刀具磨損分析大全:崩刃、積屑瘤與熱龜裂對策|CNC57
刀具磨損是影響 CNC 加工品質與效率的關鍵因素,常見包含後刀面磨損、前刀面磨損、積屑瘤、崩刃與熱龜裂等類型。不同磨損形式反映切削條件、材料特性與刀具設計問題。掌握各類磨損特徵與對應對策,可有效延長刀具壽命並提升加工穩定性。
一、刀具磨損的主要類型
刀具在切削過程中會產生不同形式的損傷,常見包括後刀面磨損、前刀面磨損(月牙洼磨損)、積屑瘤(黏結)、崩刃、破損與熱龜裂。這些現象會直接影響加工精度與表面品質。
| 磨損類型 | 說明 |
|---|---|
| 後刀面磨損 | 後刀面與工件摩擦造成的漸進磨耗 |
| 前刀面磨損(月牙洼) | 切屑流經前刀面形成凹坑 |
| 積屑瘤(黏結) | 材料黏附刀刃形成積屑 |
| 崩刃 / 破損 | 刀刃局部或整體崩裂 |
| 熱龜裂 | 溫度反覆變化造成裂紋 |
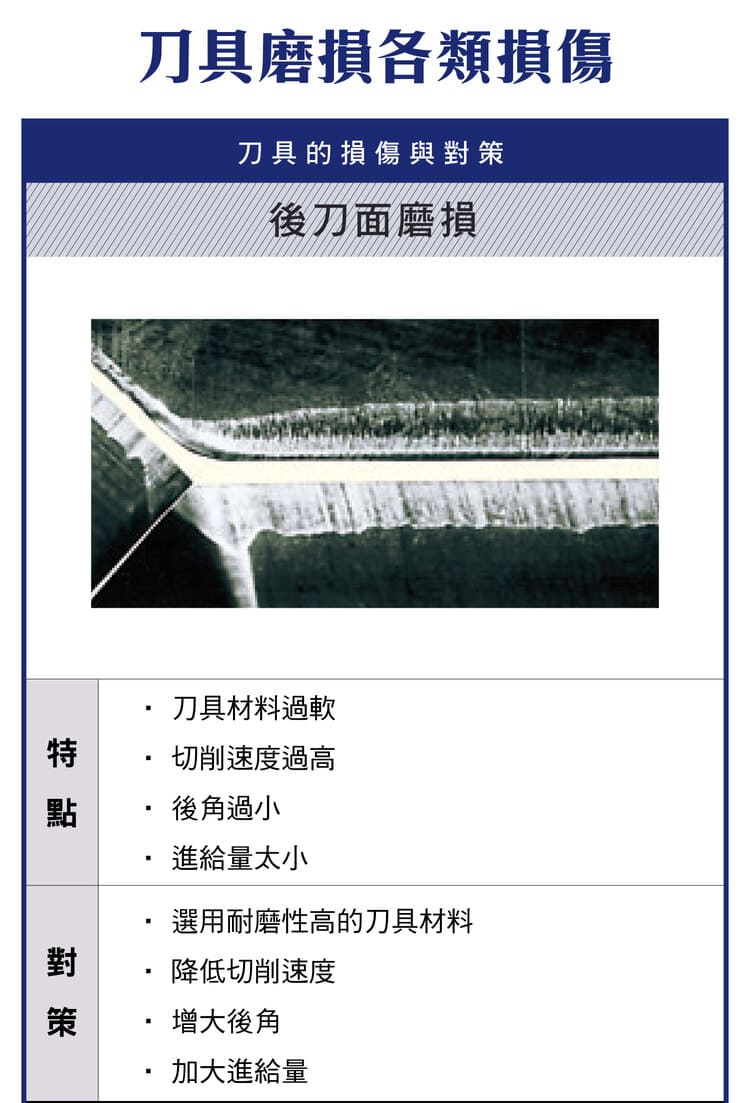
二、後刀面磨損(Flank Wear)
後刀面磨損是最常見的正常磨耗型態,多因刀具材料過軟、切削速度過高、後角不足或進給量過小而加劇。
| 常見原因 | 對策 |
|---|---|
| 刀具材料過軟、切削速度過高、後角不足、進給量過小 | 選用高耐磨刀具材料、降低切削速度、增大後角、提高進給量 |
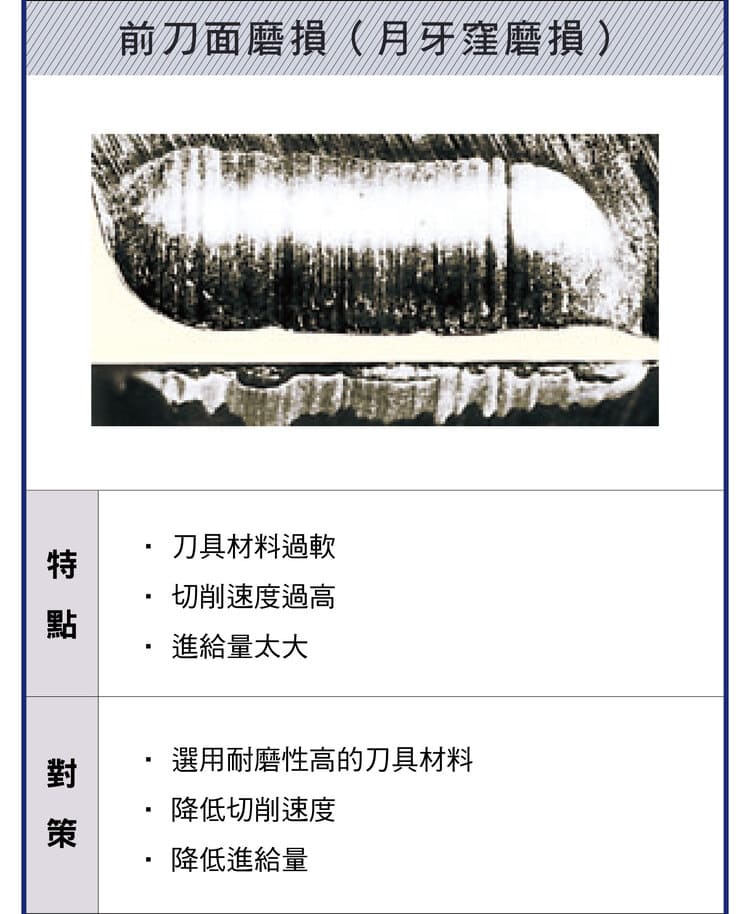
