素:
• 進給率(Feed rate)
• 切削速度(Cutting speed)
• 鑽頭幾何(Drill geometry)
• 材料性質(Material property)
優化建議:
• 提高進給可促進切屑斷裂
• 調整頂角改善切削流動
• 使用內冷提升排屑效率
工程應用重點
最佳切屑狀態應具備:
• 可控制斷裂
• 不纏繞刀具
• 易於排出
加工目標:
• 穩定排屑
• 降低切削阻力
• 提升加工品質