外徑車刀桿型號解析:ISO選型與夾持結構指南|CNC57
外徑車刀桿(Turning Tool Holder)型號透過標準化編碼系統,整合刀片形狀、主偏角、夾持方式、刀桿尺寸與切削方向,讓使用者能快速選擇適合的外圓加工刀具。正確理解型號規則與夾緊機構差異,可有效提升加工穩定性、排屑效率與刀具壽命,是 CNC 車削加工中關鍵的選刀依據。
一、外徑車刀桿型號結構解析
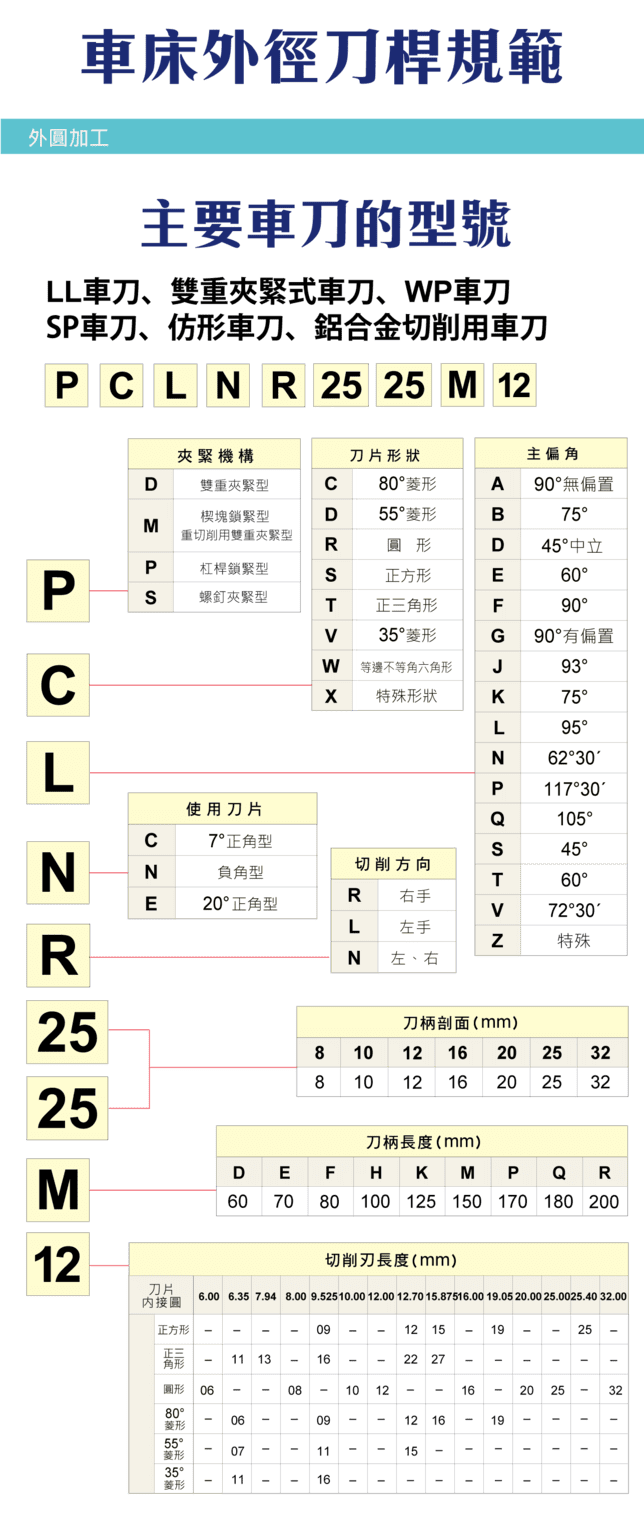
典型型號(如 PCLNR2525M12)由多個代碼欄位組成,各欄位分別對應夾持方式、刀片形狀、主偏角、切削方向與尺寸。理解各組成要素即可快速識別刀具規格、提升選型效率。
| 組成要素 | 說明 |
|---|---|
| 夾持方式代碼 | 刀片固定方式 |
| 刀片形狀 | 刀片幾何形狀代號 |
| 主偏角 | 刀具切入工件的角度 |
| 切削方向 | 右手 / 左手 / 通用 |
| 刀桿尺寸 | 刀桿斷面寬×高 |
| 刀片尺寸 | 刀片邊長規格 |
二、刀片形狀與應用