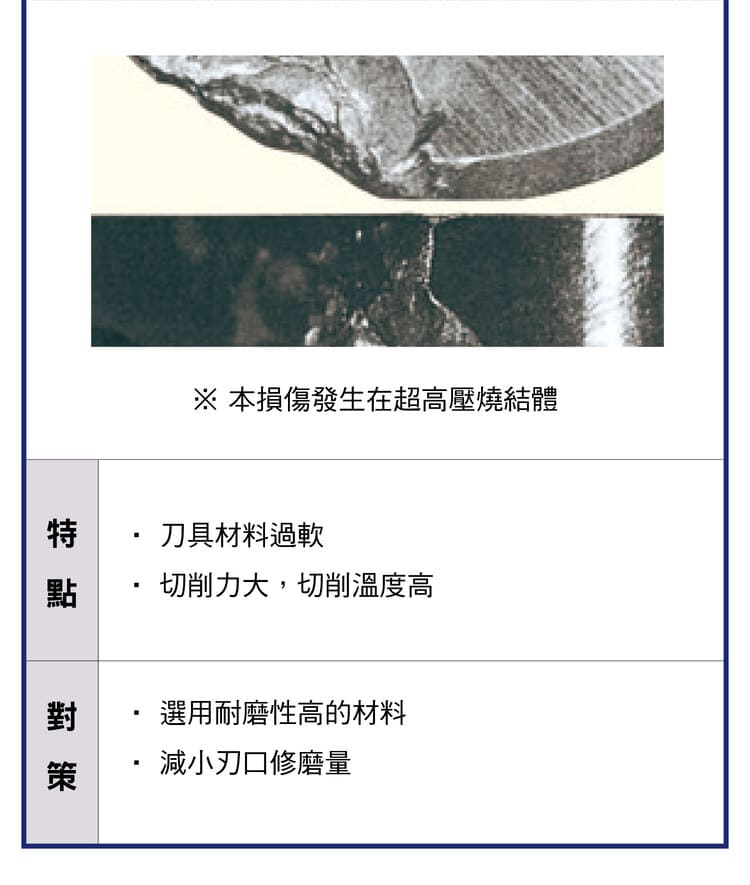
三、前刀面磨損(月牙洼磨損)
切屑高速流經前刀面,在高溫高壓下形成月牙狀凹坑,常因刀具材料過軟、切削速度過高或進給量過大而發生。
| 常見原因 | 對策 |
|---|---|
| 刀具材料過軟、切削速度過高、進給量過大 | 使用耐磨材料、降低切削速度、降低進給量 |
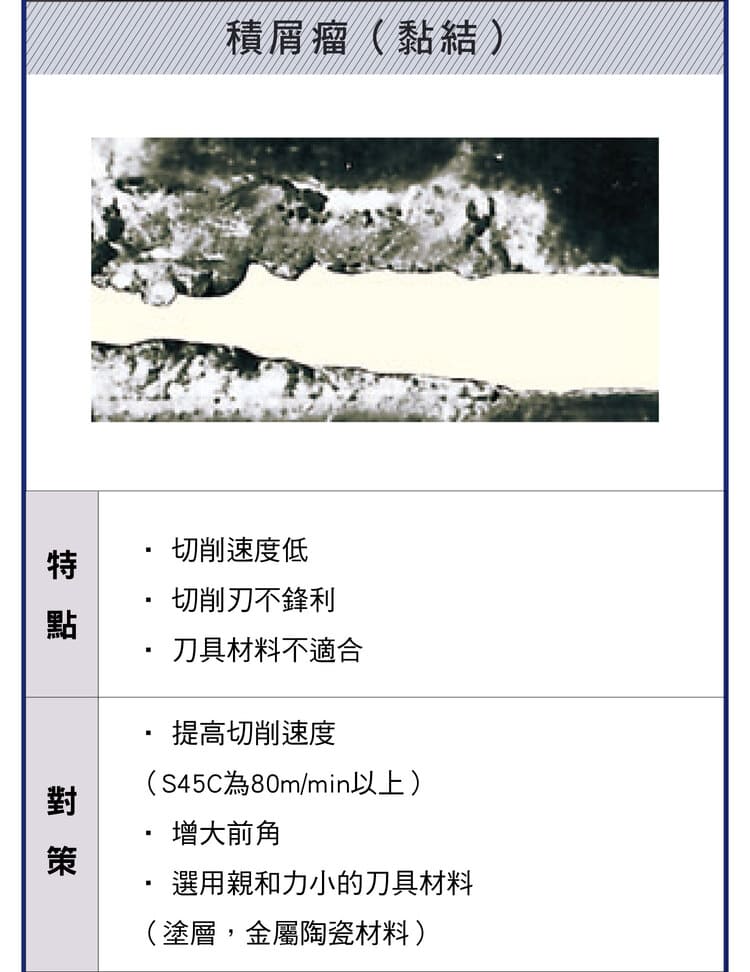
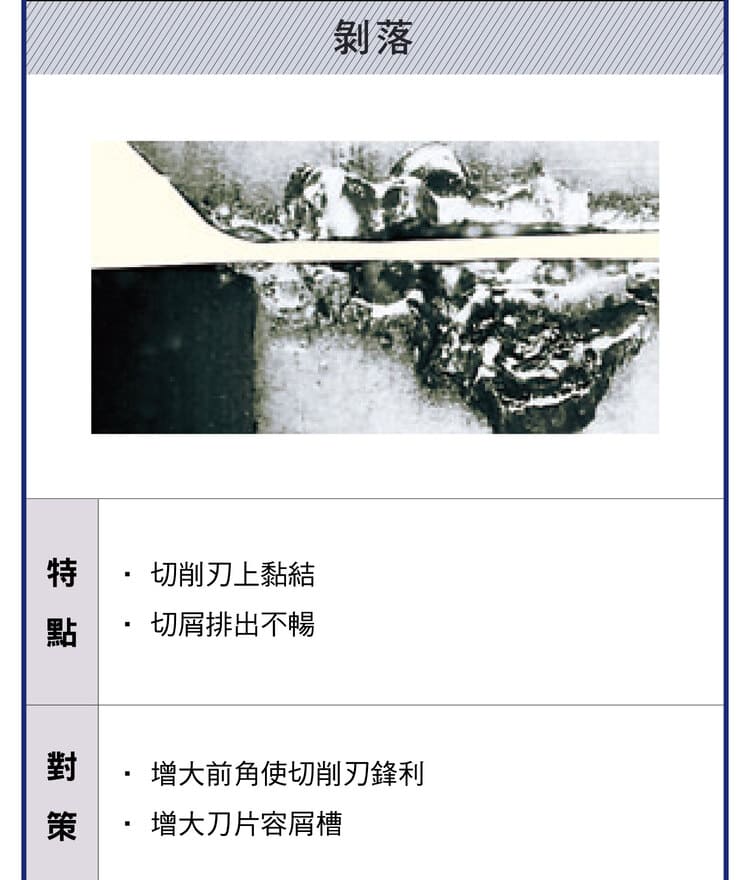
四、積屑瘤(Built-Up Edge)
