中心鑽使用說明:A/B/R型中心孔角度與加工應用|CNC57
中心鑽是加工中心孔與定位的重要工具,常見有 A 型、B 型與 R 型中心孔設計。不同中心孔角度(60°、90°)與結構會直接影響加工穩定性、定位精度與後續加工品質;其中 R 型中心孔以圓弧過渡設計提升中心穩定性,並改善表面粗糙、毛邊與變形等問題。本文說明中心鑽用途、中心孔類型與選用原則,作為高精度加工與 CNC 車削的參考。
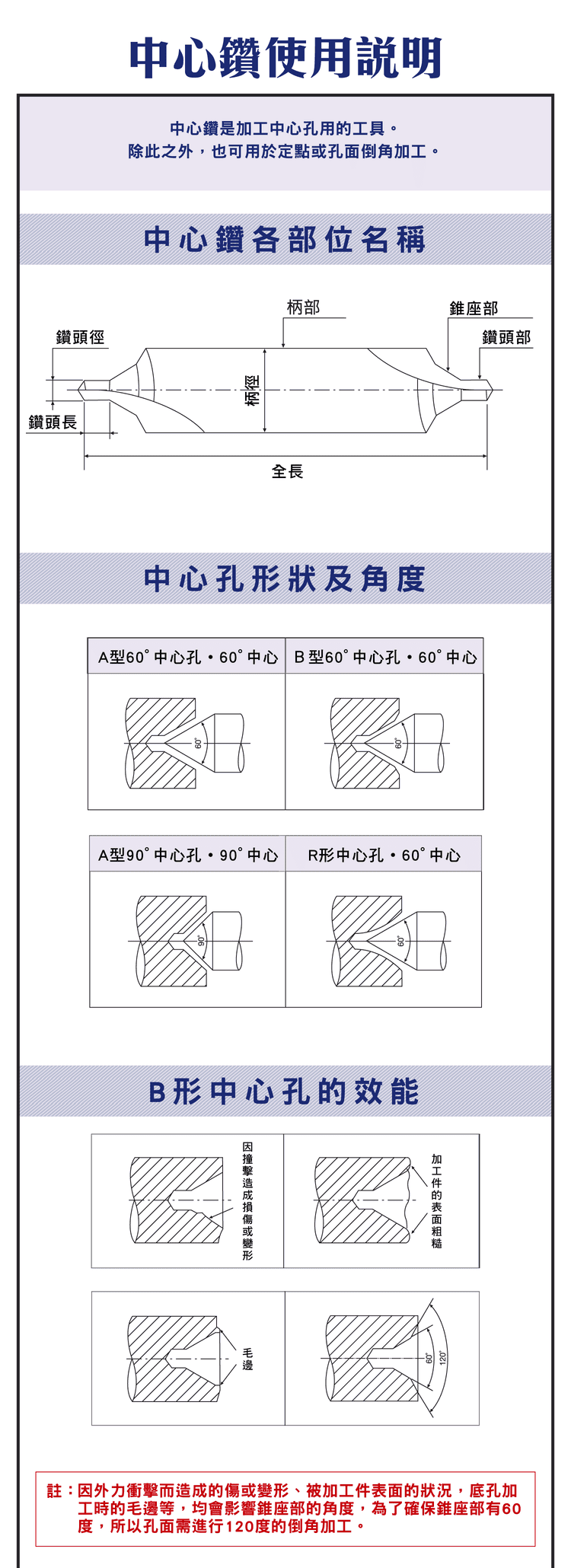
一、中心鑽的用途與結構
中心鑽主要用於加工中心孔、提供定位基準與支撐車削加工,也可用於定點加工與倒角。其主要部位包含鑽頭部、錐座部與柄部,全長與柄徑會影響切削穩定性、剛性與加工精度。
二、中心孔類型(A/B/R 型)
| 類型 | 設計 | 特點 |
|---|---|---|
| A 型 | 60° / 90°,基本型 | 一般用途 |
| B 型 | 附護錐(120° 倒角) | 改善表面問題、減少毛邊 |
| R 型 | 圓弧過渡設計 | 提升中心穩定性、適合高精度 |
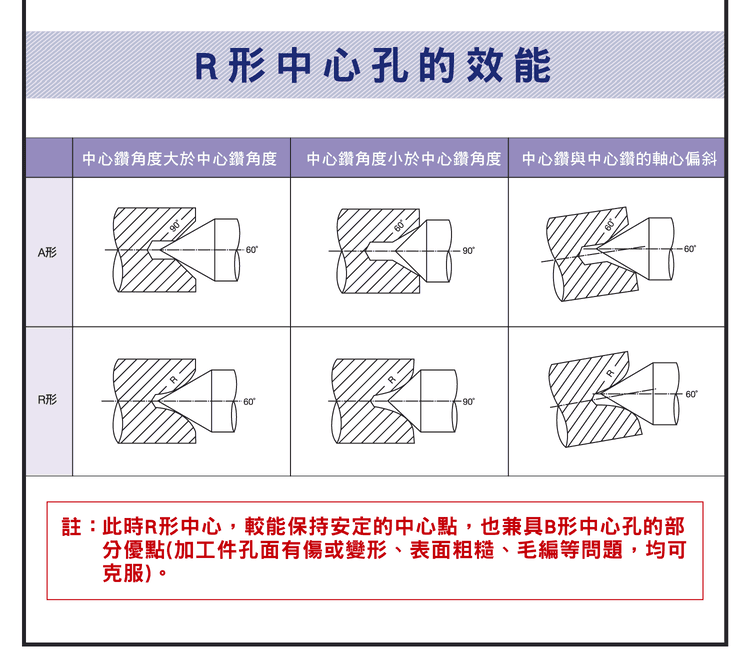
三、R 型中心孔的效能
R 型以圓弧過渡設計,可提供穩定的中心定位、減少偏心與振動、改善表面粗糙,特別適合高精度加工、CNC 車床加工與高速切削。
四、中心孔角度的影響
| 情況 | 影響 |
|---|---|
| 角度過大 | 接觸面不足、穩定性降低 |
