車刀刀片角度對照:負角與7°/11°正角選型指南|CNC57
刀片角度(負角、7°正角、11°正角)是影響 CNC 車削效率與刀具壽命的關鍵因素。不同角度對應不同加工條件:負角適合重切削,正角適合輕切削與精加工。透過 ISO 分類(P、M、K、N、S)與各品牌斷屑槽對照,可快速找到最佳刀片配置,提升加工穩定性與效率。
一、刀片角度是什麼
刀片角度(Insert Geometry)指刀具前角設計,主要分為負角刀片(Negative)與正角刀片(Positive);正角又常見 7° 正角與 11° 正角。不同角度對應不同的切削力、刀刃強度與表面品質。

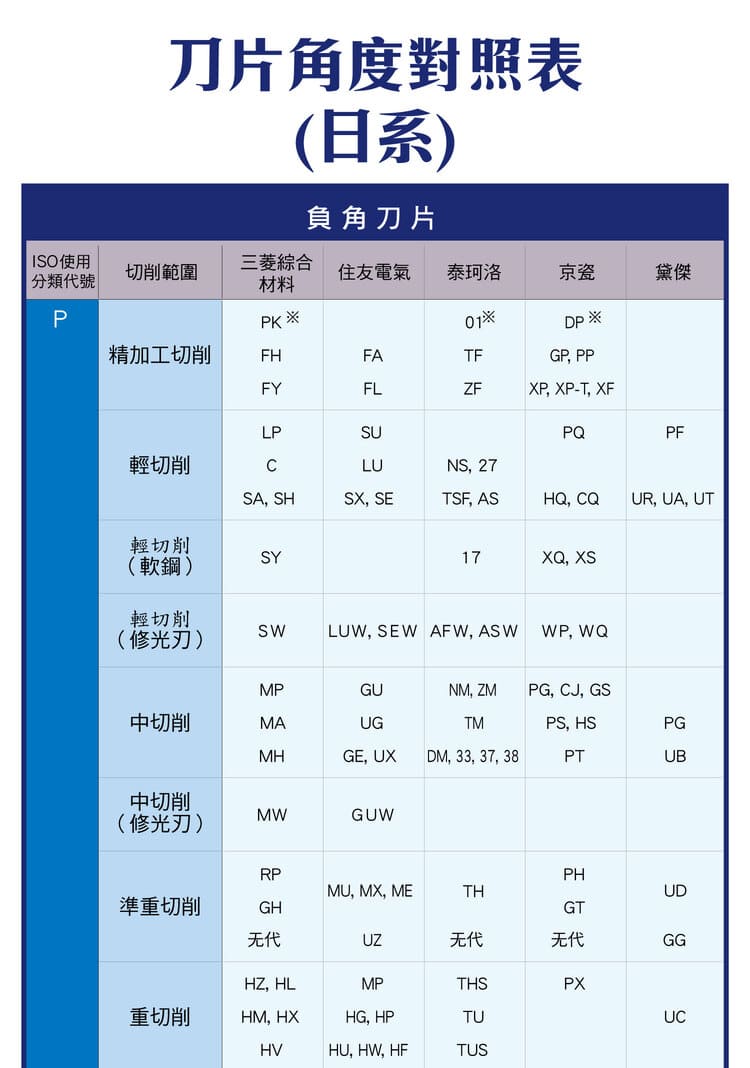
二、負角刀片(Negative Insert)
負角刀片刀尖強度高、抗衝擊能力強,且多可雙面使用、較經濟,適合重切削、高負荷加工,以及鑄鐵與鋼材等材料。
| 項目 | 內容 |
|---|---|
| 特性 | 刀尖強度高、抗衝擊、可雙面使用 |
| 適用加工 | 重切削、高負荷、鑄鐵與鋼材 |
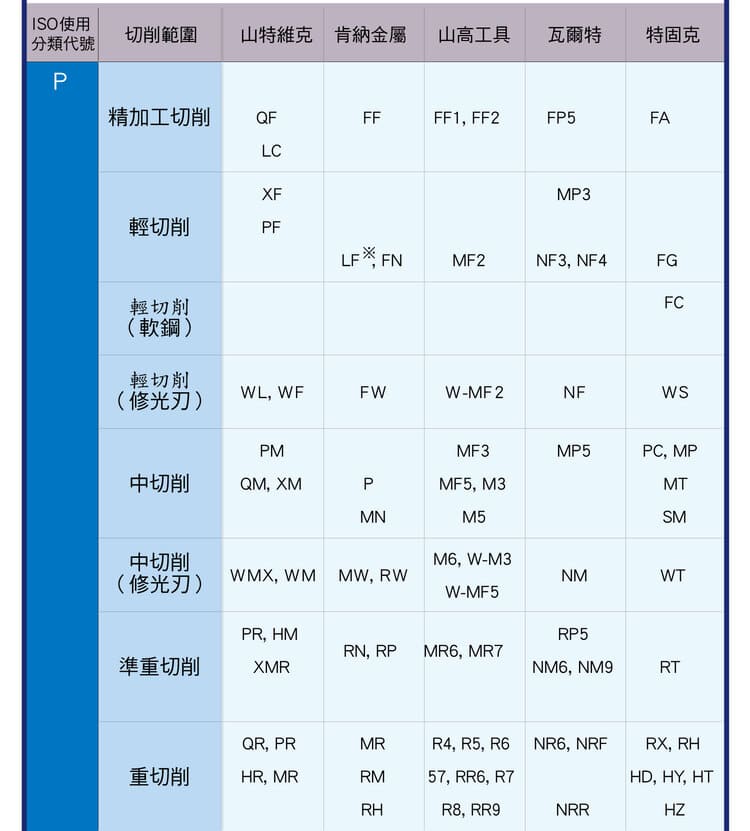

常見斷屑槽代號(原廠示例,實際以各品牌原廠型錄為準):
| 用途 | 斷屑槽代號 |
|---|---|
| 中切削 | MP、MA、MH |
| 重切削 | HM、HX、HV |

三、7° 正角刀片
7° 正角刀片切削阻力低、切削輕快,適合中低負荷加工,如精加工、輕切削與薄壁工件。