積屑瘤是工件材料黏附在刀刃上形成的積屑,常見於切削速度低、刀具不鋒利或材料黏性高的情況,會使表面變差、尺寸不穩。
| 常見原因 | 對策 |
|---|---|
| 切削速度低、刀具不鋒利、材料黏性高 | 提高切削速度、增大前角、選用低親和力材料(如塗層刀具) |
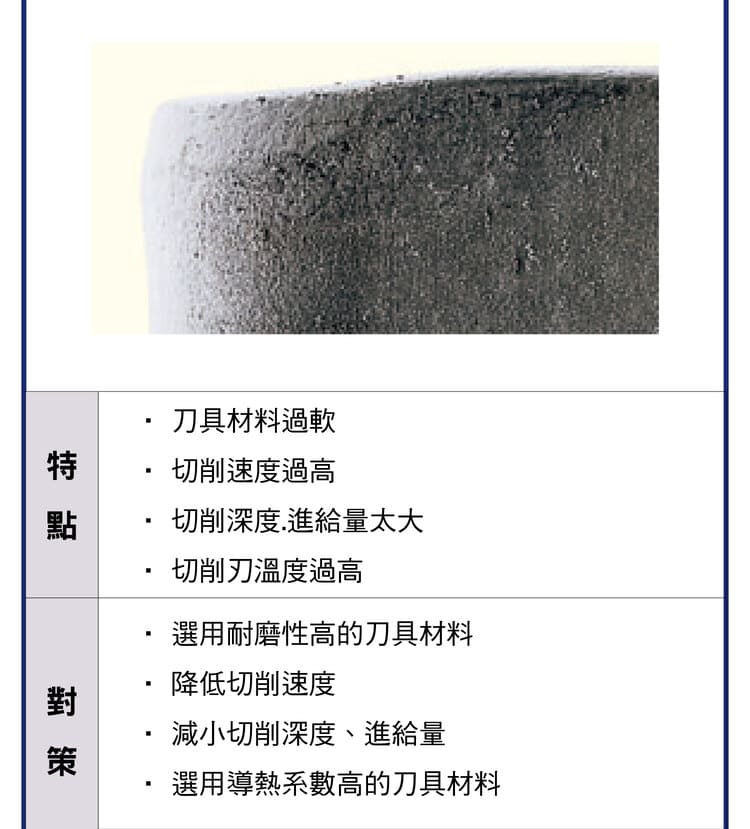
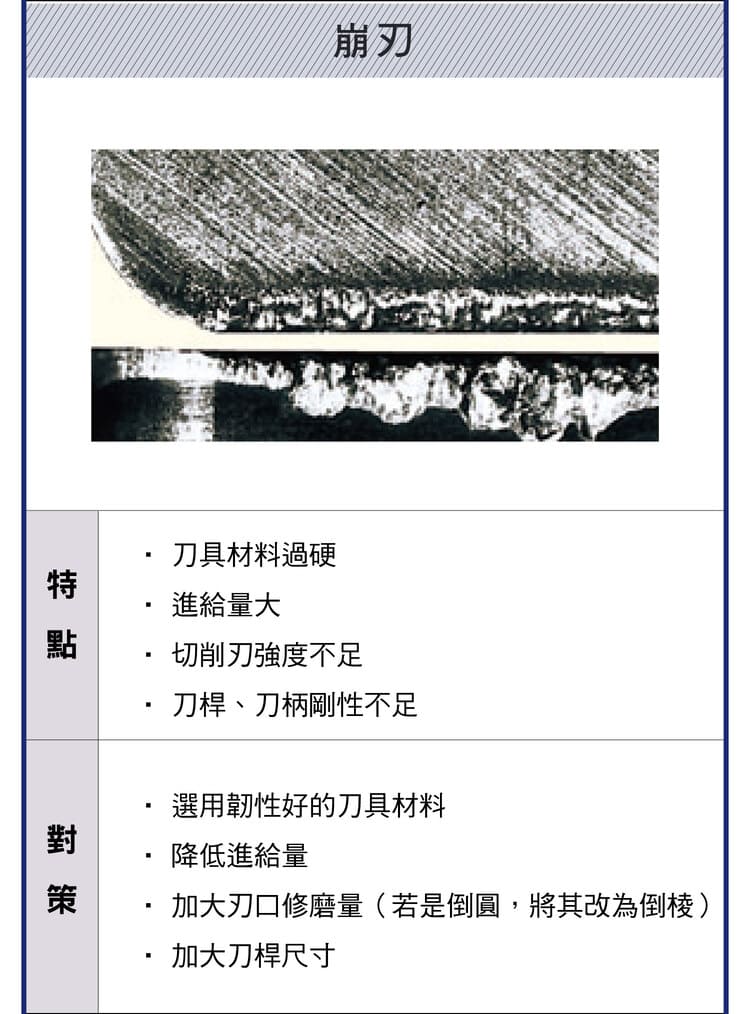
五、崩刃(Chipping)
崩刃為刀刃局部小塊崩裂,多因刀具材料過硬、進給量過大、刀具強度不足或刀桿剛性不足所致。
| 常見原因 | 對策 |
|---|---|
