鑽頭磨耗因素解析:磨耗型態(We/Wf/Wo/Wm)辨識與對策|CNC57
鑽頭磨耗是影響加工品質與刀具壽命的關鍵。常見磨耗依位置分為外圓刃磨損(Wo)、後刀面磨損(Wf)、橫刃磨損(We)與刀帶磨損(Wm),另有月牙洼磨耗等。這些磨耗多由進給過大、材料硬度不均與加工振動引起,進而導致崩刃、熔融甚至斷裂。本文說明磨耗型態的辨識、成因、重磨概念與改善對策,協助你延長鑽頭壽命、穩定鑽孔品質。
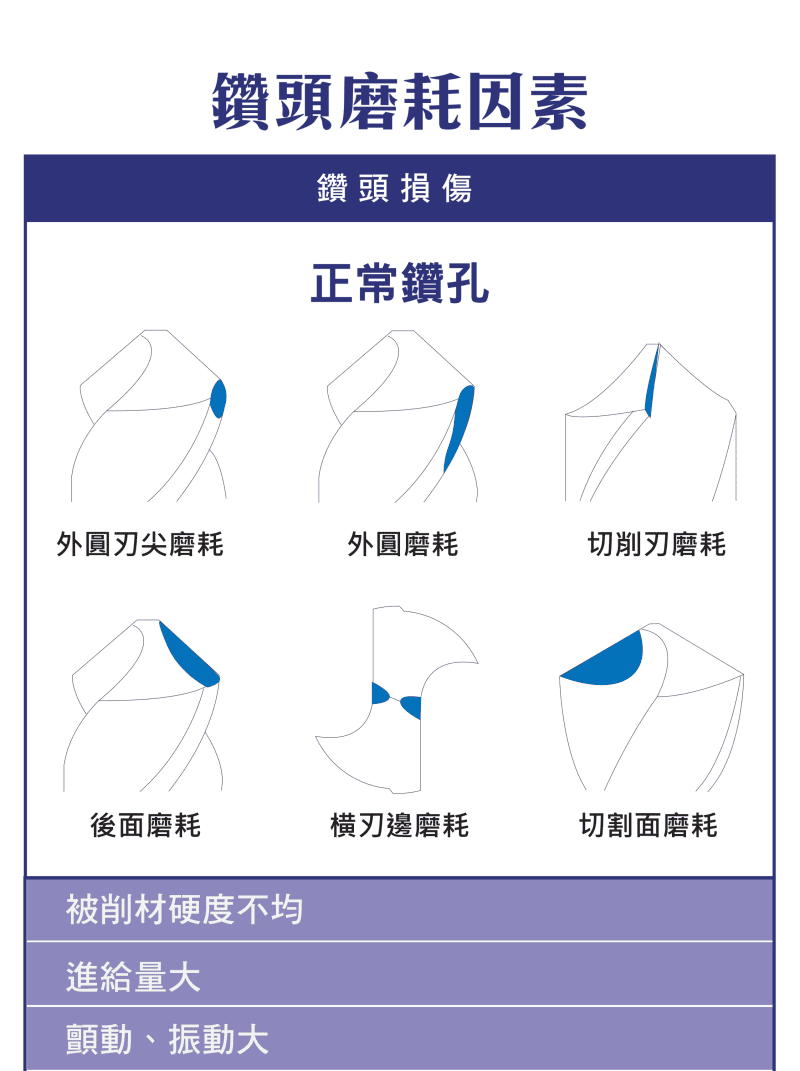
一、磨耗型態辨識(Wo/Wf/We/Wm)
| 代號 | 位置 | 特性 | 影響 |
|---|---|---|---|
| 外圓刃磨損 Wo | 鑽頭外徑 | 通常磨損最嚴重 | 孔徑精度下降、刀具壽命關鍵 |
| 後刀面磨損 Wf | 切削刃後方 | 長時間摩擦造成 | 壽命下降、表面粗糙度變差 |
| 橫刃磨損 We | 鑽頭中心橫刃 | 切削阻力大、易生熱 | 推力增加、影響鑽孔精度 |
| 刀帶磨損 Wm | 刀帶與孔壁接觸區 | 與孔壁摩擦 | 孔壁粗糙度變差、摩擦熱增加 |
| 月牙洼磨耗 | 前刀面 | 高溫下切削熱累積 | 刀具熔融、強度下降 |
二、正常磨耗 vs 異常磨耗
| 類型 | 特徵 |
|---|---|
| 正常磨耗 | 均勻分布、切削穩定 |
| 異常磨耗 | 局部破損、刀具崩刃、壽命急劇下降 |
三、磨耗的主要原因
| 因素 | 情形 | 影響 |
|---|---|---|
| 材料 | 被削材硬度不均 | 局部磨耗加劇、負荷不均 |
| 切削條件 | 進給量過大 | 切削力增加、磨耗加快 |
| 機械 | 顫動與振動 | 刀具破損、切削不穩 |
| 排屑與熱 | 鐵屑堵塞、切削熱累積 | 刀具熔融、月牙洼磨耗 |
切削速度過高、進給不當與冷卻不足都會加速磨損並產生崩刃;切削條件的設定可參考〈鑽頭切削參數設定指南〉。