| 項目 | 內容 |
|---|---|
| 特性 | 切削阻力低、切削輕快、適合中低負荷 |
| 適用加工 | 精加工、輕切削、薄壁工件 |

常見斷屑槽代號(原廠示例,實際以各品牌原廠型錄為準):
| 用途 | 斷屑槽代號 |
|---|---|
| 精加工 | SMG、CF、CK |
| 輕切削 | FP、PF、GP |
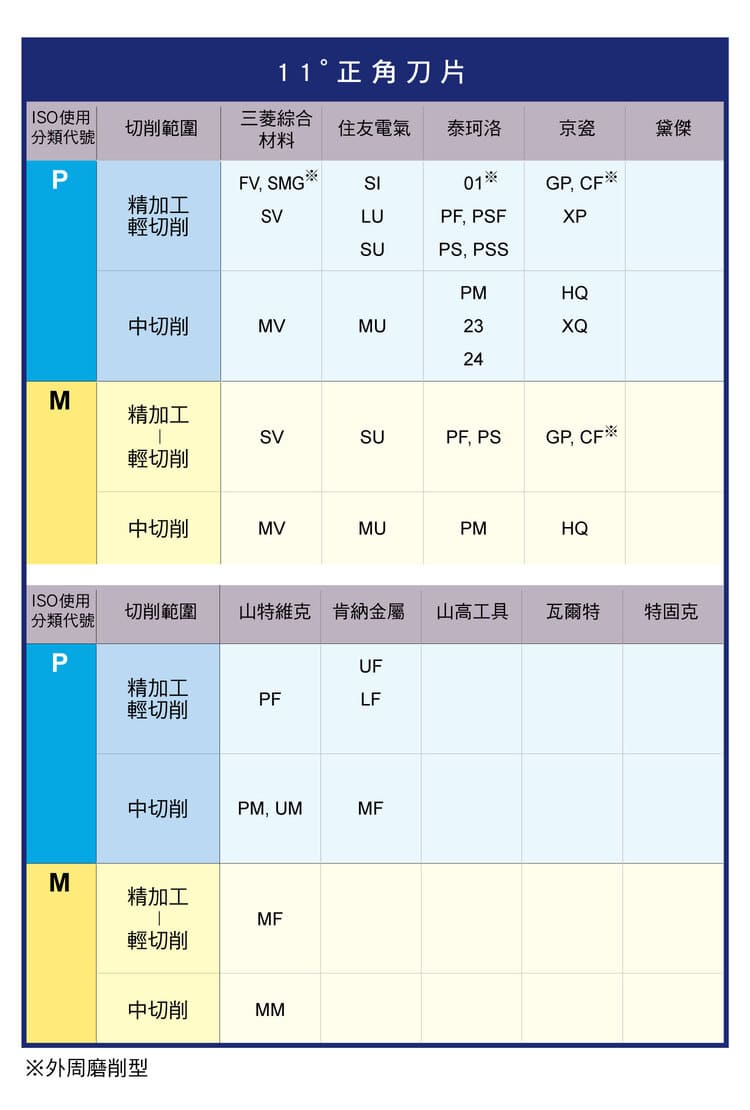
四、11° 正角刀片
11° 正角刀片比 7° 更鋒利、切削力更低,表面品質最佳,適合超精加工,以及不鏽鋼與鋁加工。
| 項目 | 內容 |
|---|---|
| 特性 | 比 7° 更鋒利、切削力更低、表面品質最佳 |
| 適用加工 | 超精加工、不鏽鋼與鋁加工 |
| 常見斷屑槽(原廠示例) | 精加工:FV、SV、SI;中切削:MV、MU |
五、ISO 分類與角度選擇
依 ISO 被削材分類(P、M、K、N、S),各材料群的角度選擇原則如下:
| ISO 分類 | 角度選擇建議 |
|---|---|
| P(鋼材) | 粗加工→負角;精加工→正角 |
| M(不鏽鋼) | 建議使用正角,減少加工硬化 |
| K(鑄鐵) | 優先負角,提升耐磨性 |
| N(有色金屬) | 使用正角,提升表面品質 |
| S(耐熱合金) | 正角或專用刀片,提升抗熱裂 |
六、斷屑槽(Chipbreaker)搭配邏輯
斷屑槽需依進給與切削深度搭配。精加工用小進給、細斷屑槽;中切削用通用型斷屑槽;重切削用強力斷屑槽或無斷屑槽。