| 刀具材料過硬、進給量過大、刀具強度不足、刀桿剛性不足 | 選用韌性較佳材料、降低進給量、增加刀具尺寸與剛性、增加倒角或修磨 |
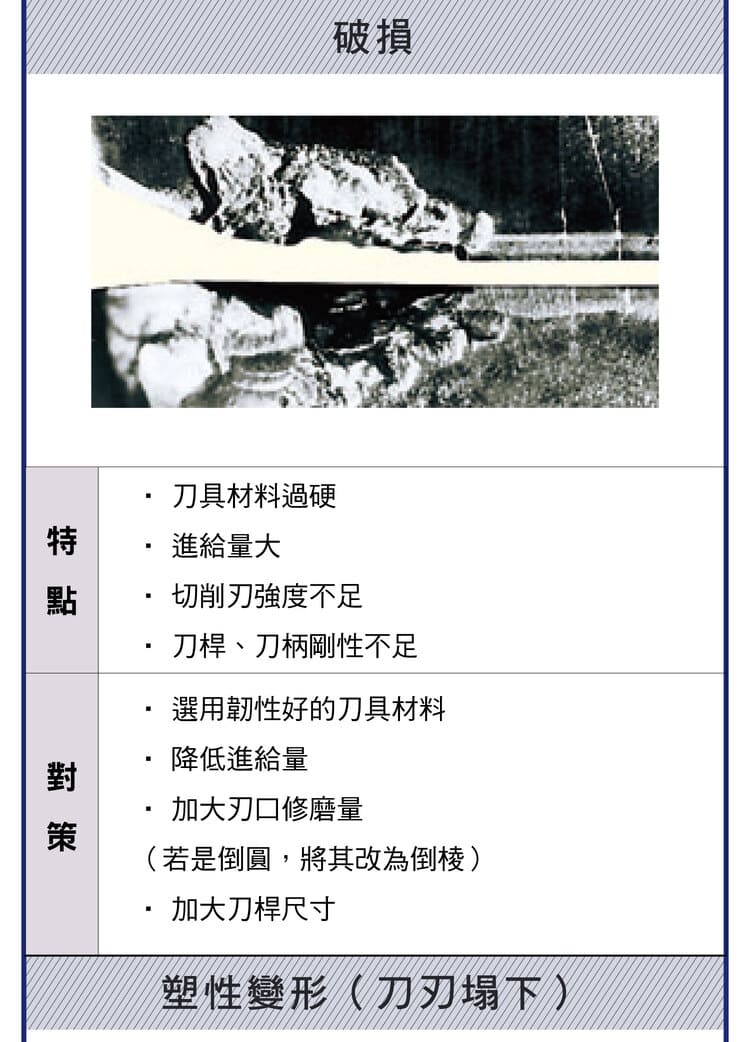
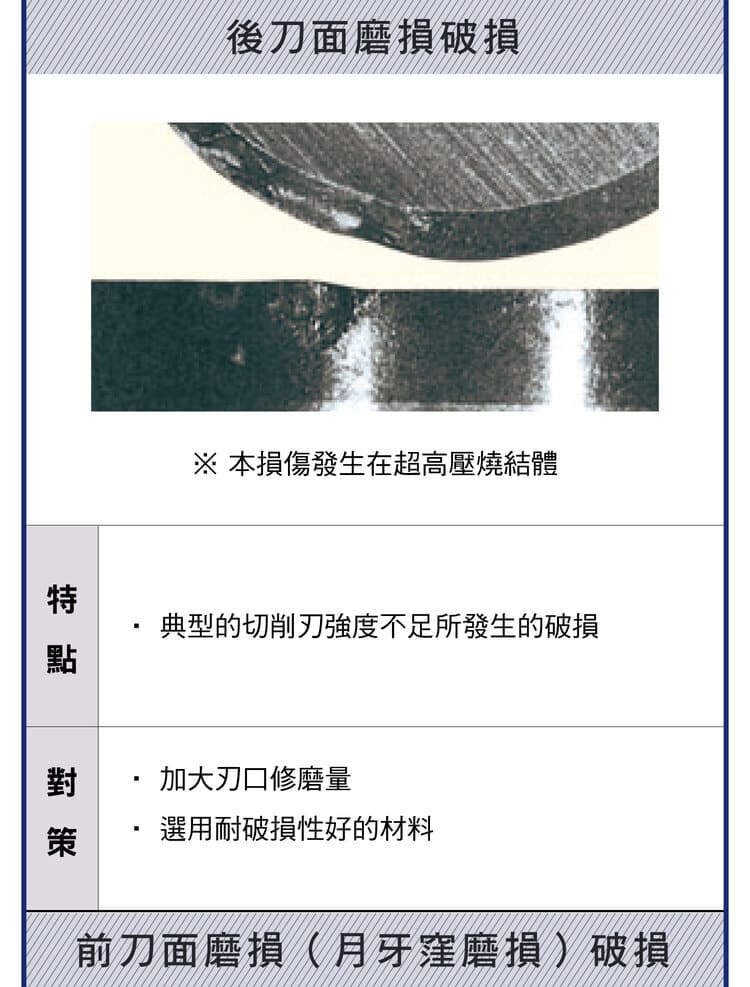
六、破損(Fracture)
破損為刀刃或刀片整體斷裂,屬嚴重失效,常因切削負荷過大、材料或刀具強度不足、刀具結構不穩定造成。
| 常見原因 | 對策 |
|---|---|
| 切削負荷過大、材料或刀具強度不足、刀具結構不穩定 | 降低切削負荷、提高刀具韌性、改善刀具幾何 |
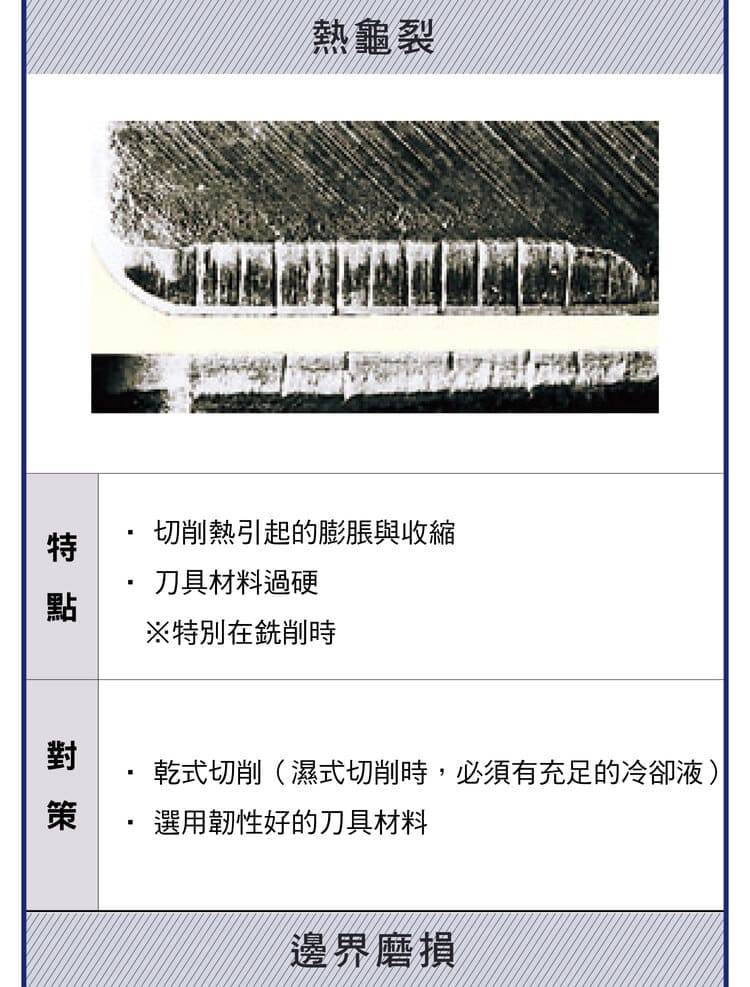
