車削切削條件完整指南:速度、進給與刀具壽命關係解析|CNC57
車削加工的成果,取決於切削三要素——切削速度(Vc)、進給量(f)與切削深度(ap)的搭配。三者直接影響刀具壽命、表面粗糙度與加工效率:切削速度越高,刀具溫度上升、壽命快速縮短;進給量決定表面粗糙度與加工穩定性;切削深度則影響切削力與機台負荷。不同材料(鋼、不鏽鋼、鑄鐵)需搭配不同的參數與刀具材質,才能在「效率」與「壽命」之間取得最佳平衡。本文依序說明三要素的關係、計算公式、各材料建議參數與原廠壽命特性測試條件,以及刀具壽命最佳化與常見問題對策。
一、車削切削三要素:切削速度、進給量、切削深度
切削三要素各司其職,共同決定加工的效率與品質。核心調校目標為:提升加工效率縮短工時、延長刀具壽命降低耗材成本、穩定加工精度與表面品質。
| 要素 | 定義 | 主要影響 |
|---|---|---|
| 切削速度 Vc(m/min) | 刀刃相對工件的線速度 | 刀具溫度與壽命最關鍵的參數 |
| 進給量 f(mm/rev) | 工件每轉一圈刀具前進的距離 | 主要決定表面粗糙度與切削穩定性 |
| 切削深度 ap(mm) | 刀刃切入工件的徑向深度 | 影響切削力與機台負荷 |
二、切削參數計算公式(含主軸轉速換算)
車床面板設定的是主軸轉速(n,rpm),但刀具壽命取決於切削速度(Vc),兩者需透過工件直徑換算。其中 D 為工件直徑(mm)、n 為主軸轉速(rpm)、f 為每轉進給量(mm/rev)。
| 項目 | 公式 |
|---|---|
| 切削速度 Vc(m/min) | Vc = π × D × n ÷ 1000 |
| 主軸轉速 n(rpm) | n = 1000 × Vc ÷ (π × D) |
| 進給率 F(mm/min) | F = f × n |
