螺紋底孔直徑表:M螺紋攻牙鑽孔尺寸對照|CNC57
螺紋底孔直徑是攻牙加工最關鍵的參數之一,直接影響螺紋精度、刀具壽命與加工穩定性。不同螺距與材料需選擇適當的鑽孔尺寸,常見依據為公制粗牙與細牙標準。本文整理 M 螺紋底孔對照表、HSS 與鎢鋼差異、底孔選擇公式與加工建議,協助提升攻牙成功率與品質。

一、螺紋底孔是什麼
螺紋底孔(Tap Drill Size)是攻牙前需先鑽出的孔徑,影響螺紋牙型完整度、攻牙扭矩與刀具磨耗。孔徑過小→攻牙困難、易斷刀;孔徑過大→螺紋牙深不足、強度下降。
二、公制粗牙螺紋底孔對照(參考值)
| 螺紋 × 螺距 | 底孔(mm) | 螺紋 × 螺距 | 底孔(mm) |
|---|---|---|---|
| M3 ×0.5 | 2.5 | M12 ×1.75 | 10.3 |
| M4 ×0.7 | 3.3 | M16 ×2.0 | 14.0 |
| M5 ×0.8 | 4.2 | M20 ×2.5 | 17.5 |
| M6 ×1.0 | 5.0 | M24 ×3.0 | 21.0 |
| M8 ×1.25 | 6.8 | M30 ×3.5 | 26.5 |
| M10 ×1.5 | 8.5 | — | — |
HSS 與鎢鋼尺寸略有差異,完整值以對照圖為準。
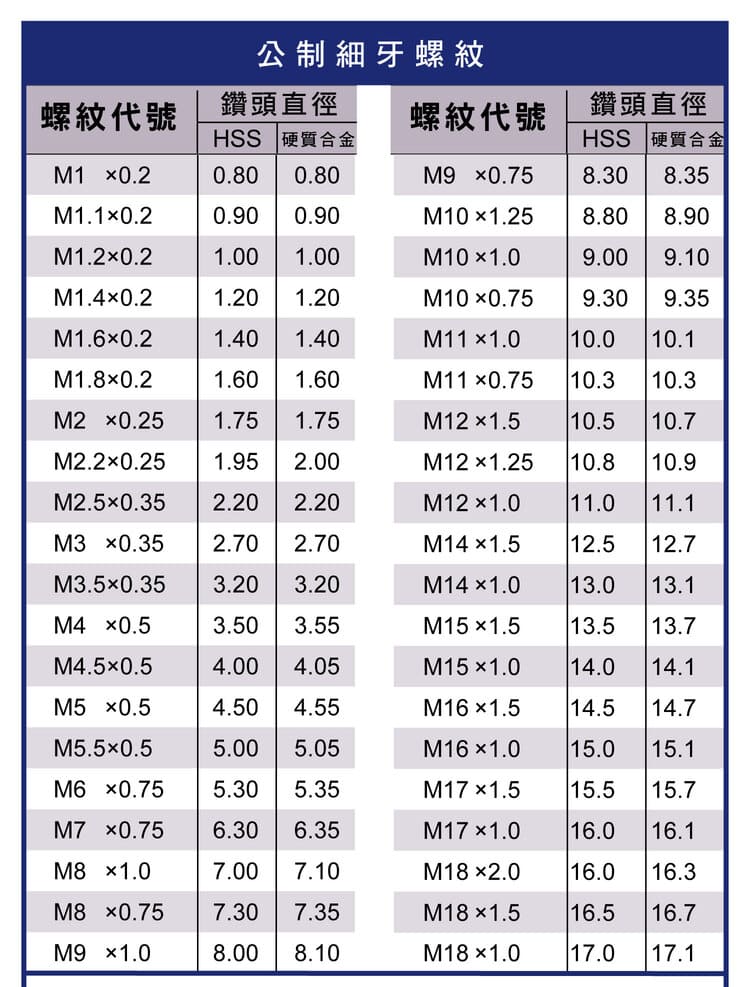
三、公制細牙螺紋底孔對照(參考值)
細牙螺距較小,底孔通常更接近外徑,螺紋密度高、強度較高,適合精密鎖固。
| 螺紋 × 螺距 | 底孔(mm) |
|---|---|
| M10 ×1.0 | 9.0 |
| M12 ×1.25 | 10.8 |
| M14 ×1.5 | 12.5 |
| M16 ×1.5 | 14.5 |
| M18 ×1.5 | 16.5 |
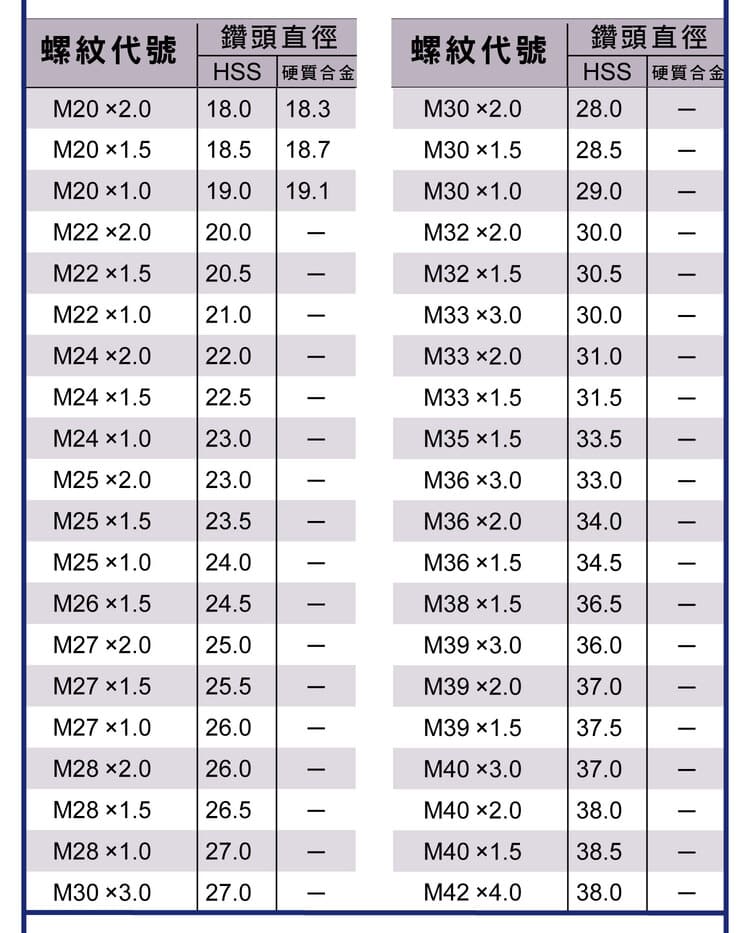
