鎢鋼鑽頭修磨要點:角度設定、橫刃X型與刃口鈍化|CNC57
鎢鋼鑽頭的修磨品質直接影響加工精度、切削效率與刀具壽命。關鍵要點包含橫刃修磨、後角設定與切削刃鈍化(R 角):鑽尖角約 140°、第二後角約 8°~12°、橫刃採 X 型修磨並保留適當長度。透過正確的修磨流程與角度控制,可降低切削阻力、提升排屑並避免崩刃。本文整理標準化修磨要點,作為提升 CNC 鑽孔穩定性的參考。
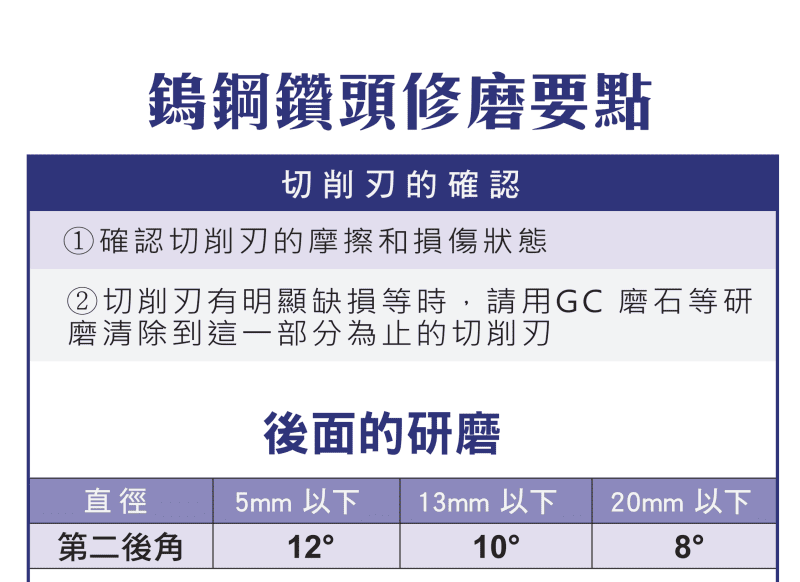
一、修磨的目的與修磨前檢查
修磨可恢復切削性能、延長刀具壽命並提升加工精度。動手前先確認切削刃是否磨耗或缺損、是否有崩刃,以及刀具摩擦狀況;若損傷明顯,需先修整刃口再研磨。
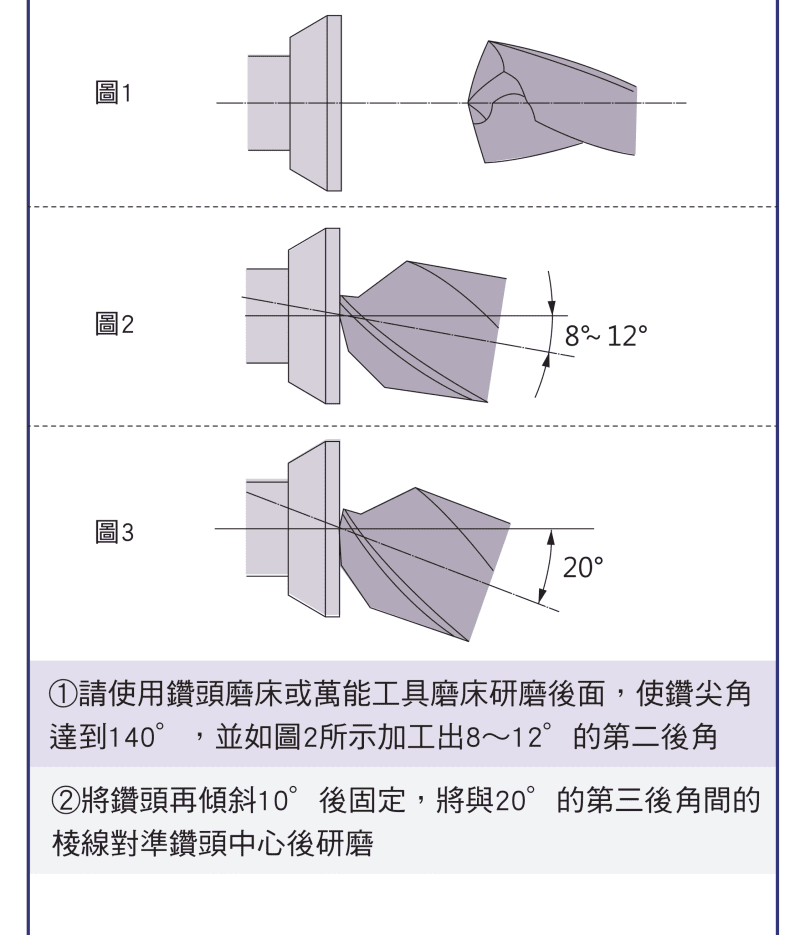
二、後角與鑽尖角設定(參考)
| 項目 | 參考角度 |
|---|---|
| 鑽尖角 | 約 140° |
| 第二後角(⌀5mm 以下) | 約 12° |
| 第二後角(⌀13mm 以下) | 約 10° |
