中心鑽切削條件表:轉速、進給與各材質加工參數|CNC57
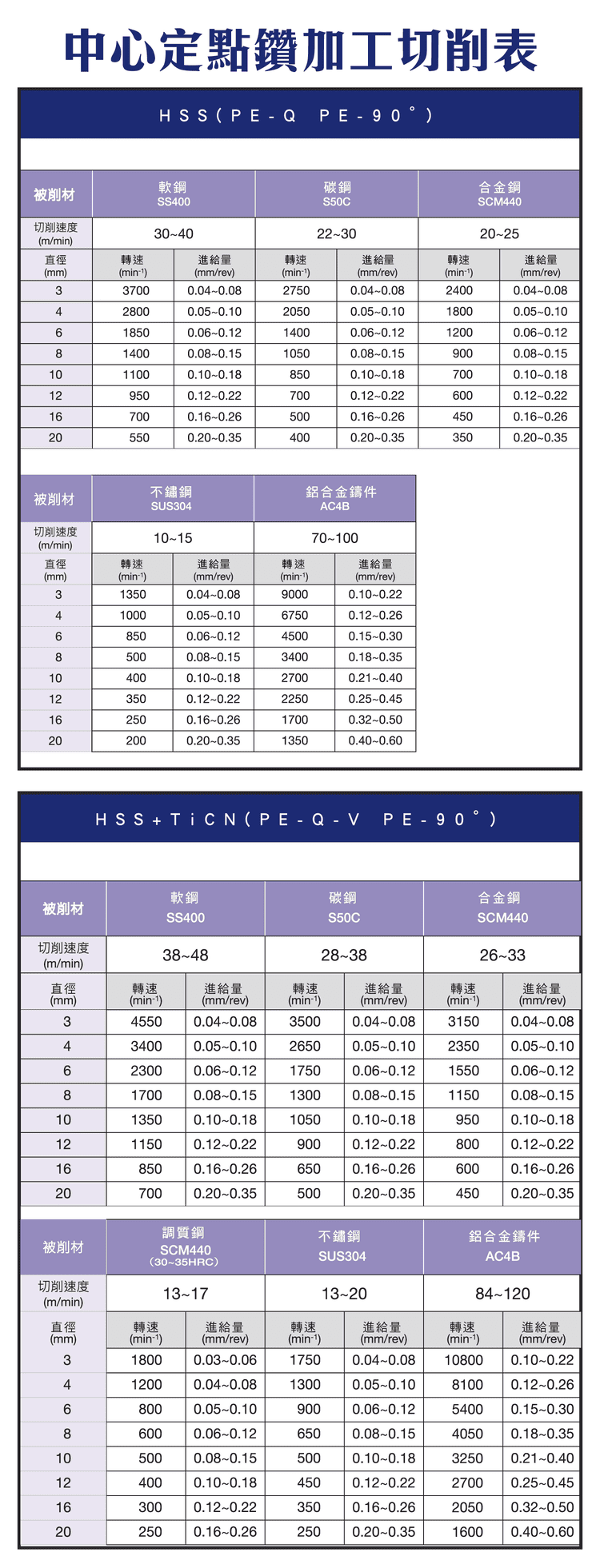
中心鑽與定點鑽的切削條件涵蓋不同刀具材質(HSS、TiCN、TiAlN、超硬)與被削材料(碳鋼、不鏽鋼、鋁合金等)的切削速度(Vc)、轉速與進給量。掌握標準化參數能提升加工效率、降低刀具磨耗並改善孔位精度。本文整理各刀具與材料的參考切削條件與調整原則,作為 CNC 加工與精密定位的實務參考。以下數值為相對示意,實際請依刀具型錄與計算式設定。
一、三大切削參數
中心鑽加工需控制切削速度(Vc)、轉速(RPM)與進給量(Feed),三者直接影響刀具壽命、加工品質與孔位精度。轉速換算與係數可參考〈鑽頭切削參數設定指南〉。
二、切削速度(Vc)參考(單位 m/min)
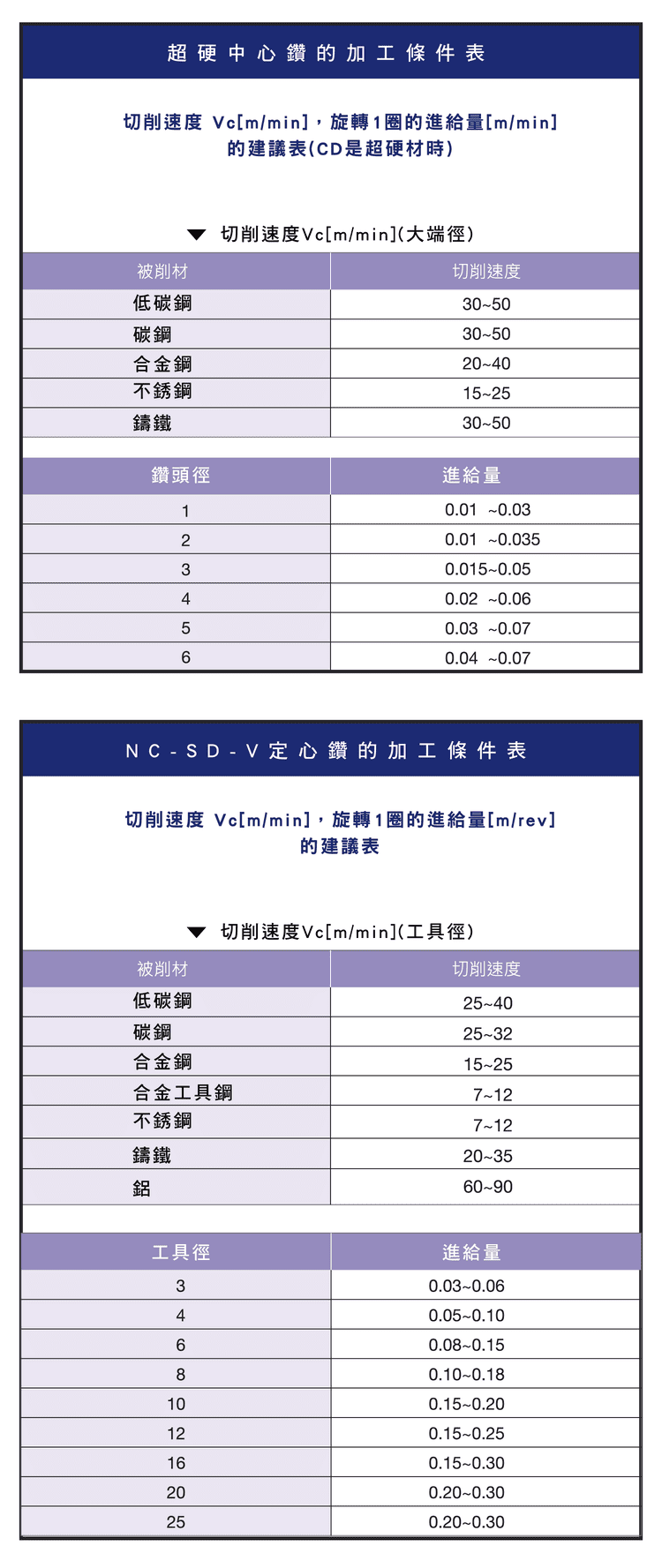
| 材料 | 超硬中心鑽 | NC 定點鑽 | HSS 中心鑽 |
|---|---|---|---|
| 低碳鋼 | 30–50 | 25–40 | 15–30 |
| 碳鋼 | 30–50 | 25–32 | — |
| 合金鋼 | 20–40 | 15–25 | 10–25 |
| 不鏽鋼 | 15–25 | 7–12 | 5–12 |
| 鑄鐵 | 30–50 | — | 8–15 |
