車削加工計算公式大全:切削速度、進給量與表面粗糙度解析|CNC57
車削加工的核心計算包含切削功率(Pc)、切削速度(Vc)、進給量(f)、加工時間(Tc)與表面粗糙度(h)。透過這些公式可快速評估機台負載、加工效率與表面品質。本指南整理各項通用公式與影響因素,協助最佳化加工條件、降低刀具損耗。
一、車削加工計算的重要性
目的為評估加工負載、預測加工效率、控制表面品質;應用於刀具選型、切削參數設定與加工成本控制。掌握關鍵計算,可在效率與刀具壽命之間取得平衡。
二、通用計算公式一覽
| 項目 | 通用公式 | 符號 |
|---|---|---|
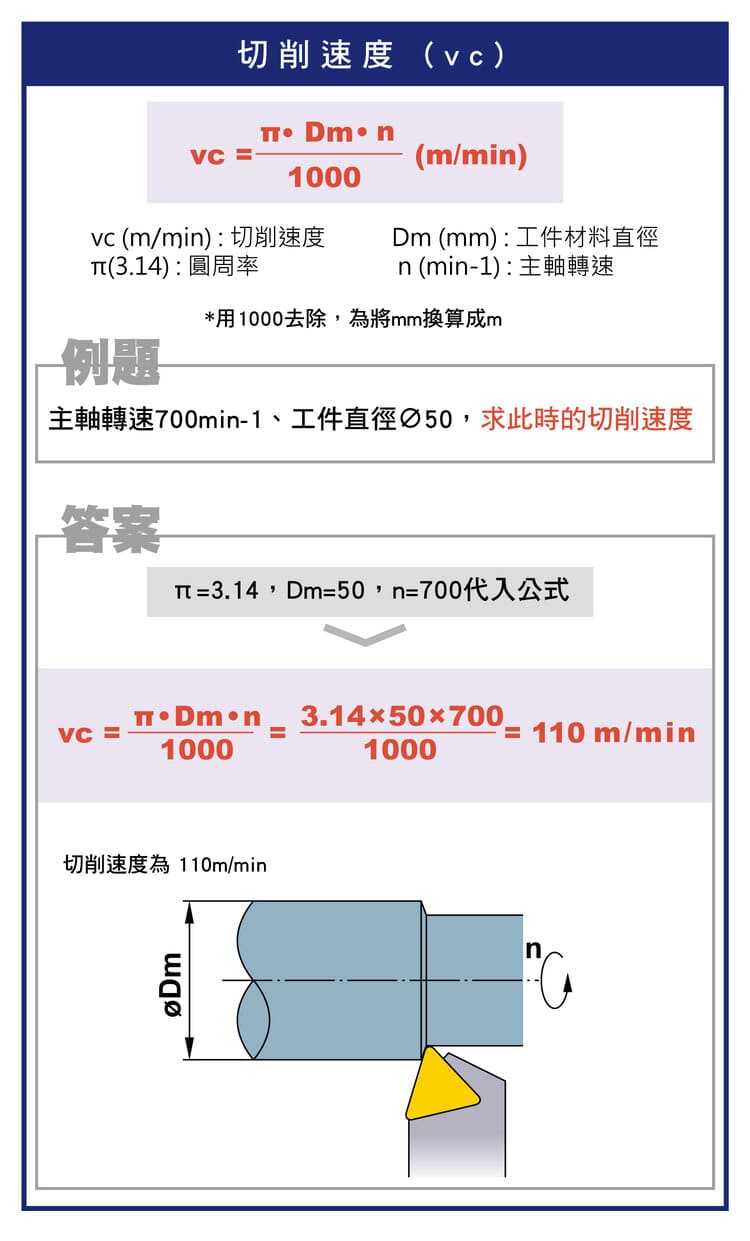
| 切削速度 Vc | Vc = π·Dm·n / 1000 (m/min) | Dm 工件直徑 mm、n 轉速 rpm |
