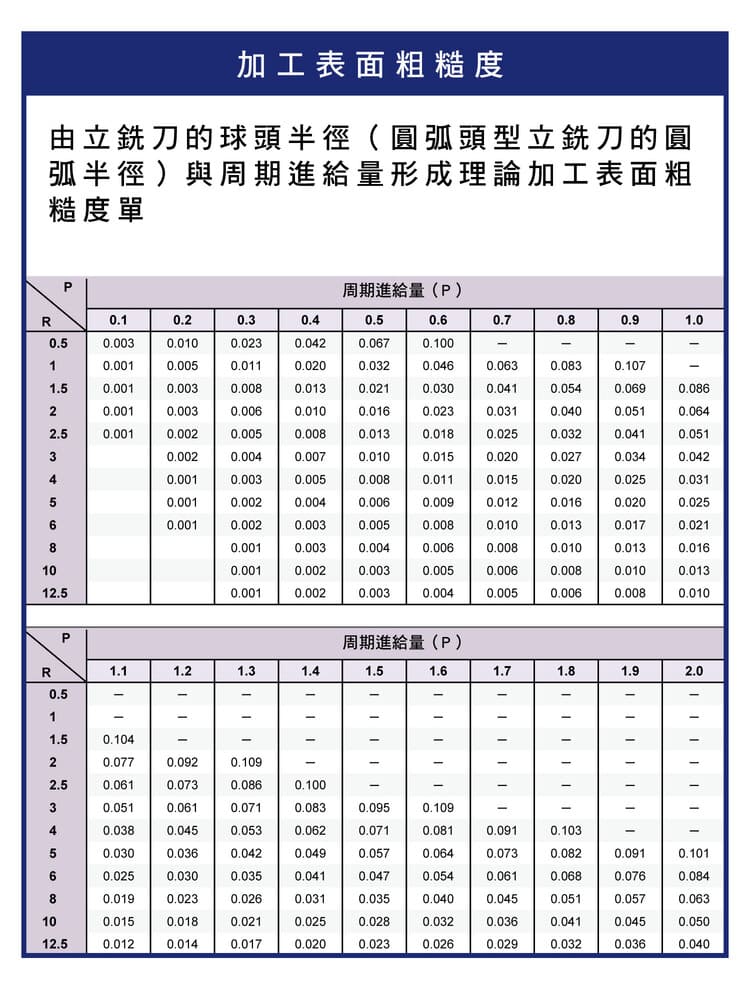
平面銑削表面粗糙度計算|球頭刀與進給量關係解析
平面銑削加工面粗糙度主要由刀具半徑(R)與周期進給量(P)決定。當使用球頭或圓弧頭立銑刀進行輪廓加工時,表面粗糙度可透過幾何關係公式計算與預測。降低進給量或增加刀具半徑,皆可有效提升表面品質,是精加工與模具加工中最關鍵的參數控制核心。
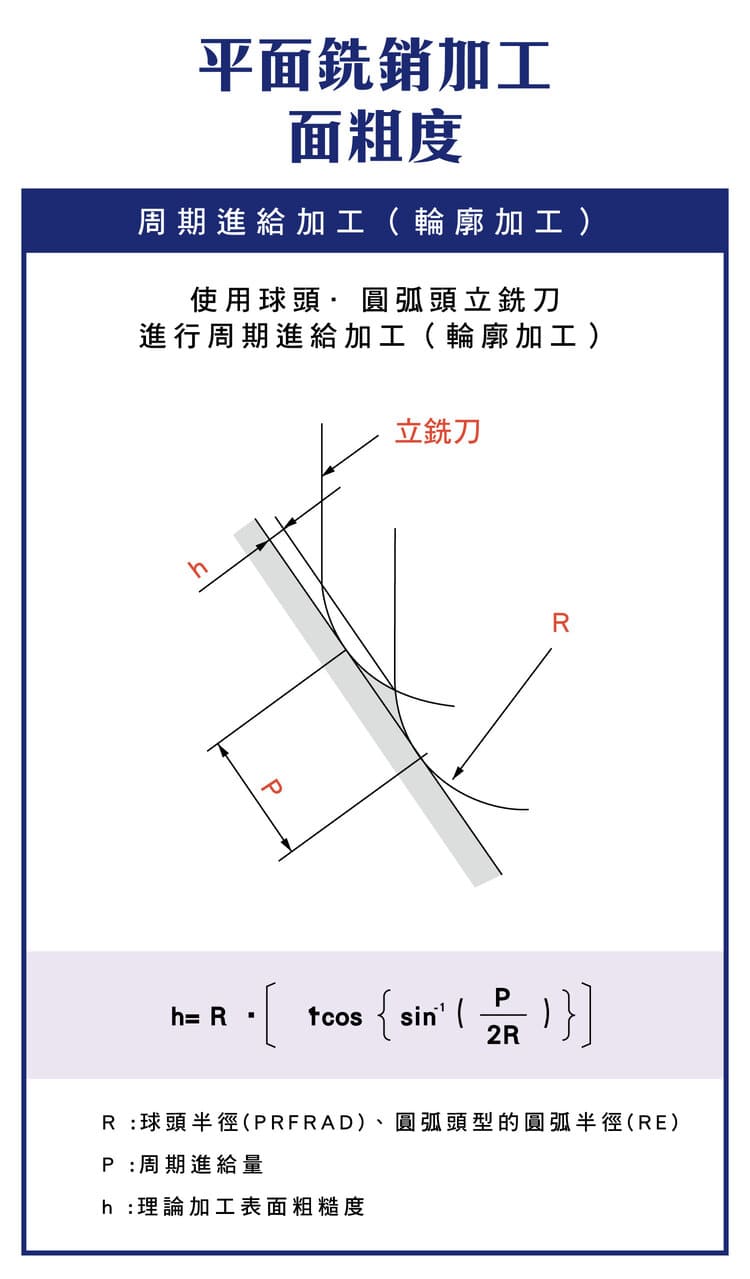
平面銑削表面粗糙度概念
加工方式:
• 球頭立銑刀
• 圓弧頭立銑刀
加工模式:
• 周期進給加工
• 輪廓加工
核心參數:
• R:刀具半徑
• P:周期進給量
• h:理論表面粗糙度
表面粗糙度形成原理
基本概念:
• 表面由刀具軌跡堆疊形成
• 相鄰刀痕產生高度差
形成原因:
