鑽頭切削參數換算公式:不同直徑的轉速與進給換算|CNC57
當實際鑽頭尺寸與型錄標準尺寸不同時,就需要換算切削參數。透過切削速度(vc)、轉速(n)與進給(f)的換算公式,可在不同直徑間轉換加工條件,維持效率與品質穩定。本文整理換算公式、標準流程與實務案例,並說明機台剛性、夾持與冷卻等修正因素,協助你把型錄條件正確套用到手上的刀具。
一、為什麼要換算
| 常見情境 | 說明 |
|---|---|
| 直徑不同 | 型錄給 5mm 參數,實際用 6mm |
| 品牌不同 | 不同品牌刀具需轉換條件 |
| 環境不同 | 機台與加工環境不同需重算 |
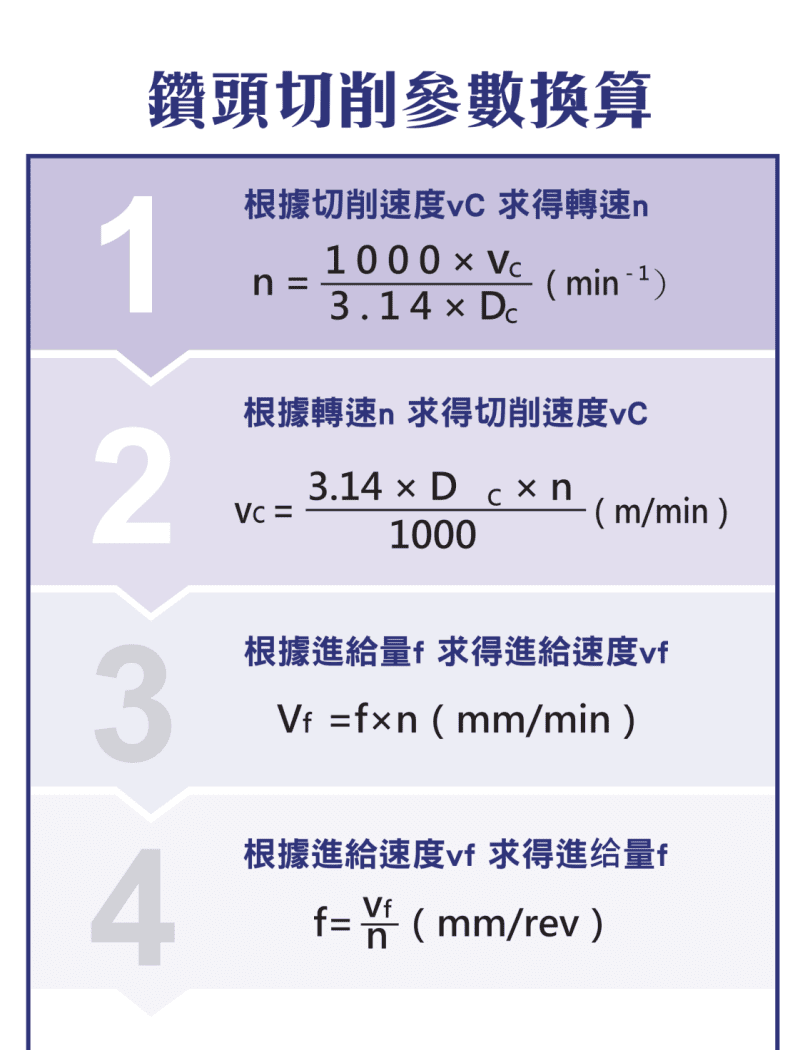
二、基本換算公式
轉速 n = 1000 × vc ÷(3.14 × Dc)
切削速度 vc =(3.14 × Dc × n)÷ 1000
進給速度 Vf = f × n 每轉進給 f = Vf ÷ n
Dc 為鑽頭直徑(mm)、vc 為切削速度(m/min)、n 為轉速(min⁻¹)、f 為每轉進給(mm/rev)。更完整的參數設定與係數,見〈鑽頭切削參數設定指南〉。

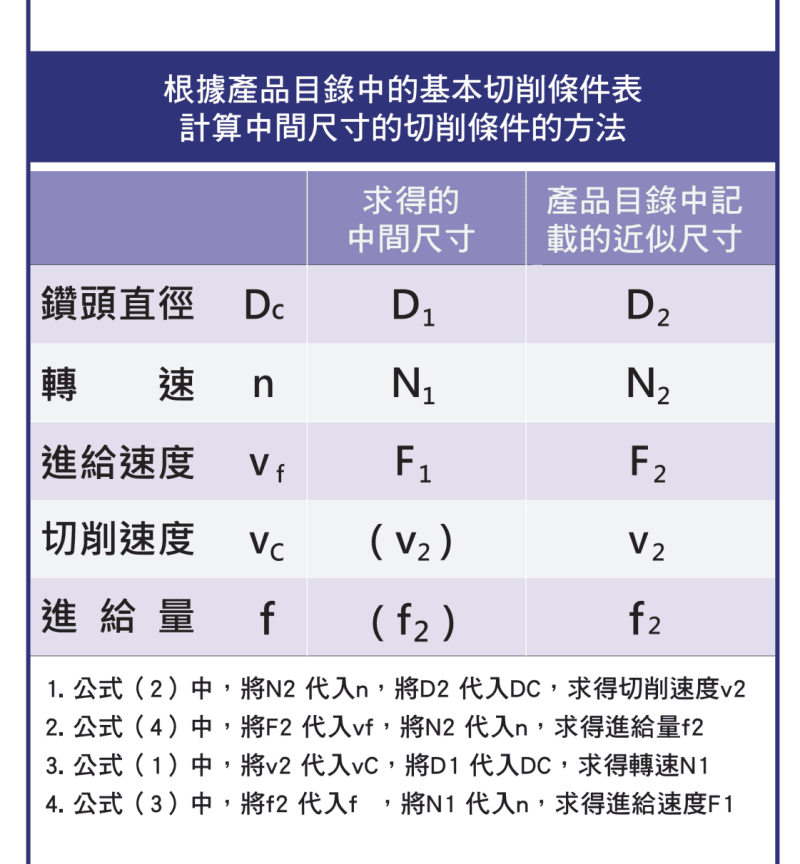
三、換算流程
| 步驟 | 動作 |
|---|---|
| 1 | 由已知轉速與直徑 → 求切削速度 vc |
| 2 | 由進給速度 → 求每轉進給 f |
| 3 | 套用新直徑 → 計算新轉速 n |
| 4 | 計算對應新進給速度 Vf |
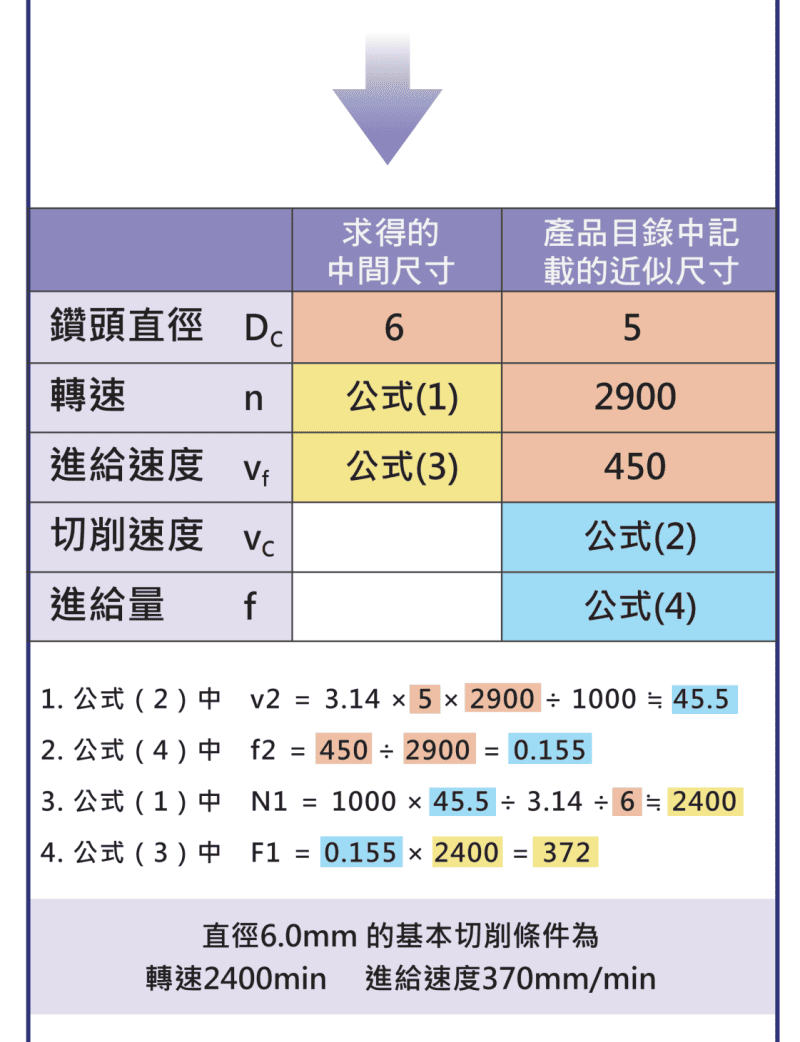
四、實務換算案例(範例)