| 主軸轉速 n | n = 1000·Vc / (π·Dm) (rpm) | 由目標 Vc 反推 |
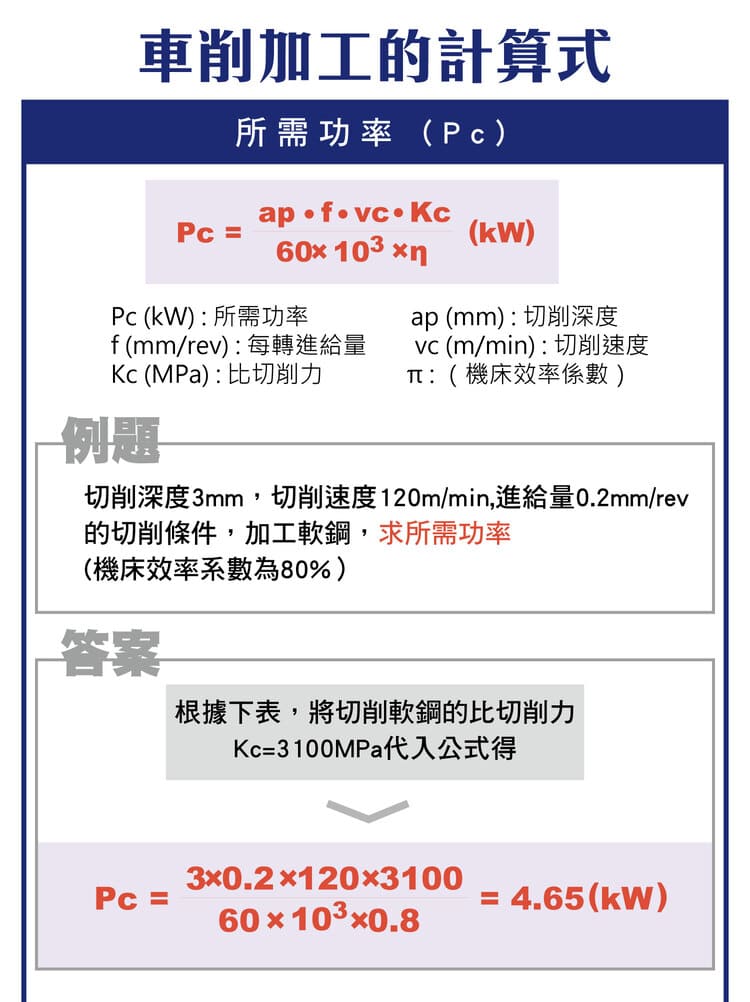
| 切削功率 Pc | Pc = ap·f·vc·Kc / (60×10⁶) (kW) | ap 切深 mm、f 進給 mm/rev、Kc 比切削力 N/mm² |
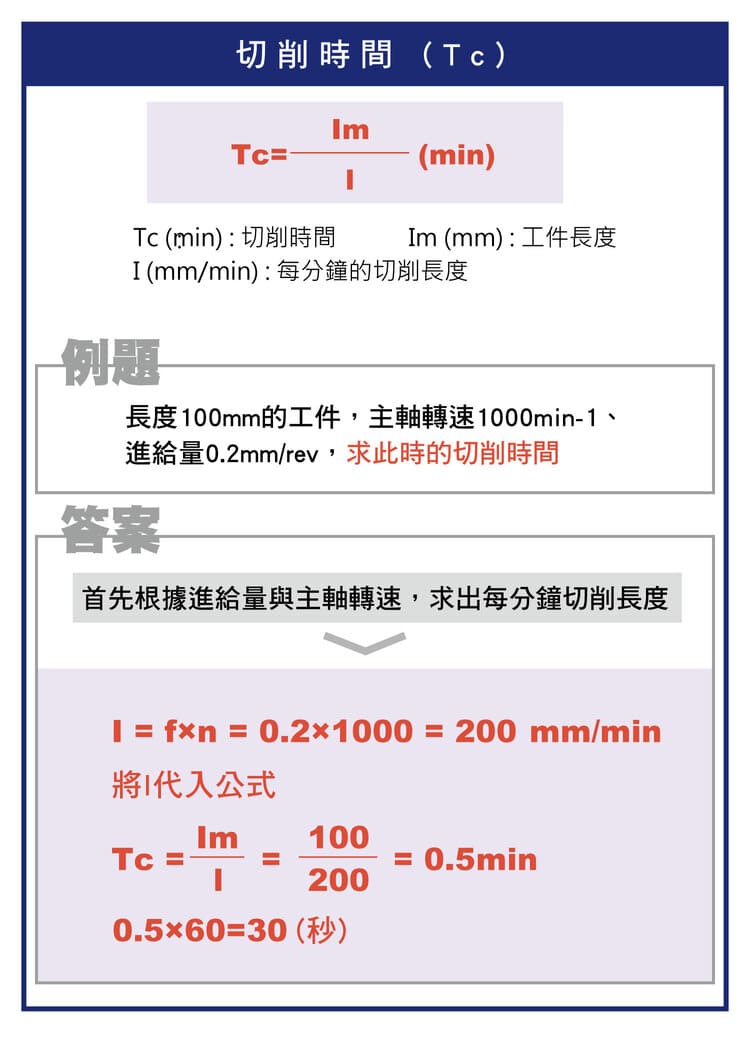
| 切削時間 Tc | Tc = lm / (f·n) (min) | lm 加工長度 mm |
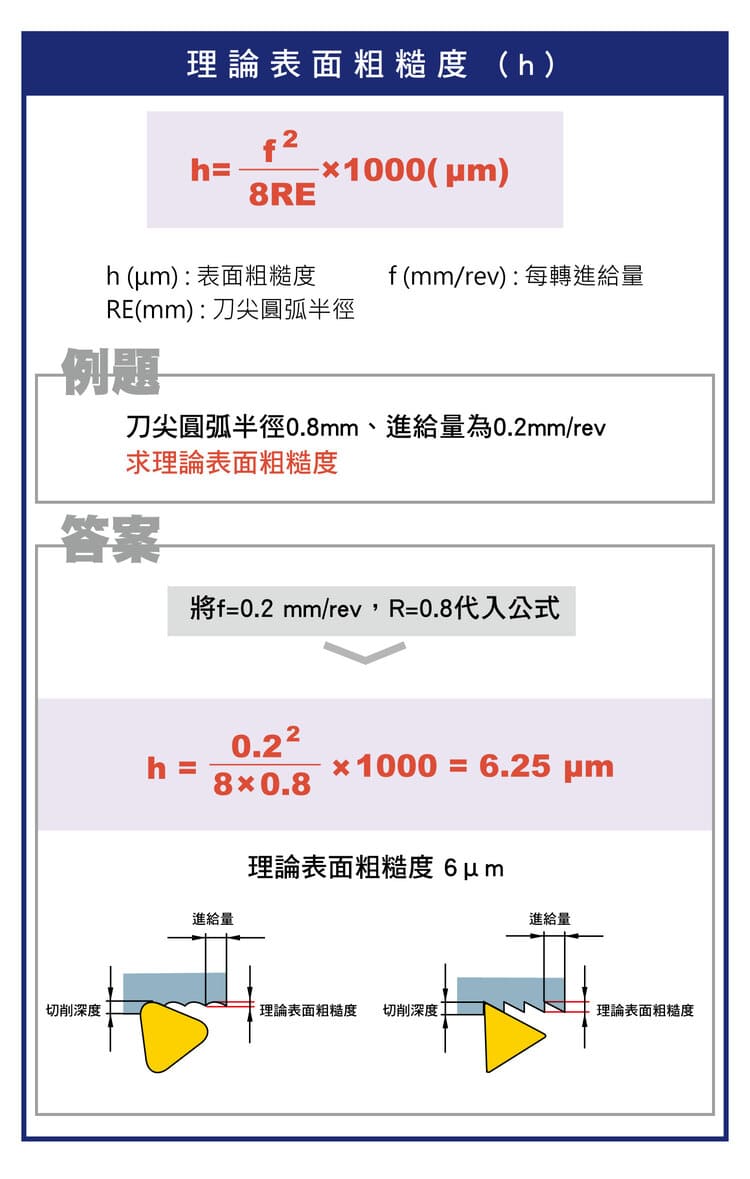
| 理論表面粗糙度 h | h ≈ f² / (8·R) (mm) | R 刀尖圓弧半徑 mm |
上列為通用示意公式,實際切削速度/進給請依刀具型錄與〈車削切削條件設定指南〉為準,不宜逕自套用。