七、熱龜裂(Thermal Cracking)
熱龜裂為溫度反覆熱脹冷縮造成的裂紋,常因刀具材料過硬,且常發生於斷續切削(如銑削)。車削中若冷卻不穩也可能出現。
| 常見原因 | 對策 |
|---|---|
| 熱脹冷縮反覆作用、刀具材料過硬、常見於斷續切削 | 採用穩定切削方式、使用乾式或穩定冷卻、選用高韌性材料 |
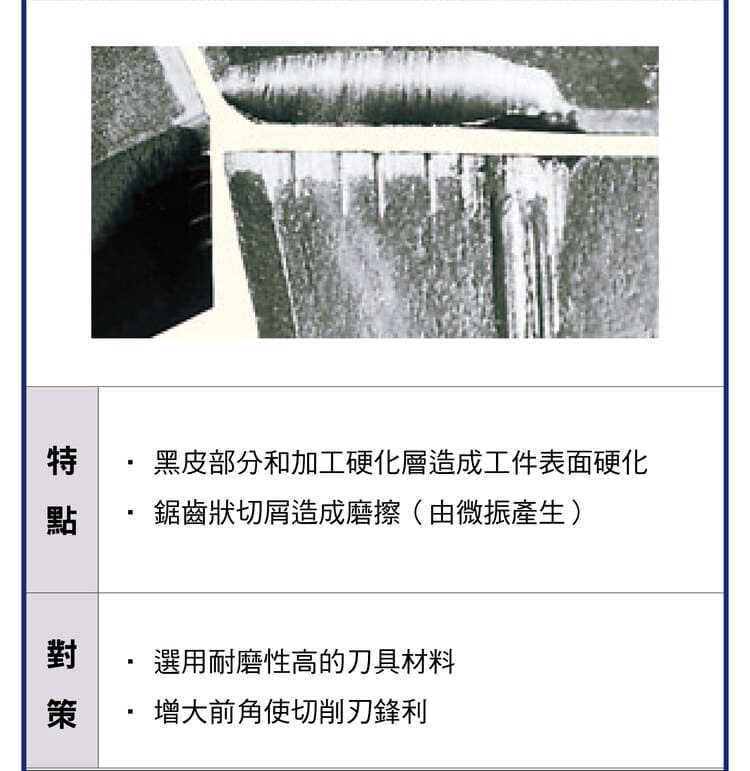
八、表面硬化與振動磨損
加工硬化層形成或微振動,會造成刀刃鋸齒狀磨損,影響表面與尺寸穩定。
| 常見原因 | 對策 |
|---|---|