| 鋁合金 | — | 60–90 | — |
※ 以上為相對示意值(原廠參考範圍),非保證值;實際請依刀具型錄與計算式設定。
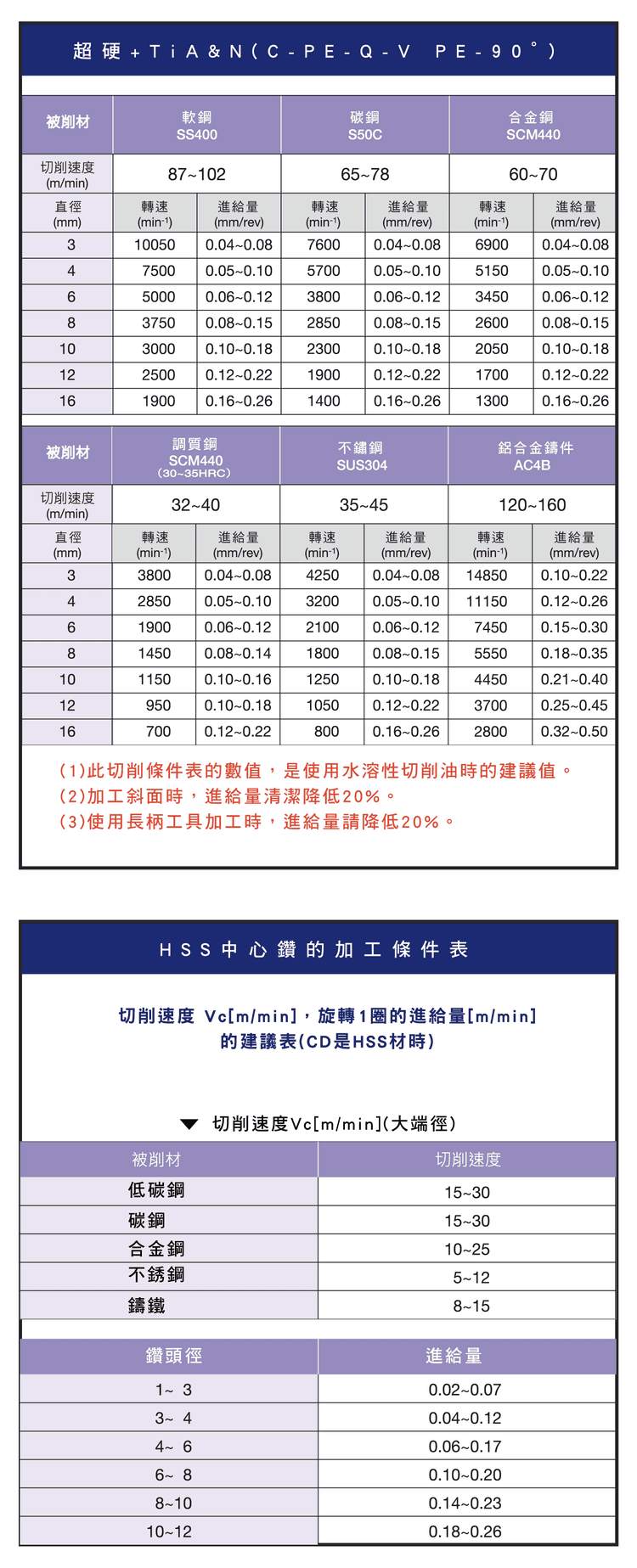
三、進給量參考(依刀徑,mm/rev)
| 刀具 | 進給量參考 |
|---|---|
| 超硬中心鑽 | ⌀1:0.01–0.03、⌀3:0.015–0.05、⌀6:0.04–0.07 |
| NC 定點鑽 | ⌀3:0.03–0.06、⌀10:0.15–0.20、⌀25:0.20–0.30 |
| HSS 中心鑽 | ⌀1–3:0.02–0.07、⌀6–8:0.10–0.20、⌀10–12:0.18–0.26 |

四、孔面倒角加工條件(參考)
| 材料 | Vc(m/min) |
|---|---|
| 低碳鋼 | 18–25 |
| 合金鋼 | 8–16 |
| 不鏽鋼 | 8–13 |
| 鋁 | 20–70 |
※ 倒角進給:單刃 ⌀4:0.02–0.04、⌀10:0.06–0.09;多刃 ⌀4:0.03–0.10、⌀10:0.10–0.16(參考值)。
五、塗層刀具(TiCN/TiAlN)的優勢
相較 HSS,塗層刀具可提升切削速度、提高耐磨性並延長刀具壽命。例如 SS400 的 Vc 可達約 38–48 m/min、鋁合金可達約 84–160 m/min(原廠示例)。