| 加工型態 | 斷屑槽搭配 |
|---|---|
| 精加工 | 小進給、細斷屑槽 |
| 中切削 | 通用型斷屑槽 |
| 重切削 | 強力斷屑槽或無斷屑槽 |
七、刀片角度選型建議
綜合上述,依加工型態的刀片角度選型建議如下。實際切削速度與進給請依材料與機台條件計算,可參考〈車削加工計算公式大全〉;前後角原理見〈車削刀具前後角完整解析〉。
| 加工型態 | 建議刀片角度 |
|---|---|
| 重切削 | 負角刀片 |
| 一般加工 | 7° 正角 |
| 高精度加工 | 11° 正角 |
| 薄件加工 | 正角刀片 |
常見問題 FAQ
Q:負角與正角刀片差在哪?
負角刀片刀尖強度高、抗衝擊、多可雙面使用,適合重切削與鑄鐵鋼材;正角刀片切削阻力低、切削輕快、表面品質好,適合精加工、輕切削與薄壁工件。
Q:7° 正角和 11° 正角怎麼選?
7° 正角適合一般精加工與輕切削;11° 正角比 7° 更鋒利、切削力更低、表面品質最佳,適合超精加工以及不鏽鋼、鋁等材料。
Q:不同 ISO 材料群角度怎麼配?
P 鋼材粗加工用負角、精加工用正角;M 不鏽鋼用正角減少加工硬化;K 鑄鐵優先負角提升耐磨;N 有色金屬用正角提升表面品質;S 耐熱合金用正角或專用刀片。
Q:斷屑槽代號可以直接跨品牌套用嗎?
不建議。文中斷屑槽代號(如 MP、SMG、FV 等)為原廠示例,各品牌命名與適用範圍不同,實際選用請以各品牌原廠型錄為準。