以下為示範計算,數值僅供說明流程,實作請以自身條件重算:
| 項目 | 內容(範例) |
|---|---|
| 原始 / 目標 | 5mm 鑽頭 → 6mm 鑽頭 |
| 材料 | S50C 碳鋼 |
| 切削速度 | 約 45.5 m/min |
| 新轉速 | 約 2400 rpm |
| 新進給 | 約 370 mm/min |
※ 以上為相對示意值,非保證值;實際請以計算與刀具型錄為準。
五、關鍵影響因素
換算得到的條件僅為理論起點,實際加工仍須考量機台剛性、夾持方式(筒夾/鑽夾頭)、刀具突出長度、工件形狀與夾持,以及冷卻方式等,才能達到最佳結果。
六、常見錯誤與對策
| 錯誤 | 後果 |
|---|---|
| 未換算直接套用 | 刀具磨耗加快 |
| 忽略進給調整 | 表面品質不穩 |
| 忽略機台條件 | 振動與偏擺 |
七、最佳化建議
建立標準換算流程、以試算表或系統自動計算、搭配實測微調,並累積材料對應資料庫,能讓換算又快又穩。切屑型態可作為即時判斷依據,詳見〈鑽頭切屑形態解析〉。
常見問題 FAQ
Q:換直徑後轉速要怎麼調?
先由原條件求切削速度 vc,再以新直徑用 n = 1000 × vc ÷(3.14 × Dc)算新轉速。直徑變大轉速要降、變小要升。
Q:進給要不要一起換算?
要。轉速改變後,進給速度 Vf = f × n 也會變。只改轉速不改進給,表面品質與斷屑會不穩定。
Q:換算值可以直接上機嗎?
建議先當理論起點,再依機台剛性、夾持與冷卻條件微調,並觀察切屑與孔徑實測後修正。
Q:為什麼不同品牌刀具要重新換算?
各品牌的幾何與塗層不同,建議切削條件也不同。跨品牌沿用同一組參數,容易造成磨耗或崩刃,需依型錄重新換算。
標籤
分享