| 第二後角(⌀20mm 以下) | 約 8° |
| 第三後角 | 約 20° |
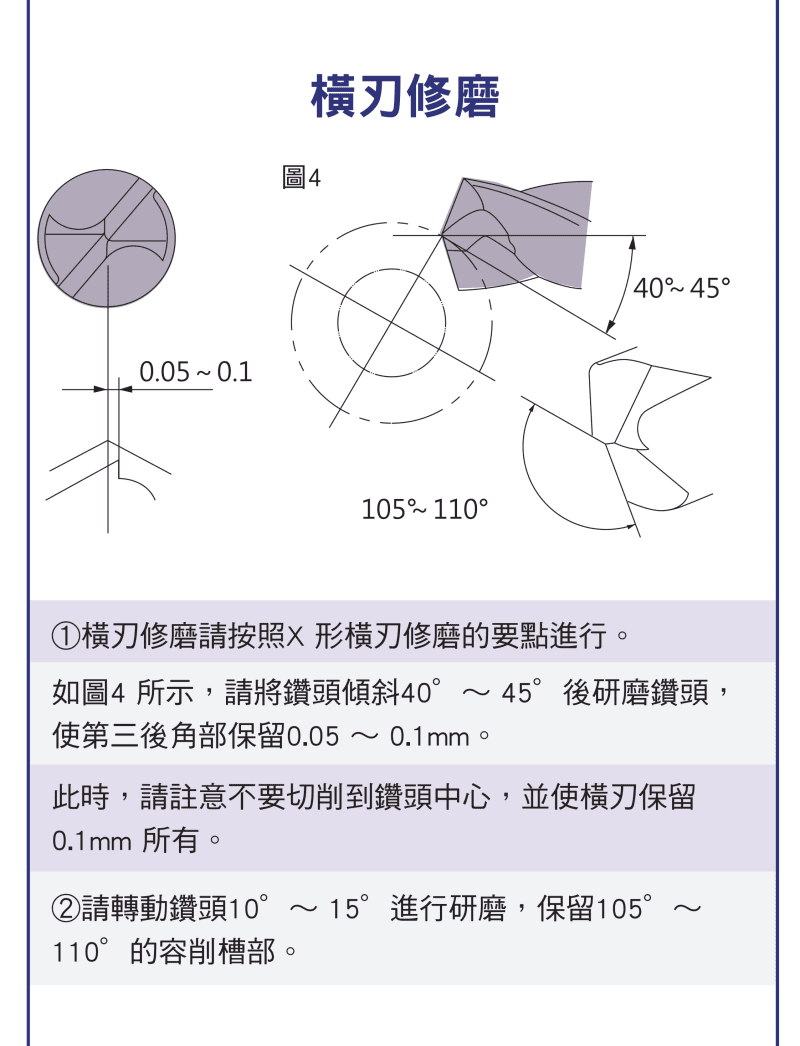
三、橫刃修磨(X 型)
| 控制項 | 參考值 |
|---|---|
| 研磨傾角 | 鑽頭傾斜約 40°~45° |
| 橫刃保留長度 | 約 0.1 mm |
| 第三後角保留 | 約 0.05~0.1 mm |
目的在降低切削阻力、提升切入穩定性;橫刃過長或過短都會影響定心與推力。
四、切削刃與容屑槽設計
切削刃可旋轉約 10°~15° 修磨,容屑槽角度維持約 105°~110°,有助於改善排屑、降低堵塞。
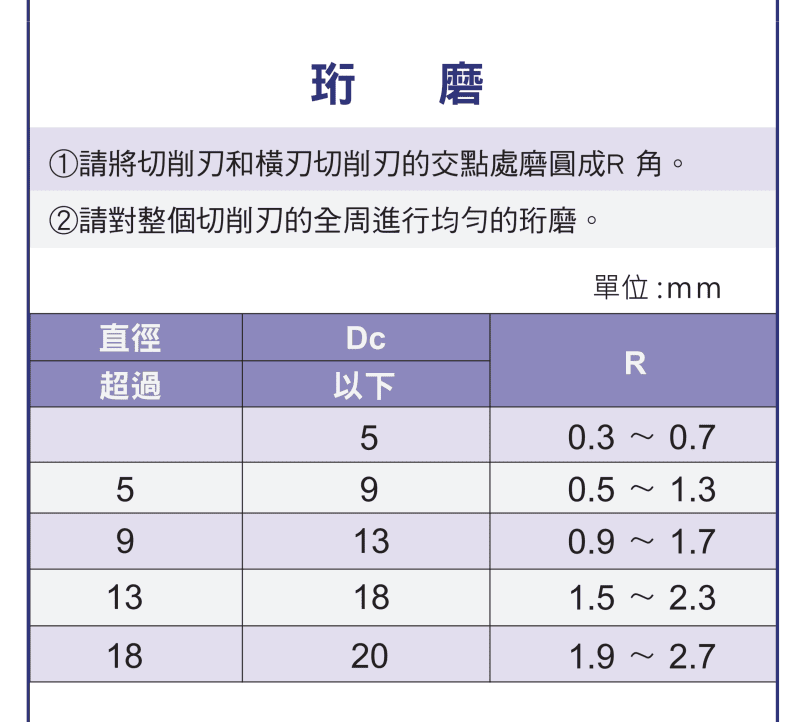
五、切削刃 R 角與鈍化(依直徑,參考)
| 直徑 | R 角建議 |
|---|---|
| ⌀5mm | 0.3~0.7 mm |
| ⌀5~9mm | 0.5~1.3 mm |
| ⌀9~13mm | 0.9~1.7 mm |