| 角度過小 | 易產生干涉 |
| 軸心偏移 | 導致加工誤差 |
R 型設計可降低上述問題的影響。
五、B 型中心孔特性
B 型中心孔附有護錐(120° 倒角),適用於表面粗糙、有毛邊或變形的工件,可改善加工品質並提升後續加工的穩定性。
六、加工注意事項
加工中心孔時應確保角度一致、控制切削條件並避免偏心;特殊情況需進行 120° 倒角以確保錐座接觸面。切削速度與進給的設定可參考〈中心鑽切削條件表〉。
七、中心鑽選用建議
| 用途 | 建議中心孔 |
|---|---|
| 一般用途 | A 型中心孔 |
| 粗加工或不良表面 | B 型中心孔 |
| 高精度加工 | R 型中心孔 |
常見問題 FAQ
Q:A、B、R 型中心孔差在哪?
A 型為 60°/90° 基本型;B 型附 120° 護錐、適合粗糙或有毛邊的工件;R 型採圓弧過渡、中心穩定性最好,適合高精度加工。
Q:中心孔角度怎麼選?
常見 60° 與 90°。角度過大接觸面不足、穩定性差;過小易干涉。一般定位用 60°,需較大支撐或護錐時搭配 120° 倒角。
Q:為什麼車削前要先打中心孔?
中心孔提供定位基準與尾座頂針的支撐,能提升車削剛性、減少偏擺與振動,對長工件與高精度加工尤其重要。
Q:R 型中心孔真的比較好嗎?
在高精度與高速加工上,R 型的圓弧過渡能提供更穩定的中心定位、減少偏心與振動並改善表面;但成本較高,一般加工用 A 型即可。
標籤
分享