刀片形狀決定刀尖強度與可加工空間。一般而言,粗加工優先選用刀尖角較大、強度較高的形狀(如 C 型、S 型);精加工則選用刀尖角較小、利於清角與輪廓的形狀(如 V 型、D 型)。
| 代碼 | 形狀 | 選用建議 |
|---|---|---|
| C | 80° 菱形 | 粗加工、通用 |
| S | 正方形 | 粗加工、刀尖強度高 |
| D | 55° 菱形 | 精加工 |
| V | 35° 菱形 | 精加工、清角 |
| T | 三角形 | 通用 |
| R | 圓形 | 仿形、圓弧加工 |
三、主偏角與切削特性
主偏角影響切削力方向、排屑效率與表面品質。常見主偏角為 90°、95°、75°、45° 與 117.5°。選擇原則:粗加工傾向較大主偏角以利承受切削負荷,精加工傾向較小主偏角以取得較佳表面。
| 項目 | 內容 |
|---|---|
| 常見主偏角 | 90° / 95° / 75° / 45° / 117.5° |
| 影響 | 切削力方向、排屑效率、表面品質 |
| 選擇建議 | 粗加工→大角度;精加工→小角度 |
四、刀桿尺寸與剛性
刀桿斷面尺寸直接影響刀具剛性與抗振動能力,尺寸越大剛性越高。常見規格為 8×8、10×10、12×12、16×16、20×20、25×25、32×32(單位 mm)。在機台與夾持空間允許下,盡量選用較大刀桿以提升穩定性。
| 項目 | 內容 |
|---|---|
| 常見刀桿尺寸(mm) | 8×8 / 10×10 / 12×12 / 16×16 / 20×20 / 25×25 / 32×32 |
| 影響 | 刀具剛性、抗振動能力 |
| 原則 | 尺寸越大→穩定性越高 |
五、切削方向(Hand)
切削方向以代碼標示:R 為右手刀、L 為左手刀、N 為通用。方向決定刀具的進給方向與加工路徑,選型時需與工件加工方向及機台配置一致。
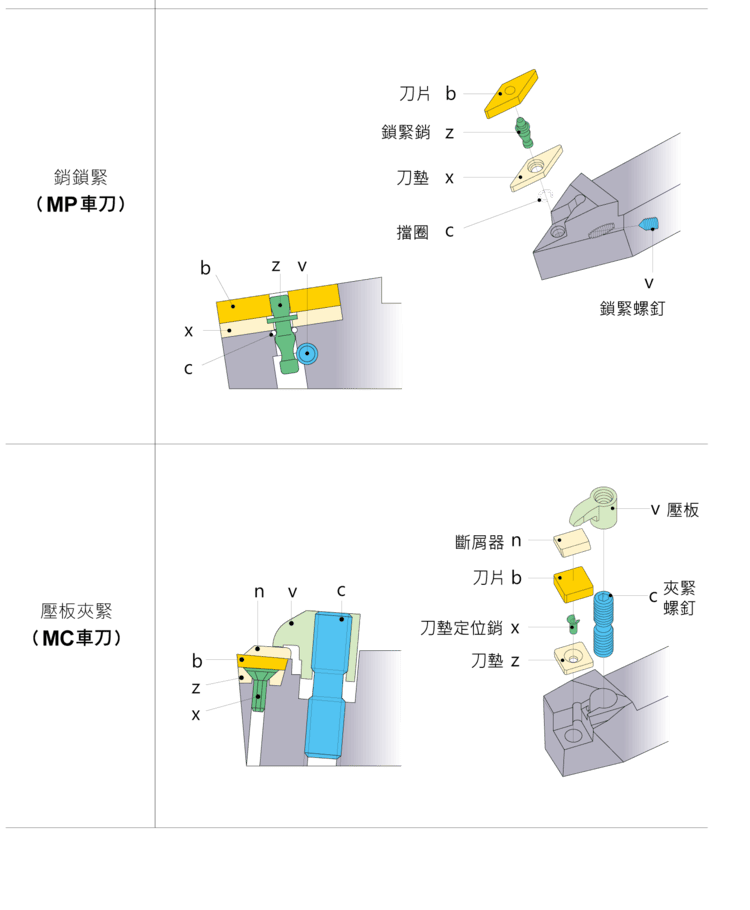
六、夾持機構分類與影響
夾持機構影響刀片定位精度、穩定性與抗振性,並直接反映在加工品質與換刀效率上。常見夾持方式與適用場合如下:
| 夾持方式 | 特性 | 適用 |
|---|---|---|