計算範例:工件直徑 D = 50 mm、目標切削速度 Vc = 150 m/min,則主軸轉速 n = 1000 × 150 ÷ (π × 50) ≈ 955 rpm;若進給量 f = 0.2 mm/rev,則進給率 F = 0.2 × 955 ≈ 191 mm/min。
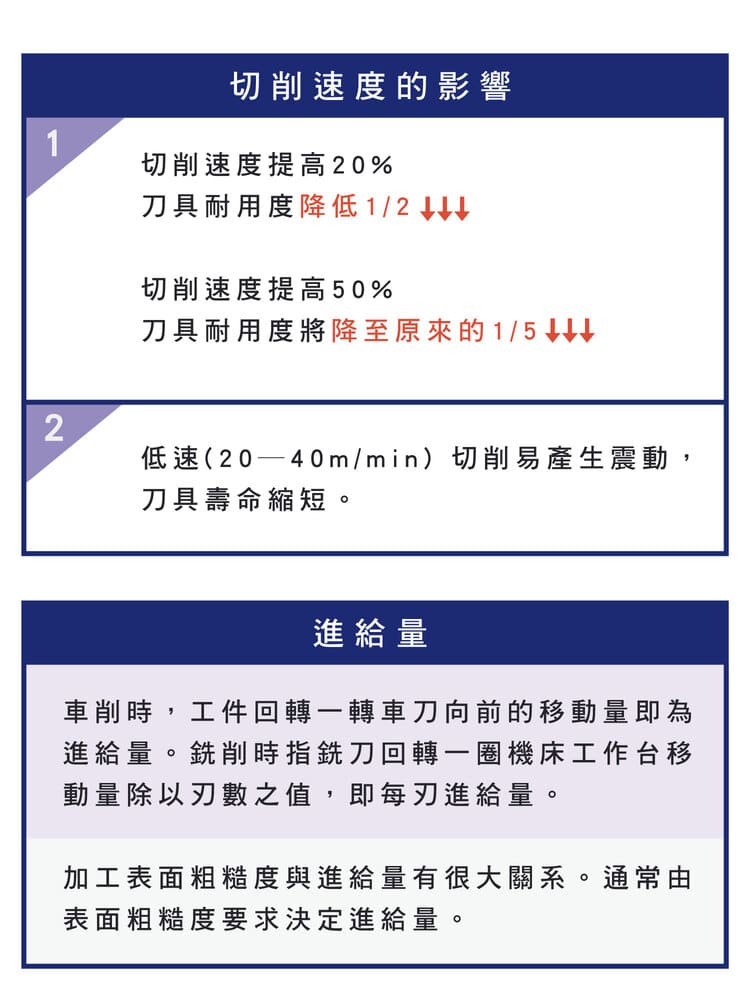
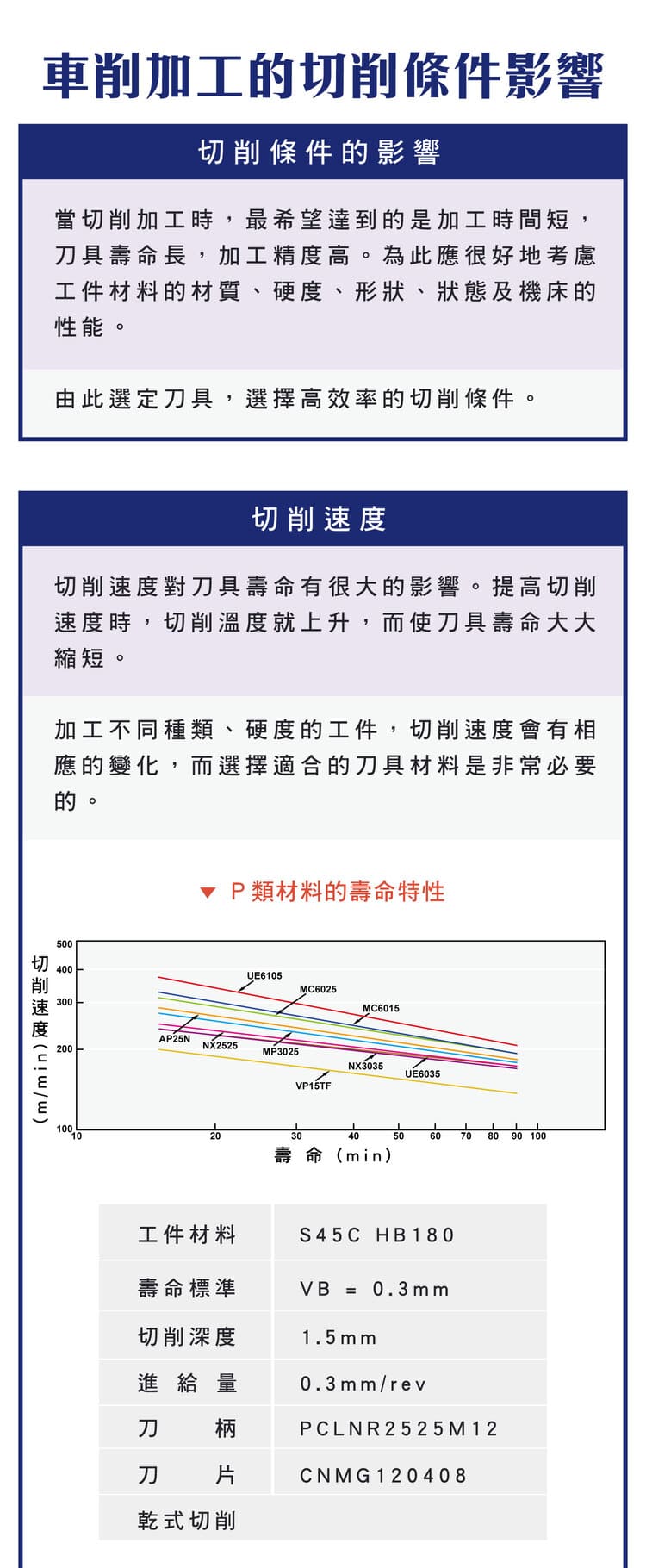
三、切削速度對刀具壽命的影響
切削速度提高,刀刃與工件摩擦生熱增加,刀具溫度上升、磨耗加快,壽命隨之下降。此關係並非線性,而是速度小幅提高即造成壽命大幅縮短。但切削速度過低(約 20–40 m/min)容易產生積屑刃口(BUE)與振動,反而使表面變差、刀具壽命縮短。因此應避免過高與過低,依材料選擇適當的切削速度區間。
| 切削速度變化(塗層鎢鋼刀具參考) | 刀具耐用度趨勢 |
|---|---|
| 切削速度增加 20% | 耐用度降低約一半(1/2) |
| 切削速度增加 50% | 耐用度降至原來的約 1/5 |
四、進給量對表面粗糙度與加工品質的影響
進給量(f)指工件每轉一圈,車刀沿進給方向前進的距離,單位 mm/rev。(銑削則指銑刀每轉一圈、工作台移動量除以刃數,即每刃進給量。)表面粗糙度(Ra)與進給量高度相關,並受刀尖圓弧半徑影響;精加工時降低進給量是控制表面品質最直接的手段,一般建議精加工進給量控制在 0.1 mm/rev 以下。
| 進給量 | 加工影響 |
|---|---|
| 大進給 | 表面較粗、加工效率高(適合粗加工) |
| 小進給 | 表面較細、加工效率低(適合精加工) |
五、切削深度(ap)與切削力、機台負荷
切削深度越大,切削力與機台負荷越高,但單次去除量大、效率高;切削深度過大或機台剛性不足時,易產生振動與尺寸誤差。原則上粗加工以較大 ap 提高去除率,精加工以較小 ap 搭配低進給量,確保尺寸與表面品質。