| ⌀13~18mm | 1.5~2.3 mm |
| ⌀18~20mm | 1.9~2.7 mm |
刃口鈍化(R 角)可降低崩刃、提升耐磨性,是鎢鋼鑽頭修磨不可省略的步驟。
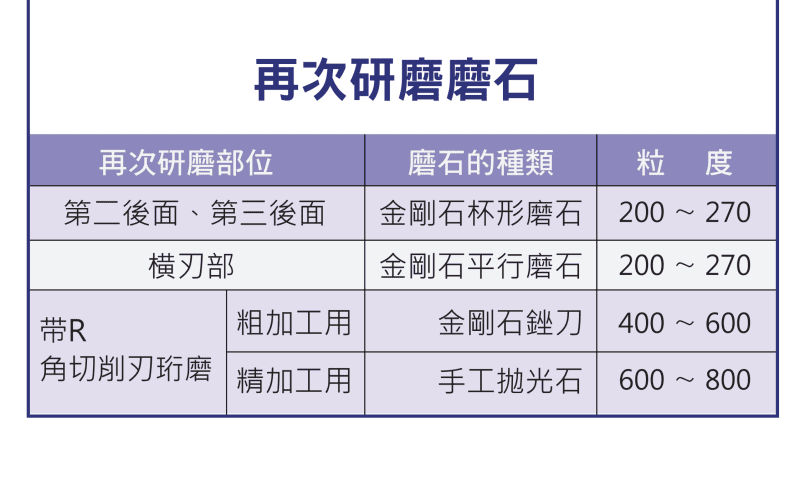
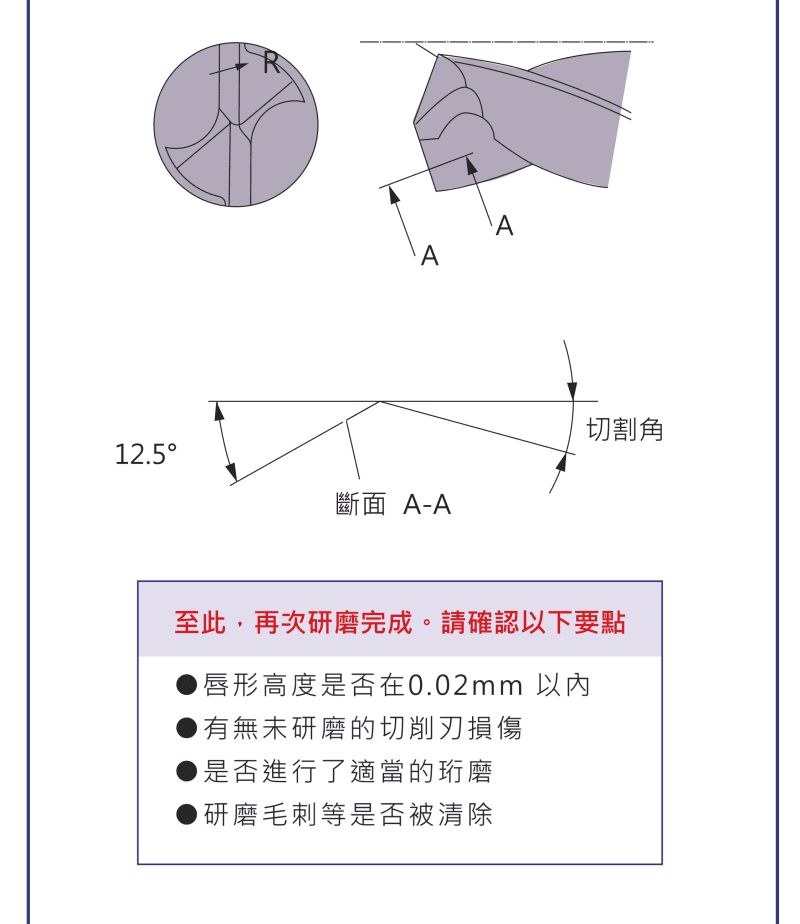
六、珩磨與表面處理
| 項目 | 要求 / 工具 |
|---|---|
| 唇形高度誤差 | ≤ 0.02 mm、全周均勻珩磨 |
| 去毛邊 | 確實去除刃口毛邊 |
| 珩磨工具 | 鑽石磨石(約 200~270 粒度) |
| 精加工粒度 | 約 600~800 |
七、常見修磨錯誤
| 錯誤 | 後果 |
|---|---|
| 橫刃過長或過短 | 定心不良、推力異常 |
| 後角設定錯誤 | 切削阻力上升、易磨耗 |
| 未進行刃口鈍化 | 崩刃風險升高 |
| 容屑槽角度不足 | 排屑不良、易堵塞 |
八、修磨最佳化建議