三、比切削力(Kc)與材料
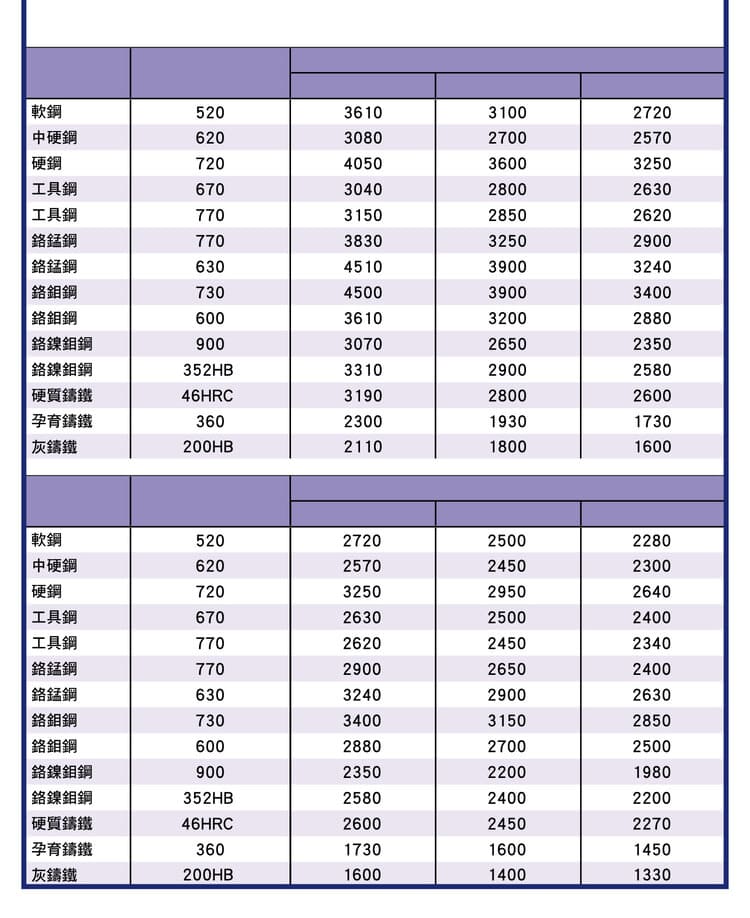
不同材料具有不同切削阻力,材料越硬 Kc 越高、功率需求越大。常見材料如軟鋼、中碳鋼、合金鋼、鑄鐵各有不同 Kc。以下為典型參考範圍(依牌號與切屑厚度變動):
| 材料 | Kc 典型參考(N/mm²) |
|---|---|
| 軟鋼 | 約 1500–1800 |
| 中碳鋼 | 約 1800–2100 |
| 合金鋼 | 約 2000–2500 |
| 鑄鐵 | 約 1100–1500 |
Kc 為相對示意典型範圍,精確值請查刀具原廠切削資料。
四、切削速度(Vc)與進給量(f)
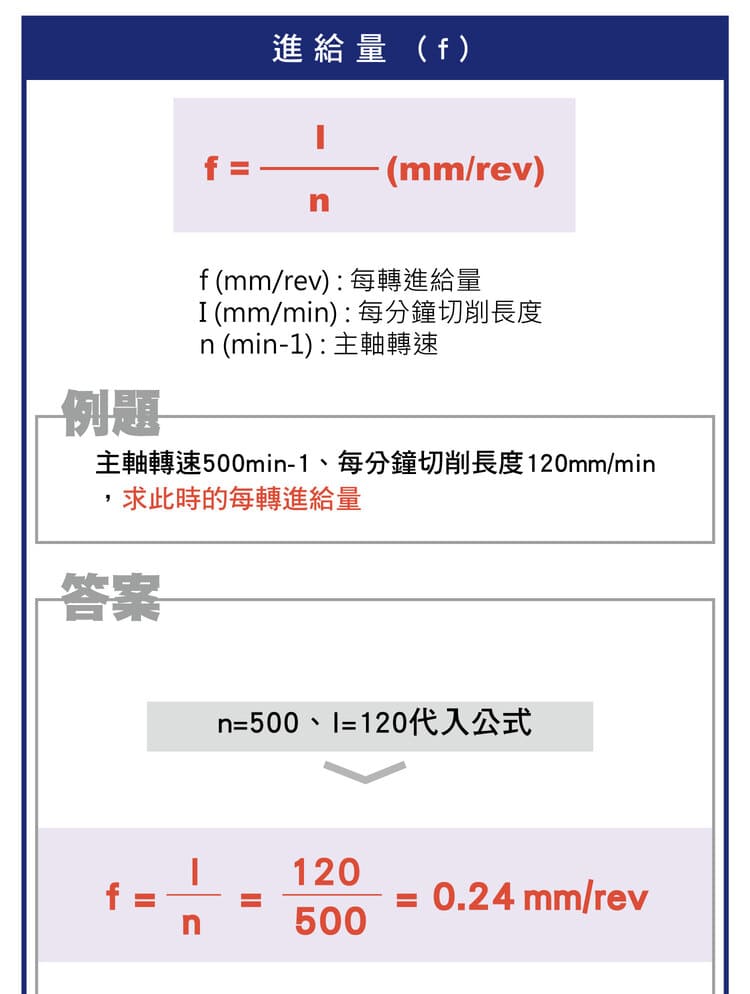
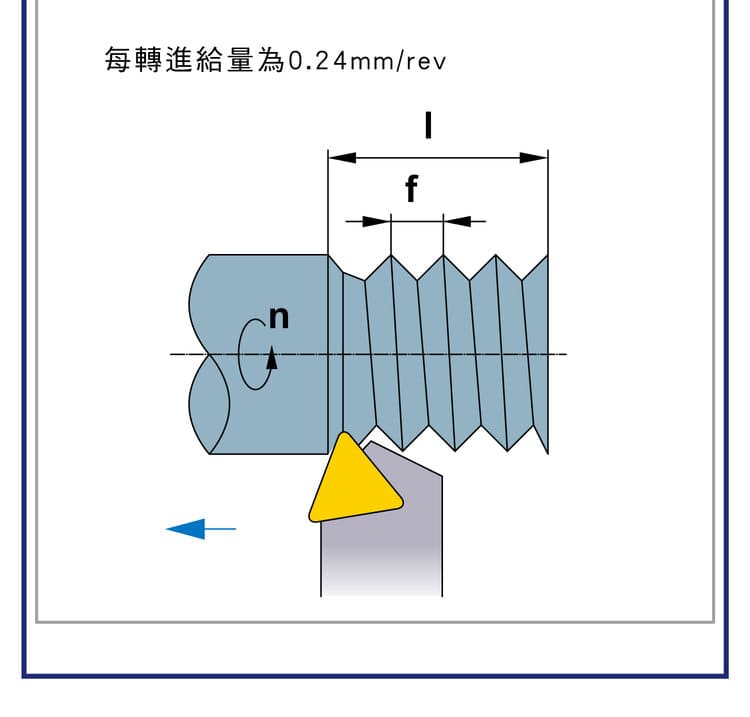