六、不同材料的加工特性與建議切削參數
下表為塗層鎢鋼車刀的常見參考範圍;實際數值會因刀具材質、塗層、冷卻條件與機台剛性而異,請以刀具廠商建議為準。
| ISO 分類 | 代表材料 | Vc(m/min) | f(mm/rev) | ap(mm) | 加工注意 |
|---|---|---|---|---|---|
| P(鋼材) | 碳鋼 S45C、合金鋼 | 150–250 | 0.1–0.4 | 0.5–4 | 切削穩定,速度過高刀具壽命快速下降 |
| M(不鏽鋼) | 沃斯田鐵系 SUS304 | 100–180 | 0.1–0.3 | 0.5–3 | 易加工硬化,宜降速、勿中途停刀 |
| K(鑄鐵) | 灰口鑄鐵 FC300 | 100–200 | 0.1–0.5 | 0.5–4 | 脆性切屑,注意排屑與粉塵管理 |
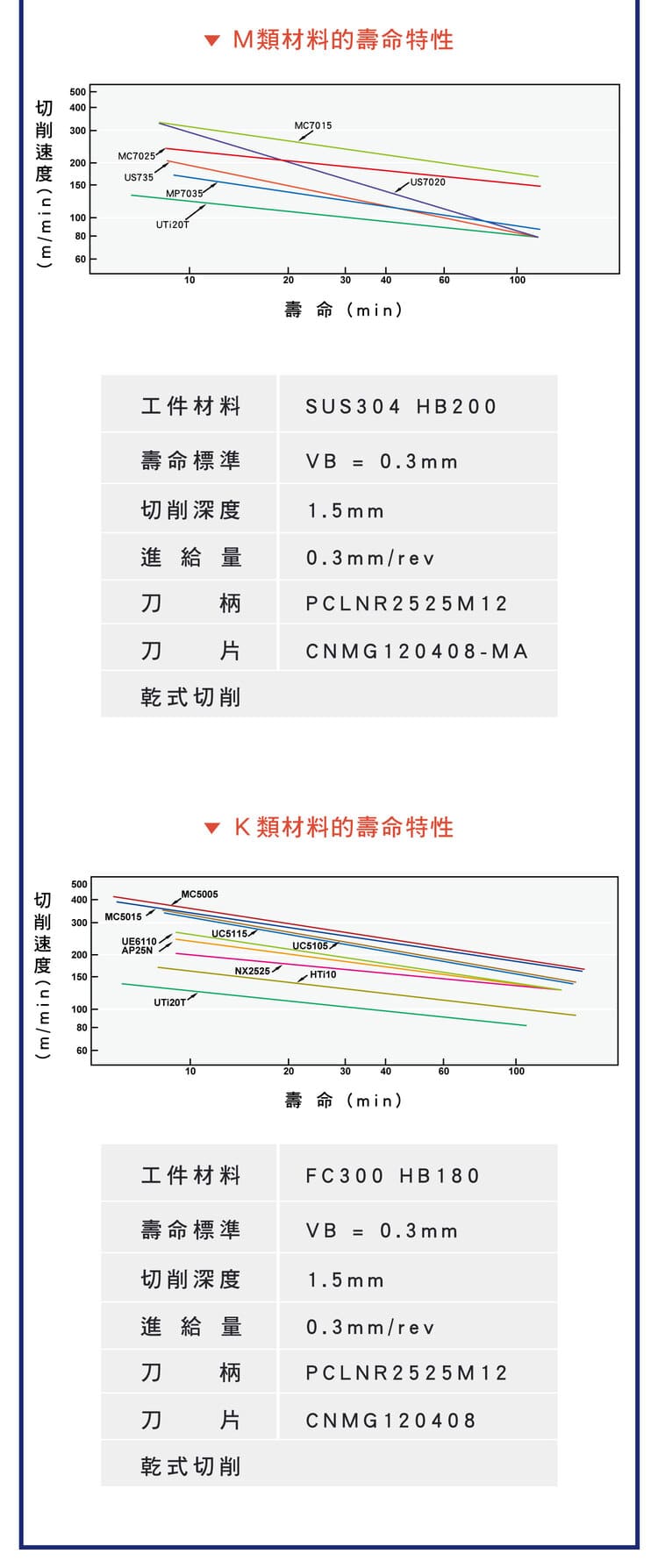
P 類(鋼材,如 S45C):切削性穩定,刀具壽命隨切削速度升高而下降;建議中等切削速度、穩定進給,搭配鎢鋼塗層刀具。M 類(不鏽鋼,如 SUS304):易加工硬化、刀具磨耗快,建議降低切削速度、選用高耐磨塗層刀具,並避免中途停刀。K 類(鑄鐵,如 FC300):脆性高、切削相對穩定,可用較高切削速度,但須注意粉塵與碎屑管理。
七、各材料壽命特性測試條件與適用刀片牌號
下表為刀具壽命特性曲線的標準測試條件(壽命判定皆以後刀面磨耗量 VB = 0.3 mm、乾式切削為準);刀片牌號為原廠示例,實際選用以各品牌原廠型錄為準。
| ISO 分類 | 工件材料 | 硬度 | ap | f | 刀柄 | 刀片 |
|---|---|---|---|---|---|---|
| P(鋼材) | S45C | HB180 | 1.5 mm | 0.3 mm/rev | PCLNR2525M12 | CNMG120408 |
