車削切屑控制指南:斷屑槽、進給與切削條件解析|CNC57
車削加工中的切屑處理效率,取決於切削速度、進給量、切削深度與刀片斷屑槽設計。不同切削條件會產生連續、短屑或粉碎狀切屑,直接影響加工安全性與品質。透過調整切削參數與選擇適當斷屑槽,可有效控制切屑形態、避免纏繞並提升加工穩定性。
一、車削切屑處理概念
切屑控制的核心目的是控制切屑形態、避免切屑纏繞、提升加工安全性與穩定加工品質。主要影響因素為切削速度(vc)、進給量(f)、切削深度(ap)與刀片斷屑槽。
| 核心目的 | 影響因素 |
|---|---|
| 控制切屑形態、避免纏繞、提升安全性、穩定品質 | 切削速度 vc、進給量 f、切削深度 ap、刀片斷屑槽 |
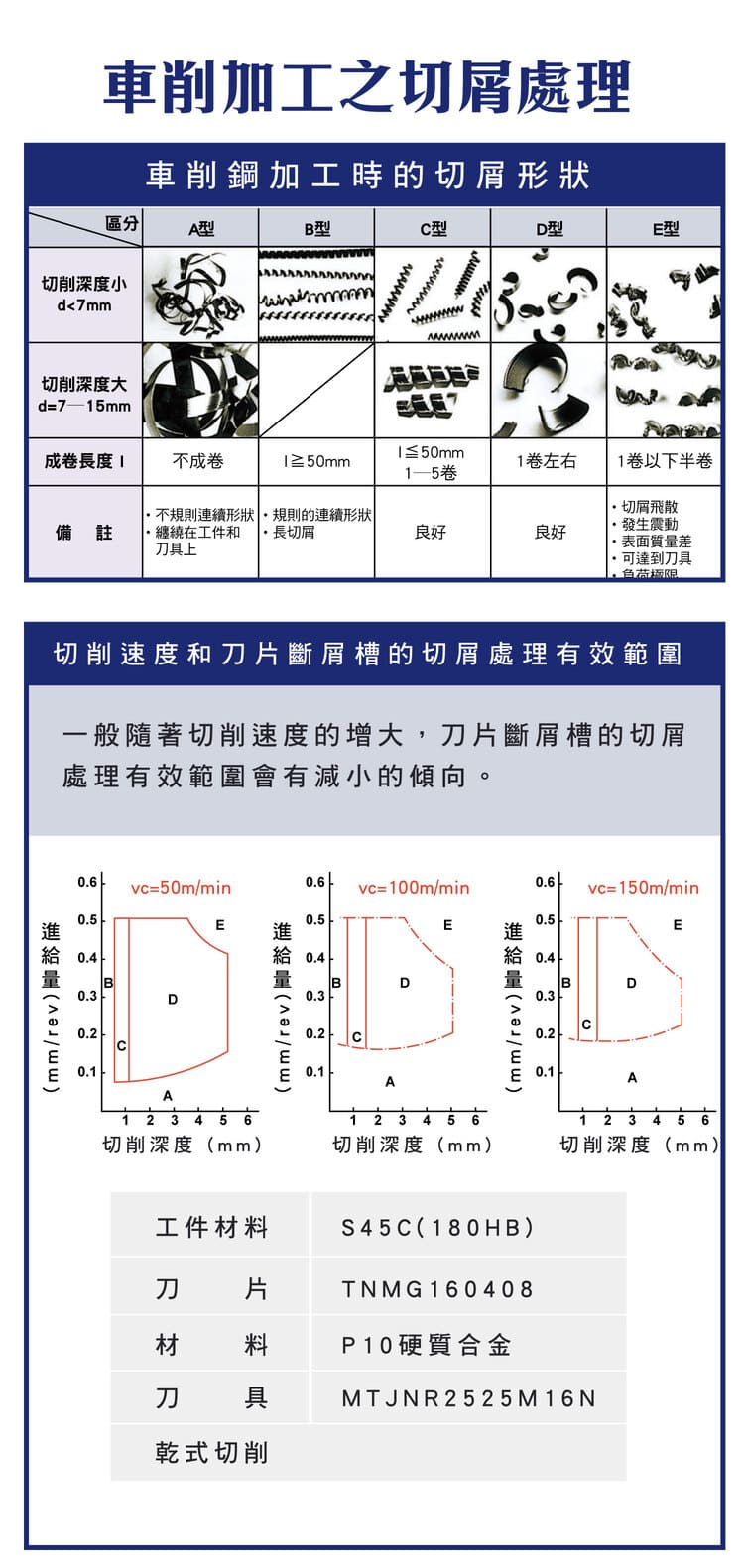
二、切屑形態分類
依捲曲與斷裂程度,車削切屑常分為 A~E 五型。C 型(適中)與 D 型(短屑)排屑最佳;A、B 型連續切屑易纏繞需改善;E 型碎屑易飛散。
| 類型 | 特性 | 影響 |
|---|---|---|
| A 型(不成卷) | 不規則連續切屑,易纏繞刀具 | 加工不穩定、安全性低 |
| B 型(長切屑) | 長條狀連續切屑 | 易纏繞工件、需改善斷屑 |
| C 型(適中切屑) | 1~5 圈捲曲 | 排屑良好、加工穩定 |
| D 型(短切屑) | 單圈或短切屑 | 最佳切屑形態、易排屑 |
| E 型(碎屑) | 碎片狀 | 易飛散、可能影響表面品質 |
三、切削條件對切屑的影響
切削三要素會改變切屑長短與斷裂:切深、進給越大越易形成短屑;切削速度提高則斷屑有效範圍縮小。
| 參數 | 對切屑的影響 |
|---|---|
| 切削深度 ap | 小深度→易產生細長切屑;大深度→容易形成短屑 |
| 進給量 f | 小進給→長切屑;大進給→短切屑 |
| 切削速度 vc | 高速度→斷屑範圍縮小;低速度→切屑較穩定 |
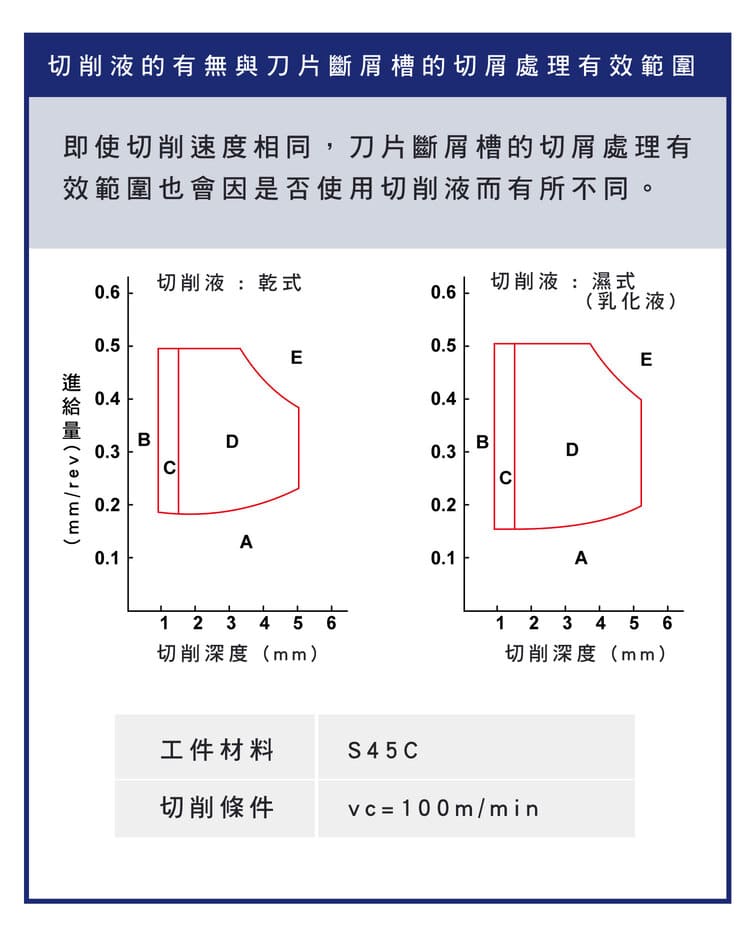
四、切削液與斷屑槽設計的影響