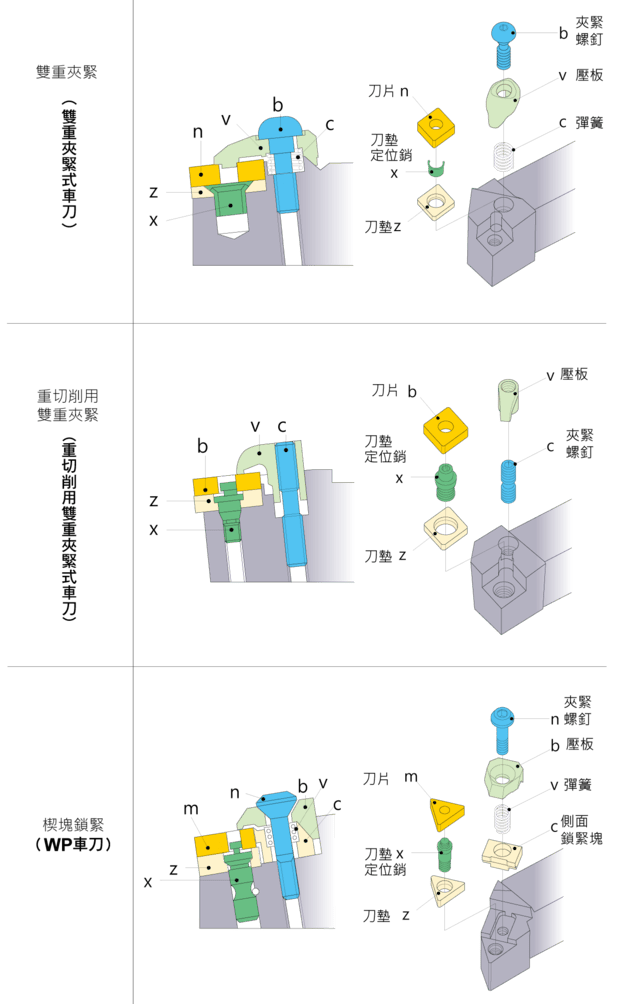
| 雙重夾緊 | 高穩定性 | 重切削 |
| 槓桿鎖緊 | 更換快速 | 一般加工 |
| 螺釘夾緊 | 結構簡單 | 輕切削 |
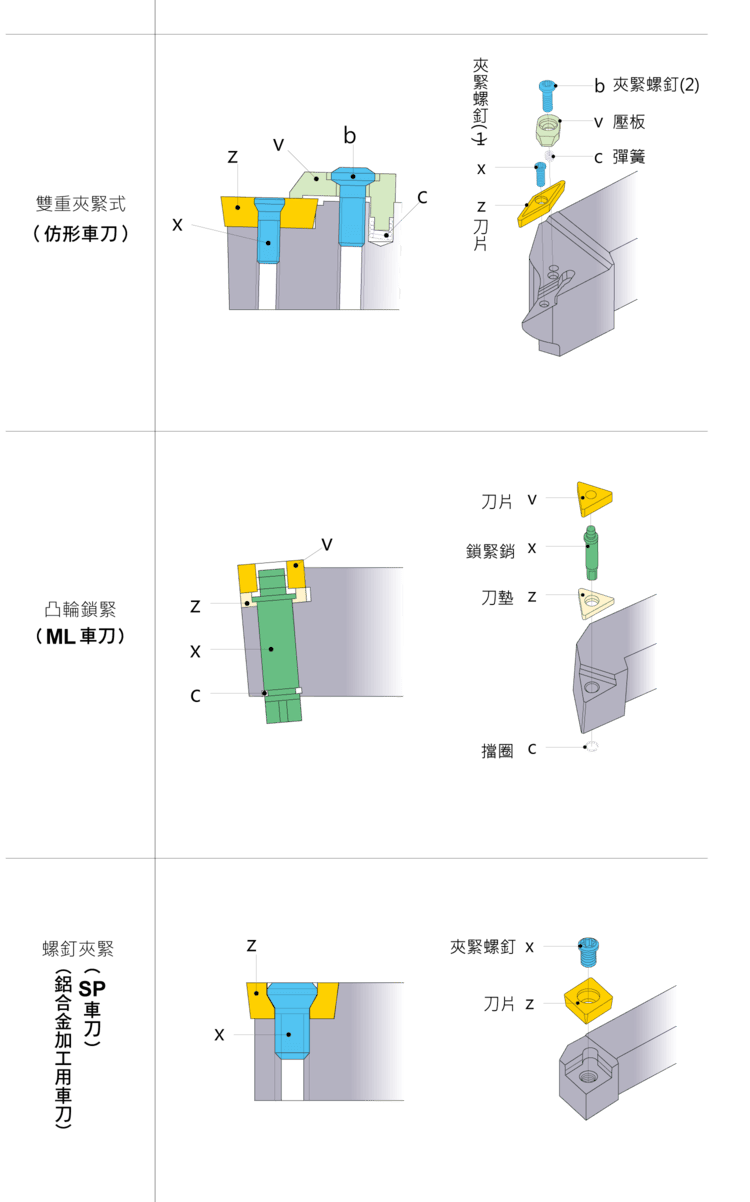
| 壓板夾緊 | 高精度定位 | 精加工 |
| 凸輪鎖緊 | 快速更換 | 量產 |
七、外徑車刀類型與 ISO 選型建議
依剛性、通用性與加工型態,外徑車刀常見類型如下表。選型邏輯上,粗加工優先大刀桿尺寸與強力夾持機構;精加工搭配小刀片與高精度夾持;追求高效率則採快速更換系統與穩定排屑設計。
| 類型 | 特性 |
|---|---|
| LL 車刀 | 高剛性 |
| SP 車刀 | 通用 |
| WP 車刀 | 重切削 |
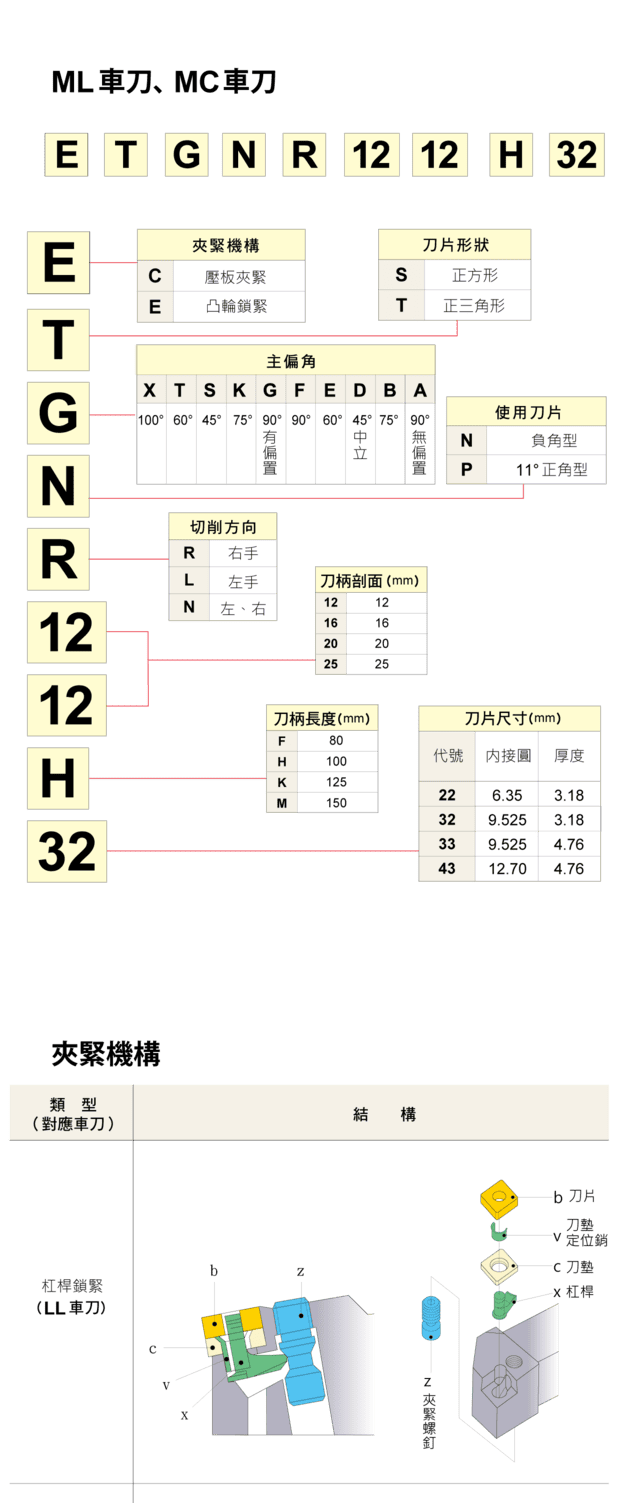
| MC 車刀 | 鋁加工 |
| ML 車刀 | 精加工 |
八、外徑車削最佳化關鍵
