鑽孔切削油比較:水溶性與非水溶性選擇指南|CNC57
鑽孔加工中,切削油的選擇直接影響冷卻、排屑與刀具壽命。水溶性切削油冷卻性能佳,適合高速與淺孔;非水溶性(油性)切削油潤滑與滲透性好,適用深孔與高負載。隨轉速與孔深增加,切削油的滲透性與供給量會明顯影響加工穩定性。本文比較兩類切削油特性與選擇原則,協助你依孔深、直徑與材料選對切削油。
一、切削油的角色
切削油主要負責冷卻切削區、降低摩擦與切削阻力、改善排屑並延長刀具壽命,是鑽孔穩定與否的重要一環。
二、水溶性 vs 非水溶性切削油
| 類型 | 特性 | 適用 |
|---|---|---|
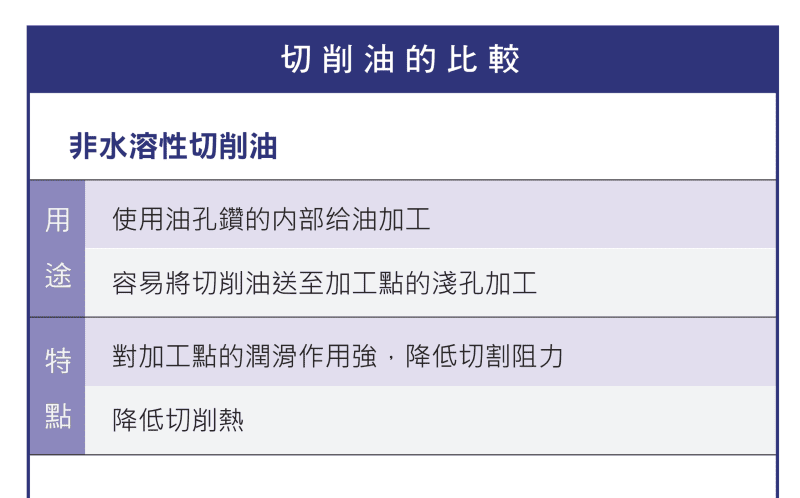
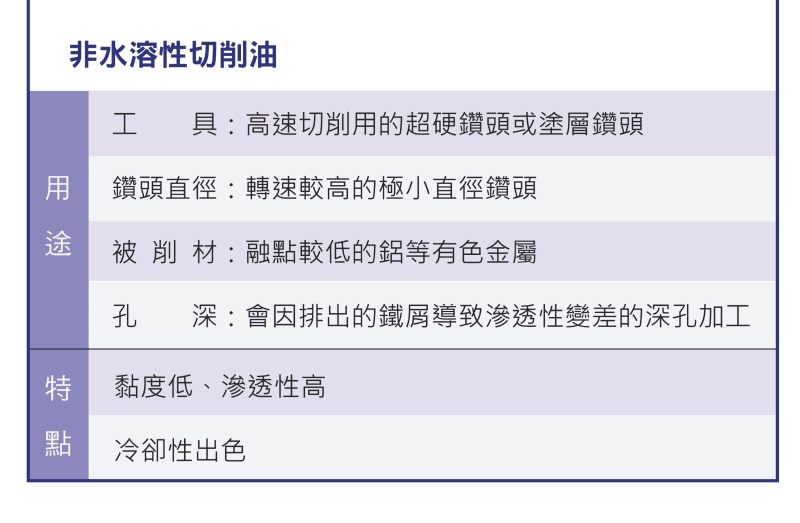
| 水溶性切削油 | 冷卻效果佳、滲透性高 | 淺孔、高速鑽孔、鋁等有色金屬 |
| 非水溶性(油性)切削油 | 潤滑性佳、抗磨耗強、滲透穩定 | 深孔、高負載、需高潤滑的加工 |