切削液可改善斷屑效果:乾式切削的切屑控制範圍較小,濕式切削(乳化液)控制範圍較廣、排屑更穩定。斷屑槽則負責控制切屑彎曲與斷裂,設計需對應不同切削條件——粗加工用強斷屑、精加工求平穩切削。
| 項目 | 說明 |
|---|---|
| 乾式切削 | 切屑控制範圍較小 |
| 濕式切削(乳化液) | 控制範圍較廣、排屑更穩定 |
| 斷屑槽設計 | 控制切屑彎曲與斷裂;粗加工→強斷屑,精加工→平穩切削 |
五、常見問題與對策
切屑問題多可藉調整參數或更換斷屑槽刀片解決。實際切削速度與進給請依材料與機台條件計算,可參考〈車削加工計算公式大全〉。
| 問題 | 原因 | 對策 |
|---|---|---|
| 切屑過長 | 進給量過小、切削深度不足 | 增加進給、增加切深 |
| 切屑纏繞 | 斷屑效果差 | 更換斷屑槽刀片 |
| 切屑飛散 | 切屑過碎 | 調整切削條件 |
| 排屑不良 | 切削液不足 | 增加冷卻液 |
六、加工最佳化策略與工程重點
切屑控制的最佳化在於刀具、參數與冷卻三方面平衡:選擇適合的斷屑槽設計、平衡 vc/f/ap、適當使用切削液。工程上以切削條件、刀片設計與排屑能力為關鍵控制項,以提升安全性、加工效率與表面品質。
| 面向 | 重點 |
|---|---|
| 刀具選擇 | 適合的斷屑槽設計 |
| 參數調整 | 平衡 vc、f、ap |
| 冷卻策略 | 適當使用切削液 |
常見問題 FAQ
Q:哪一種切屑形態最理想?
C 型(1~5 圈捲曲)與 D 型(單圈或短切屑)排屑最佳、加工最穩定。A、B 型連續切屑易纏繞,E 型碎屑易飛散,都應透過參數或斷屑槽改善。
Q:切屑太長纏繞怎麼辦?
切屑過長多因進給量過小或切削深度不足,可適度增加進給與切深使切屑變短;若仍纏繞,改用斷屑效果較強的斷屑槽刀片。
Q:切削速度如何影響斷屑?
切削速度提高會使斷屑的有效範圍縮小,高速加工需更精準控制參數;中速加工相對較容易控制切屑。實際數值請依材料與刀具查計算指南。
Q:乾式與濕式切削對斷屑有何差別?
乾式切削的切屑控制範圍較小;濕式切削(乳化液)控制範圍較廣、排屑更穩定。適當使用切削液可改善斷屑效果並帶走切削熱。