四、大尺寸螺紋底孔(M20 以上)
大尺寸螺紋攻牙負荷大,建議使用機械攻牙並搭配冷卻潤滑。
| 螺紋 × 螺距 | 底孔(mm) |
|---|---|
| M20 ×2.0 | 18.0 |
| M24 ×2.0 | 22.0 |
| M30 ×2.0 | 28.0 |
五、HSS 與鎢鋼(Carbide)差異
對照表中鎢鋼(Carbide)底孔通常略大、HSS 較保守。原因:鎢鋼較脆,需降低切削負荷;HSS 較韌,可承受較緊配合。
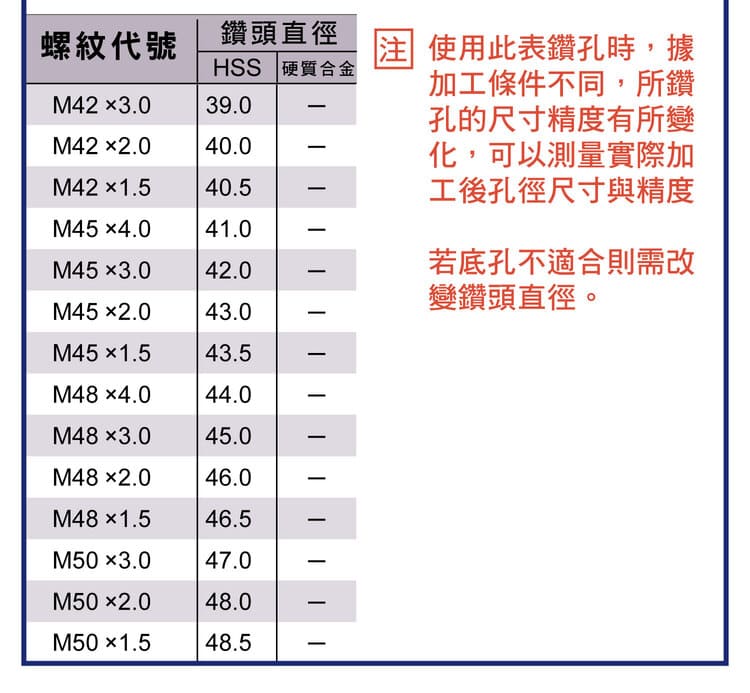
六、底孔選擇實務技巧
基本公式:底孔 ≈ 外徑 − 螺距。例:M10 ×1.5 → 10 − 1.5 = 8.5 mm。加工條件可微調:軟材料孔徑可略小、硬材料建議放大、深孔建議放大。攻牙扭力與工序細節見〈螺絲攻結構解析〉;螺栓通孔尺寸見〈螺栓孔尺寸表〉。
七、品質控制重點
攻牙前需量測底孔孔徑、加工後檢測螺紋精度(可用通止規);不良時應調整鑽頭尺寸或加工條件。
常見問題 FAQ
Q:底孔尺寸怎麼算?
基本公式為「底孔 ≈ 外徑 − 螺距」。例如 M10×1.5 底孔約 8.5 mm。此為理論值(對應約 100% 牙深),實務可依材料與攻牙型式微調,並以對照表為準。
Q:底孔太小或太大會怎樣?
太小會使攻牙扭矩過大、容易斷刀或牙型撕裂;太大則牙深不足、螺紋強度下降、易滑牙。因此需依對照表選正確底孔並量測確認。
Q:鎢鋼絲攻底孔要不要放大?
通常略放大。鎢鋼較脆、怕高負荷,底孔略大可降低攻牙扭矩、保護刀具;HSS 較韌則可較保守。硬材料或深孔也建議放大底孔。
Q:細牙和粗牙底孔一樣嗎?
不一樣。細牙螺距小,底孔更接近外徑(如 M10×1.0 約 9.0 mm,較粗牙 M10×1.5 的 8.5 mm 大)。務必依「螺紋×螺距」對到正確列,不能只看直徑。