| M(不鏽鋼) | SUS304 | HB200 | 1.5 mm | 0.3 mm/rev | PCLNR2525M12 | CNMG120408-MA |
| K(鑄鐵) | FC300 | HB180 | 1.5 mm | 0.3 mm/rev | PCLNR2525M12 | CNMG120408 |
上述條件下,各材料壽命特性曲線比較的適用刀片牌號(原廠示例)如下,可作選刀參考:P 類(S45C)UE6105、MC6025、MC6015、AP25N、NX2525、MP3025、NX3035、UE6035、VP15TF;M 類(SUS304)MC7015、MC7025、US735、MP7035、US7020、UTi20T;K 類(FC300)MC5005、MC5015、UC5115、UC5105、UE6110、AP25N、NX2525、HTi10、UTi20T。
八、刀具壽命判定與最佳化策略
業界通常以後刀面磨耗量 VB = 0.3 mm 作為刀具壽命終止的判定標準;超過此值,加工精度與表面品質會明顯下降,應更換刀具或進行重磨。最佳化策略上,應避免過高切削速度造成的急速磨耗、依材料選擇適合刀具材質與塗層(鎢鋼、塗層、陶瓷、金屬陶瓷)、適時使用切削液控制切削溫度,並監控振動即時調整參數。刀具磨耗型態見〈刀具磨損分析大全〉。
九、常見車削問題與對策
| 問題現象 | 主要原因 | 對策 |
|---|---|---|
| 刀具壽命過短 | 切削速度過高 | 降低切削速度、改用耐熱塗層刀具 |
| 加工振動 | 切削速度過低(20–40 m/min)或機台剛性不足 | 提高切削速度、增加夾持剛性 |
| 表面粗糙 | 進給量過大 | 降低進給量,精加工控制在 0.1 mm/rev 以下 |
| 加工效率低 | 切削條件過於保守 | 適度提高進給量與切削深度 |