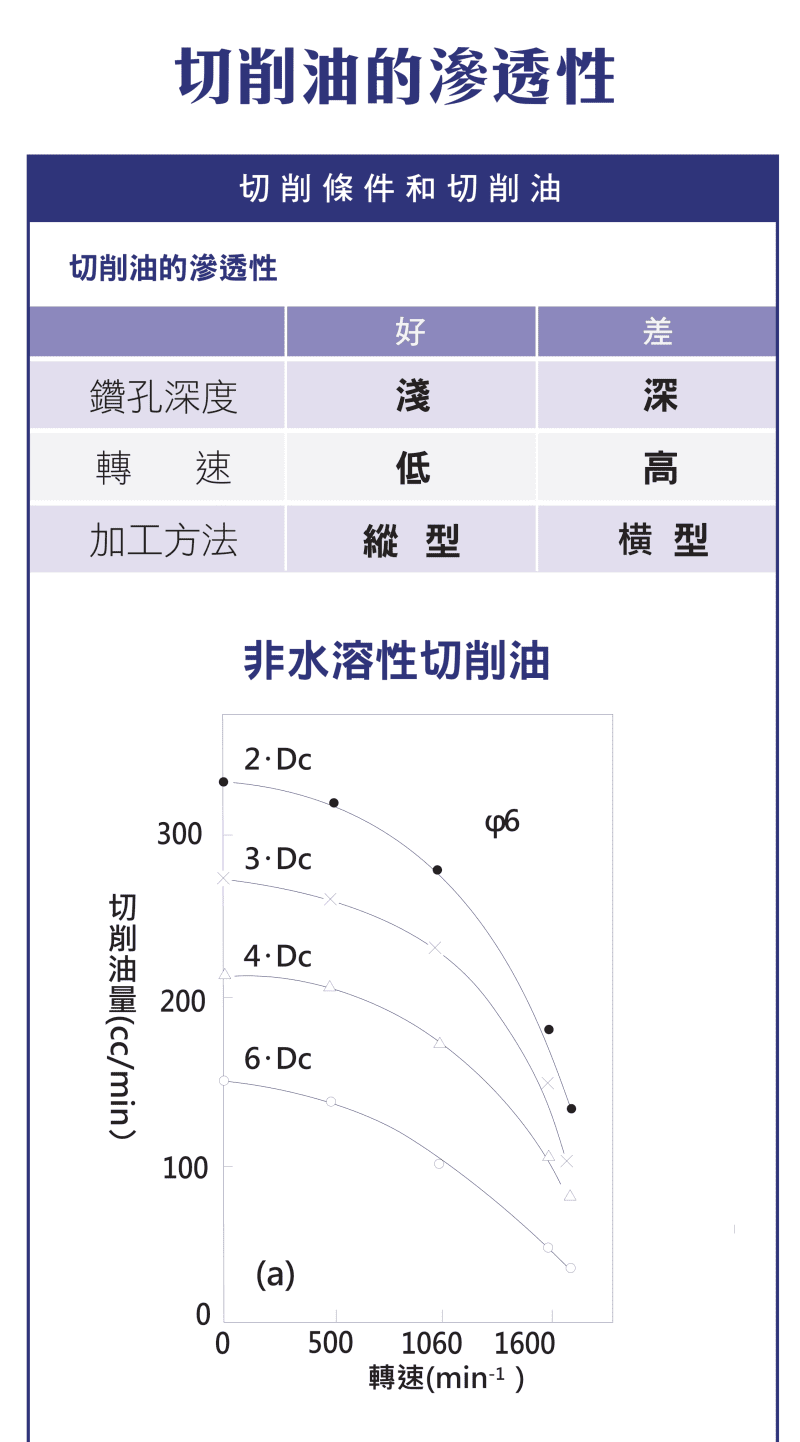
三、滲透性與加工條件
| 條件 | 影響 |
|---|---|
| 孔越深 | 滲透性越重要 |
| 轉速越高 | 切削油供給量需增加 |
| 排屑不良 | 滲透性下降、易堵塞 |
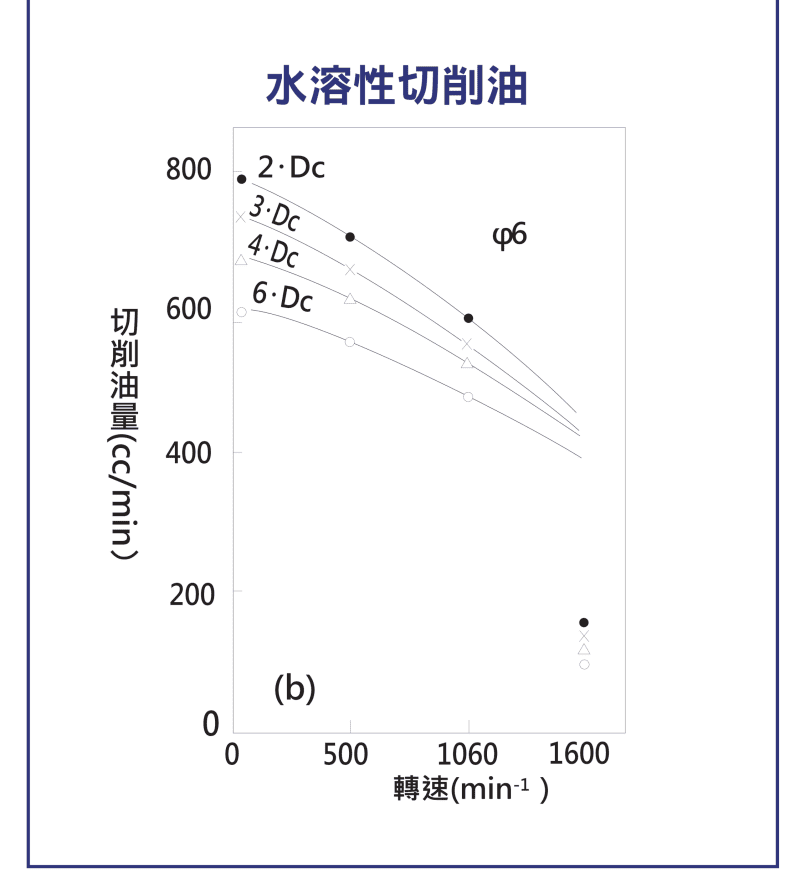
四、流量與轉速、孔深
轉速提升、所需切削油量隨之增加;深孔(如 6×Dc)需要更高供油量,且水溶性切削油的流量需求通常高於油性切削油。孔深與供油設計會直接影響排屑與加工穩定性。
五、切削油選擇的影響因素
| 因素 | 說明 |
|---|---|
| 鑽頭直徑 | 小直徑需高滲透性 |
| 孔深 | 約 2×Dc~6×Dc,越深越重滲透與供油 |
| 加工方式 | 縱向/橫向影響排屑 |
| 材料特性 | 黏性、導熱性影響冷卻與潤滑需求 |
六、實務選擇建議
| 情境 | 建議 |
|---|---|
| 高速+淺孔 | 水溶性切削油 |
| 深孔+高負載 | 非水溶性切削油 |
| 小直徑鑽頭 | 高滲透性油 |