切削速度是刀具與工件的相對切削速度,受工件直徑(Dm)與轉速(n)影響,用以設定合理轉速、控制刀具壽命。進給量為每轉進給距離,影響表面粗糙度與切削負荷:進給越大加工效率越高,但表面品質下降。
五、切削時間(Tc)與表面粗糙度(h)
切削時間為完成加工所需時間,受工件長度與進給速度影響,用於預估生產時間與排程。理論表面粗糙度受進給量(f)與刀尖圓弧半徑(R)影響:進給量增加→粗糙度變差,圓弧半徑增加→粗糙度改善。
六、計算範例與參數調整
若加工時間過長,常因參數過保守,可適度提高進給或切深;但需同時檢查功率是否超過機台能力、以及表面粗糙度是否仍符合需求。功率計算可判斷機台是否過載、評估加工能力。
七、工程應用重點
關鍵控制參數為切削速度 vc、進給量 f、切削深度 ap;最佳化目標為穩定加工、延長刀具壽命、提升生產效率。刀尖圓弧與角度影響見〈車刀刀尖圓弧半徑解析〉與〈車削刀具前後角完整解析〉。
常見問題 FAQ
Q:切削速度和轉速怎麼換算?
用 Vc = π·Dm·n/1000,或反推 n = 1000·Vc/(π·Dm)。因車削直徑會變,同一轉速下大直徑處線速度較高,精車細直徑時常需提高轉速維持 Vc 穩定。
Q:如何降低表面粗糙度?
理論粗糙度 h≈f²/(8R),所以減小進給 f 或增大刀尖圓弧 R 都能改善。精車常用小進給+較大 R,但 R 太大會增加徑向切削力、易產生震動,需與剛性平衡。
Q:比切削力 Kc 怎麼取值?
Kc 隨材料與切屑厚度變動,本文數值為典型參考範圍。精確估算功率時應查刀具原廠對該材料與進給的 Kc 資料,避免用單一值造成功率估算偏差。
Q:功率算出來超過機台怎麼辦?
Pc 與 ap、f、vc 成正比,超載時可降低切深或進給、或分次車削。也可改用更鋒利(正前角)刀片降低切削力,但需兼顧刀刃強度與加工穩定性。