• 刀具半徑影響曲率
• 進給量決定間距
結果:
• 進給越大 → 粗糙度越高
• 半徑越大 → 表面越平滑
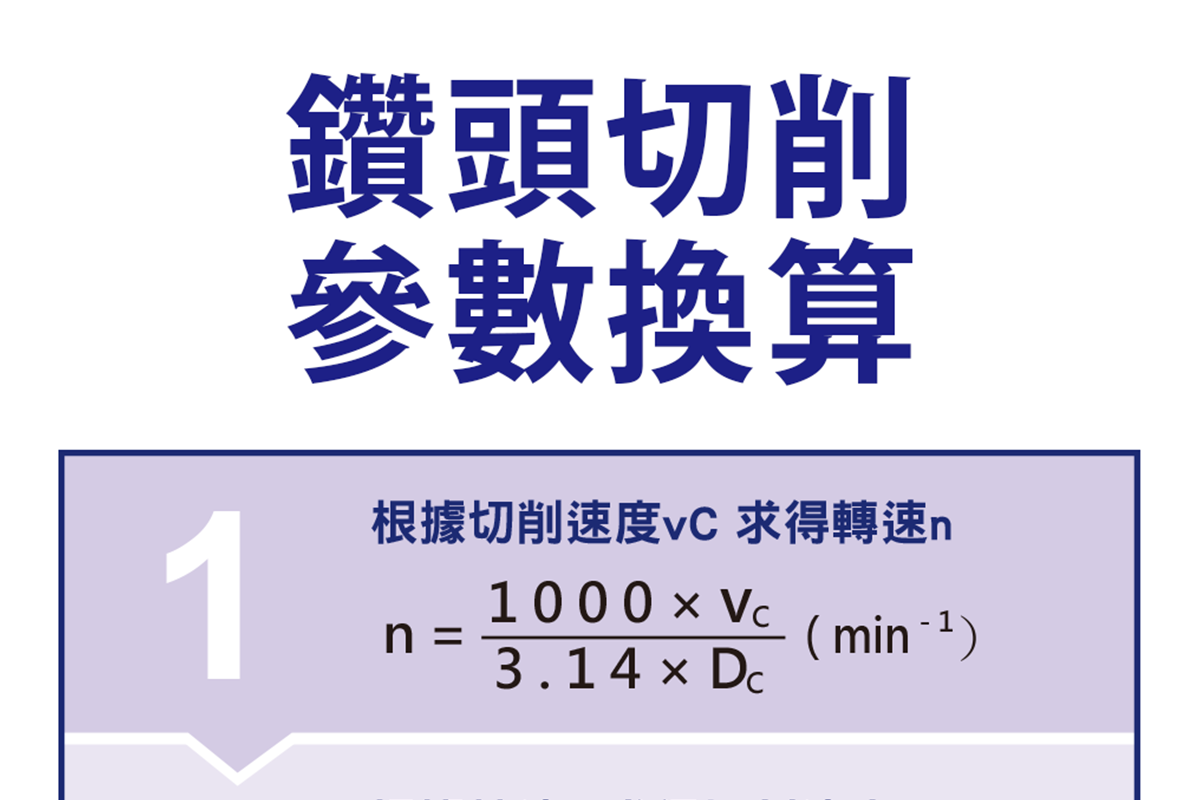
表面粗糙度計算公式
理論公式:
h = R × {1 − cos [ sin⁻¹ ( P / 2R ) ] }
參數說明:
• R:刀具球頭或圓弧半徑
• P:周期進給距離
• h:表面粗糙度高度
應用:
• 預測加工品質
• 設定最佳進給參數
參數影響關係
刀具半徑 R:
• R 大 → 粗糙度降低
• R 小 → 表面波紋明顯
周期進給 P:
• P 大 → 粗糙度增加
• P 小 → 表面光滑
加工策略:
• 精加工 → 小進給+大半徑
• 粗加工 → 大進給+小半徑
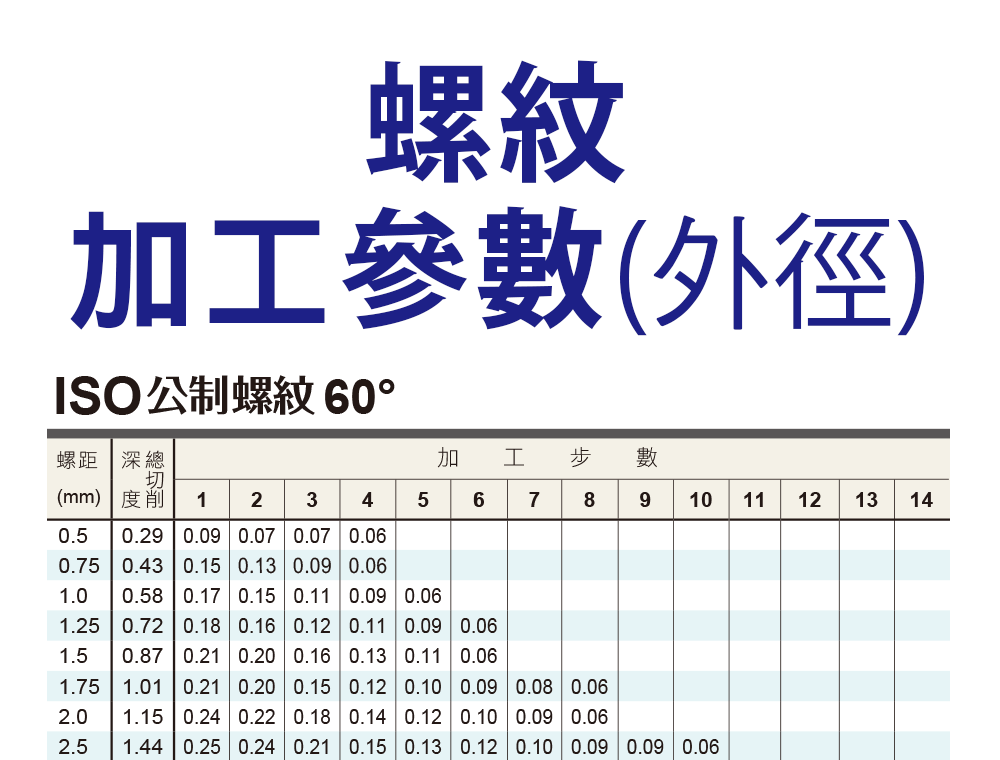
粗糙度對照數據應用
用途:
• 快速查詢粗糙度數值
• 設定加工條件
資料特性:
• 不同 R 與 P 對應粗糙度值
• 可用於加工預測
應用場景:
• 模具加工
• 精密零件加工
加工品質優化策略
刀具選擇:
• 大半徑球頭刀
• 高精度刀具
切削條件:
• 降低進給量
• 穩定切削速度
加工方式:
• 多段精加工
• 小步距加工
常見問題與對策
表面粗糙度過大
原因:
• 進給量過高
• 刀具半徑過小
對策:
• 降低 P
• 增加 R
加工效率過低
原因:
• 進給過小
對策:
• 在允許範圍提高進給
表面波紋明顯
原因:
• 刀具步距過大
對策:
• 減少步距
工程應用重點
關鍵控制:
• 半徑 R
• 進給 P
加工成果:
• 表面光滑度提升
• 加工穩定性提升
• 精度可預測