| 深孔/量產 | 使用內部給油(內冷)提升穩定 |
切削條件與供油需搭配,相關參數見〈鑽頭切削參數設定指南〉。
七、常見問題與風險
| 問題 | 後果 |
|---|---|
| 冷卻不足 | 刀具燒損 |
| 潤滑不足 | 切削阻力上升 |
| 排屑不良 | 孔品質下降、易堵塞 |
常見問題 FAQ
Q:鑽孔要用水溶性還是油性切削油?
高速、淺孔與鋁等有色金屬多用水溶性(冷卻佳);深孔、高負載、需高潤滑則用非水溶性(油性)。依孔深、直徑與材料綜合判斷。
Q:深孔加工切削油要注意什麼?
深孔重視滲透性與供油量,孔越深、轉速越高需要越高流量。建議使用內部給油(內冷鑽)把切削油送到刀尖、帶走鐵屑。
Q:切削油不對會有什麼後果?
冷卻不足會使刀具燒損、潤滑不足會讓切削阻力上升,排屑不良則造成孔品質下降與堵塞。選錯或供給不足都會縮短刀具壽命。
Q:小直徑鑽頭該用哪種切削油?
小直徑鑽頭容屑空間小、易堵塞,建議選滲透性高的切削油,讓油能到達切削區並協助排屑,降低斷刀風險。
標籤
分享