外徑車削的核心影響因素為刀桿剛性、刀片形狀與夾持穩定性。三者搭配得宜,可提升加工品質、降低振動並延長刀具壽命。實際切削速度與進給請依材料與機台條件計算,可參考〈車削加工計算公式大全〉;前後角搭配見〈車削刀具前後角完整解析〉。
常見問題 FAQ
Q:PCLNR2525M12 這種型號怎麼看?
外徑車刀桿型號由夾持方式代碼、刀片形狀、主偏角、切削方向、刀桿尺寸與刀片尺寸等欄位組成。逐欄對照即可識別刀具規格。實際型號欄位定義以各品牌原廠型錄為準。
Q:粗加工與精加工的刀片形狀怎麼選?
粗加工優先選用刀尖強度較高的形狀,如 C 型(80°菱形)與 S 型(正方形);精加工則選用刀尖角較小、利於清角與輪廓的 V 型(35°)與 D 型(55°)。
Q:刀桿尺寸越大越好嗎?
刀桿尺寸越大,剛性與抗振動能力越高,加工越穩定。但仍需配合機台刀座規格與加工空間;在條件允許下盡量選用較大刀桿。
Q:各種夾持機構如何選擇?
重切削選雙重夾緊以求高穩定性;精加工選壓板夾緊取得高精度定位;追求換刀效率與量產則選槓桿或凸輪等快速夾持。依加工型態與穩定性需求取捨。