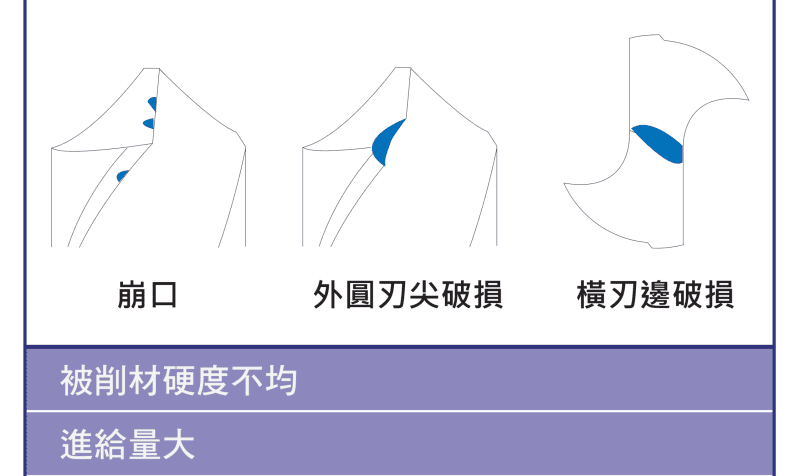
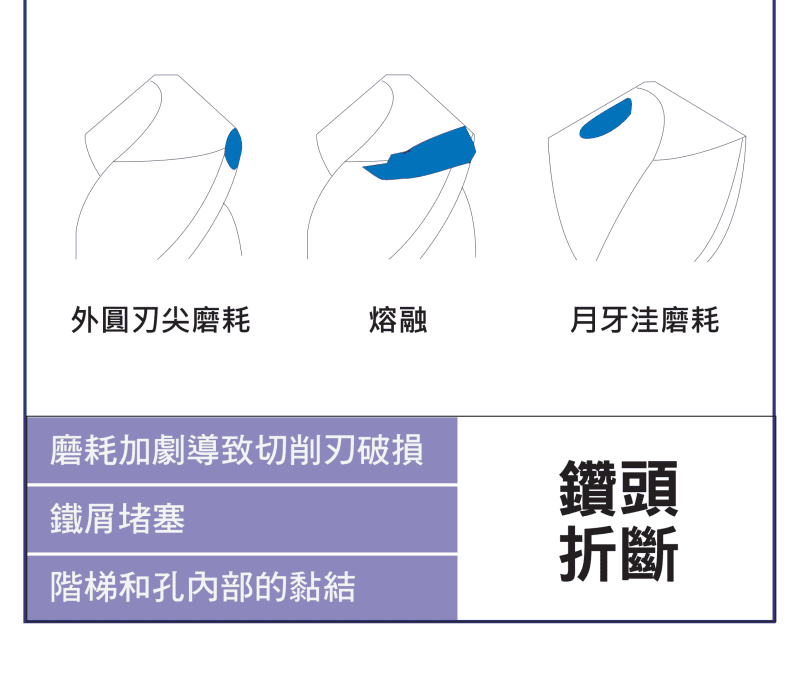
四、磨耗惡化的結果
磨耗持續惡化會由切削刃崩口,逐步發展為外圓刃尖破損、橫刃邊破損,最終導致鑽頭折斷。及早辨識與換刀,是避免斷刀與孔品質崩壞的關鍵。
五、重磨(Regrinding)概念
| 項目 | 說明 |
|---|---|
| 定義 | 去除磨損部分、重新研磨刃口 |
| 適用 | 刀刃磨耗、輕微破損 |
| 限制 | 嚴重破損需報廢 |
鎢鋼鑽頭的角度設定與修磨要點,詳見〈鎢鋼鑽頭修磨要點〉。
六、磨耗對策與改善
| 方向 | 做法 |
|---|---|
| 切削條件 | 降低切削速度、調整進給量 |
| 冷卻排屑 | 使用內冷鑽頭、改善切削油供給 |
| 刀具選擇 | 高耐磨塗層、選用適合材料的刀具 |
| 設備 | 提升機台剛性、降低振動 |
七、實務判斷技巧
| 觀察 | 判斷 |
|---|---|
| 刃口變鈍 | 正常磨耗 |
| 局部崩裂 | 切削條件不良 |
| 表面熔融 | 溫度過高 |
常見問題 FAQ
Q:We、Wf、Wo、Wm 是什麼?
分別代表橫刃磨損(We)、後刀面磨損(Wf)、外周/外圓刃磨損(Wo)與刀帶磨損(Wm)。其中外圓刃磨損通常最嚴重,直接影響孔徑精度與刀具壽命。
Q:怎麼分辨正常磨耗與異常磨耗?
正常磨耗均勻、切削穩定;異常磨耗會有局部破損、崩刃與壽命急劇下降。刃口變鈍多為正常,局部崩裂多為條件不良,表面熔融代表溫度過高。
Q:鑽頭磨損了一定要換新嗎?
不一定。刀刃磨耗或輕微破損可透過重磨恢復切削性能;但嚴重破損(如大缺口、折斷)則需報廢。重磨要點見鎢鋼鑽頭修磨文章。
Q:如何延長鑽頭壽命?
控制切削速度與進給、改善排屑與冷卻、選用高耐磨塗層並提升機台剛性;同時定期觀察磨耗型態,及早調整或換刀。
標籤
分享