| 不鏽鋼難加工 | 加工硬化 | 降速、勿中途停刀、選高耐磨塗層刀具 |
十、車削加工最佳化重點總結
切削速度(Vc)是影響刀具壽命最關鍵的因素,依材料選定最適區間;進給量(f)主導表面粗糙度,粗加工拉高效率、精加工降低求品質;切削深度(ap)影響切削力與負荷,依機台剛性與加工階段調整。刀具材質與塗層需對應材料類別(P/M/K),並控制切削溫度與振動,最終達成提高產能、延長刀具壽命、降低耗材成本。主軸轉速與進給率換算見〈車削加工計算公式大全〉。
常見問題 FAQ
Q:切削速度提高多少會明顯影響刀具壽命?
以塗層鎢鋼刀具為例,切削速度增加 20% 時,刀具耐用度約降低一半;增加 50% 時,降至原來的約 1/5。切削速度是影響刀具壽命最關鍵的參數,應依材料特性選擇最適切削速度,避免過高。
Q:主軸轉速要怎麼從切削速度換算?
主軸轉速 n(rpm)= 1000 × Vc ÷ (π × D),其中 Vc 為切削速度(m/min)、D 為工件直徑(mm)。例如 Vc=150、D=50mm 時,n ≈ 955 rpm。進給率 F(mm/min)= 進給量 f × 主軸轉速 n。
Q:加工不鏽鋼時應注意哪些切削條件?
不鏽鋼(M 類,如 SUS304)易發生加工硬化、刀具磨耗快。建議降低切削速度、選用高耐磨塗層刀具(如 CNMG120408-MA 等牌號,原廠示例),並避免中途停刀,以防工件表面形成硬化層,導致後續加工更困難。
Q:刀具壽命的判定標準是什麼?
業界通常以後刀面磨耗量 VB = 0.3 mm 作為刀具壽命終止的判定標準。當磨耗超過此值,加工精度與表面品質會明顯下降,應更換刀具或進行重磨。
Q:如何改善車削加工的表面粗糙度?
表面粗糙度主要受進給量影響。精加工時應降低進給量(建議 0.1 mm/rev 以下),同時確保刀尖圓弧半徑適當、維持穩定切削速度,並避免振動,即可有效改善表面品質。