| 加工硬化層形成、微振動造成鋸齒狀磨損 | 使用耐磨刀具、改善切削穩定性、增大前角 |
九、CNC 加工應用建議
依加工型態,磨損控制的重點不同。實際切削速度與進給請依材料與機台條件計算,可參考〈車削加工計算公式大全〉。
| 加工型態 | 磨損控制重點 |
|---|---|
| 高速加工 | 注意熱磨損與熱裂 |
| 重切削加工 | 避免崩刃與破損 |
| 精加工 | 控制後刀面磨損 |
磨損型態多與刀具角度相關,前後角搭配見〈車削刀具前後角完整解析〉;刀片型號選擇見〈ISO車削刀片規範解析〉。
常見問題 FAQ
Q:後刀面磨損太快怎麼辦?
後刀面磨損多因刀具過軟、切削速度過高或後角不足。可改用高耐磨刀具材料、適度降低切削速度、增大後角,並檢視進給量是否過小造成刀刃在硬化層滑磨。
Q:積屑瘤如何消除?
積屑瘤好發於低速、刀具不鋒利或黏性材料。對策是提高切削速度脫離積屑瘤生成區、增大前角讓切削更鋒利,並選用低親和力的塗層刀具。
Q:崩刃和破損差在哪?
崩刃是刀刃局部小塊崩裂,多與進給過大、刀具過硬或剛性不足有關;破損是刀片整體斷裂的嚴重失效,多因切削負荷過大或結構不穩。前者調參數與剛性,後者需降負荷並提高韌性。
Q:熱龜裂主要發生在什麼加工?
熱龜裂由溫度反覆熱脹冷縮造成,最常見於斷續切削(如銑削)。對策是採穩定切削方式、使用乾式或穩定的冷卻(避免忽冷忽熱),並選用高韌性刀具材料。









