加工法與表面粗糙度對照表:車削、研磨、拋光Ra範圍|CNC57
不同加工方法會直接影響表面粗糙度,從鑄造、鍛造到研磨與拋光,其粗糙度範圍可從 Rz 100 μm 至 0.1 μm 不等。一般而言粗加工(砂型鑄造、鍛造)表面最粗,精密加工(研磨、拋光、珩磨)則可達極高品質。本文以對照表整理各加工法的粗糙度範圍,協助工程師選擇最佳製程,平衡成本、效率與品質。
一、加工方法與粗糙度的關係
表面粗糙度是加工表面微觀不平整程度(常用單位 μm),常用指標為 Ra(算術平均)與 Rz(最大高度),直接影響表面品質、摩擦與磨耗、密封性能。加工法越精密、粗糙度值越低。
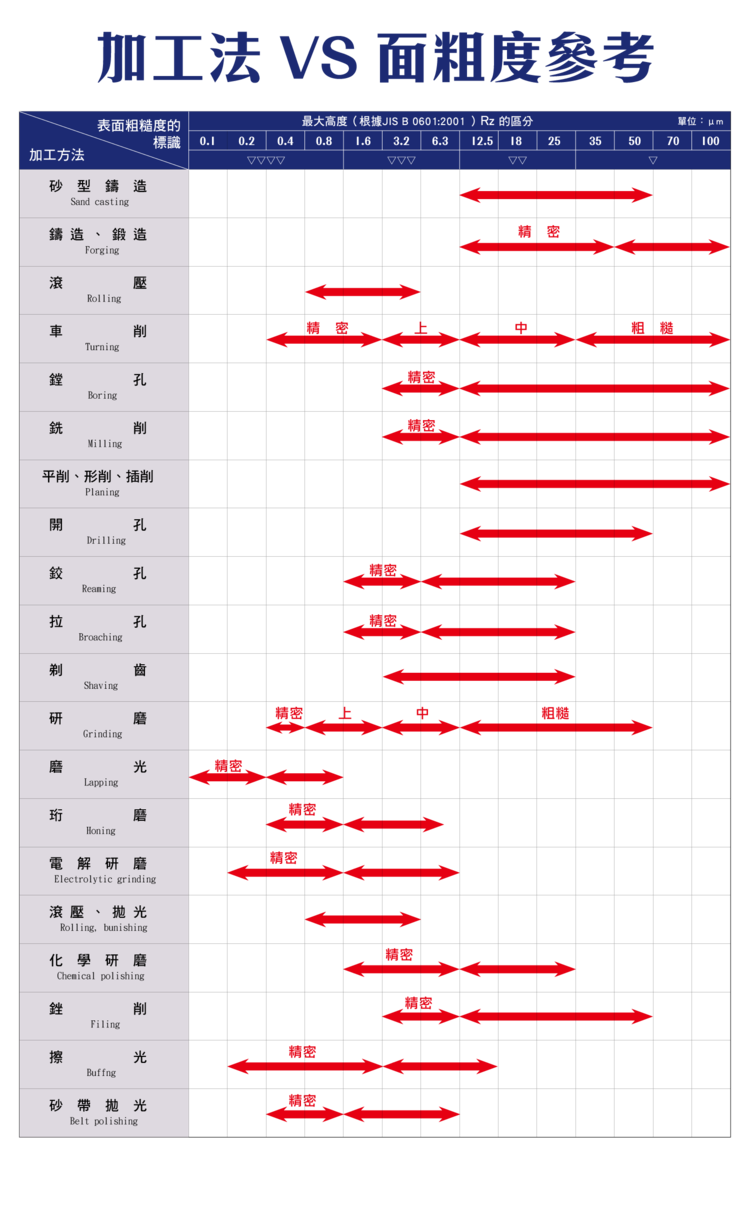
二、各加工法粗糙度對照(參考值)
| 製程分類 | 加工法 | 粗糙度範圍(μm) |
|---|---|---|
| 粗加工(高粗糙度) | 砂型鑄造 | 約 25 ~ 100 |
| 鍛造 | 約 12.5 ~ 50 | |
| 中等加工 | 滾壓 | 約 3.2 ~ 12.5 |
| 車削 | 粗 6.3~25 / 精 1.6~6.3 | |
| 銑削 | 約 3.2 ~ 25 | |
| 鑽孔 | 約 6.3 ~ 25 | |
| 精加工(高精度) | 鉸孔 | 約 0.8 ~ 3.2 |
| 拉削 | 約 0.8 ~ 3.2 | |
| 刮削 | 約 0.8 ~ 3.2 | |
| 超精加工 | 研磨 | 約 0.4 ~ 3.2 |
| 珩磨 | 約 0.2 ~ 1.6 | |
| 電解研磨 | 約 0.2 ~ 1.6 | |
| 化學研磨 | 約 0.4 ~ 1.6 | |
| 拋光/鏡面 | 磨光(Lapping) | 約 0.1 ~ 0.8 |
各粗糙度參數(Ra/Rz/RzJIS)的定義與換算,見〈表面粗糙度 Ra、Rz、RzJIS 完整解析〉。
三、粗糙度與成本的關係
趨勢:粗糙度越低 → 成本越高、加工時間越長。建議避免過度精度,依零件功能(密封/滑動/一般)選擇合適製程,才能兼顧品質與成本。
四、工程應用重點
選擇加工法時需綜合考量:功能需求(密封或滑動面需較低粗糙度)、材料特性、加工成本。合理選擇可提升產品品質、最佳化加工效率並降低成本。
常見問題 FAQ
Q:車削能達到多細的表面?
一般車削粗加工約 Ra 6.3~25 μm、精車約 1.6~6.3 μm。若需更細(如 ≤0.8 μm)通常需再經研磨或珩磨等精加工製程。以上為參考範圍,實際依刀具、參數與材料而定。
Q:為什麼粗糙度越低成本越高?
越低的粗糙度需要更精密的製程(研磨、珩磨、拋光)、更多道次與更長工時,刀具與設備成本也較高。因此應依功能需求選擇,避免不必要的過度加工。
Q:密封面該用哪種加工?
密封面需較低粗糙度與良好平整度,常用研磨(約 0.4~3.2 μm)或珩磨、磨光(約 0.1~1.6 μm)。實際等級依密封型式(O 環、平面墊片、金屬對金屬)而定。
Q:表中的數值是絕對標準嗎?
是參考範圍,非絕對值。實際粗糙度受刀具狀態、切削參數、材料與冷卻潤滑影響,同一加工法也會有差異。設計時應以圖面指定值與實測為準。
標籤
分享