建立標準化修磨流程、定期檢查刀具幾何、搭配適當切削條件,並使用高精度磨床設備,能讓修磨品質穩定一致。修磨後的磨耗判讀可搭配〈鑽頭磨耗因素解析〉。以上角度與尺寸為通用參考值,實際請以刀具原廠或研磨設備規範為準。
常見問題 FAQ
Q:鎢鋼鑽頭鑽尖角設多少?
常見參考值約 140°。第二後角則依直徑,約 ⌀5mm 以下 12°、⌀13mm 以下 10°、⌀20mm 以下 8°;第三後角約 20°。實際以原廠或研磨規範為準。
Q:橫刃為什麼要做 X 型修磨?
X 型橫刃修磨能降低切削阻力、提升切入穩定性。橫刃保留約 0.1mm、以 40°~45° 傾斜研磨;過長或過短都會影響定心與推力。
Q:刃口鈍化(R 角)可以省略嗎?
不建議。R 角鈍化能降低崩刃、提升耐磨性,是鎢鋼鑽頭修磨的重要步驟。R 角大小依直徑而定,直徑越大 R 角越大。
Q:珩磨用什麼磨石?
通常使用鑽石磨石(約 200~270 粒度),精加工再用約 600~800 粒度;珩磨需全周均勻、唇形高度誤差控制在 0.02mm 以內並去除毛邊。
標籤
分享