六、加工條件調整建議
| 情況 | 建議 |
|---|---|
| 基準冷卻 | 以水溶性切削油為基準 |
| 斜面加工 | 進給約降低 20% |
| 長柄工具 | 進給約降低 20% |
七、中心鑽選用建議
| 情境 | 建議 |
|---|---|
| 高效率加工 | 使用超硬或塗層刀具 |
| 一般加工 | 使用 HSS 中心鑽 |
| 鋁合金 | 提高切削速度 |
| 不鏽鋼 | 降低速度並提高潤滑 |
中心孔類型(A/B/R)的選擇見〈中心鑽使用說明〉。
常見問題 FAQ
Q:中心鑽的切削速度怎麼抓?
依刀具材質與被削材而定(相對示意):超硬中心鑽碳鋼約 30–50 m/min、不鏽鋼約 15–25;HSS 則明顯較低。實際請以型錄與計算式設定,勿直接套用示意值。
Q:進給量要看什麼決定?
主要看刀徑與刀具材質,直徑越大進給越高。斜面加工或長柄工具建議再降約 20%,以維持穩定與定位精度。
Q:塗層中心鑽值得用嗎?
值得。TiCN/TiAlN 塗層可提升切削速度與耐磨性、延長壽命,高效率或難削材加工特別有感;一般加工用 HSS 即可。
Q:不鏽鋼打中心孔要注意什麼?
不鏽鋼黏性高、易加工硬化,應降低切削速度並提高潤滑與冷卻,避免積屑與加工硬化造成刀尖磨損。
標籤
分享









