鑽頭切屑形態解析:7種鐵屑辨識與排屑最佳化|CNC57
鑽孔時產生的切屑(鐵屑)形態,是判斷切削條件與加工穩定性的第一手訊號。常見型態包含圓錐螺旋形、扇形、長條形、Z 字形、針形、粉末狀與過渡折斷形,不同型態反映進給量、材料延展性與排屑狀況。理想切屑應具備良好斷裂性與排出性;長條或堵塞型切屑則可能造成加工不穩、孔精度下降甚至刀具折斷。學會觀察切屑,就能快速調整參數、最佳化鑽孔效能。
一、切屑為什麼重要
切屑在鑽孔中扮演關鍵角色:它決定排屑是否順暢、孔內是否堵塞,並直接影響刀具壽命與加工穩定性。當切屑無法順利排出時,容易導致刀具破損、孔壁刮傷與加工精度下降。因此,「觀察切屑」是現場最快的加工診斷方法。
二、常見切屑型態辨識
| 型態 | 特徵 | 排屑性能 | 常見成因 / 適用 |
|---|---|---|---|
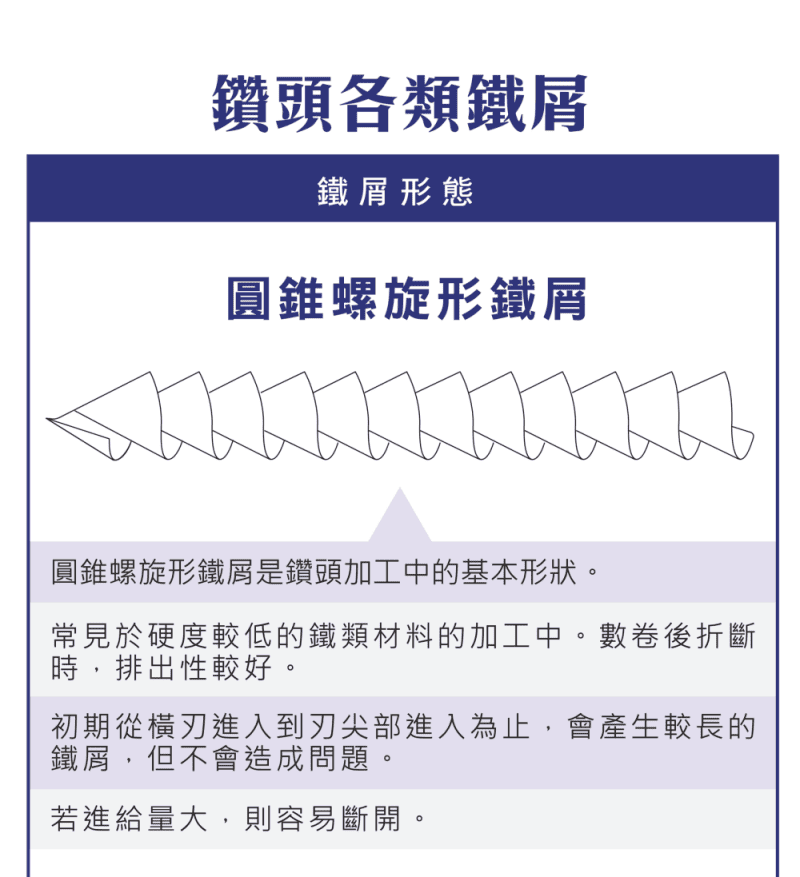
| 圓錐螺旋形(理想) | 卷曲後斷裂、連續螺旋 | 排屑順暢、易控制 | 進給適中、延展性材料、穩定加工 |
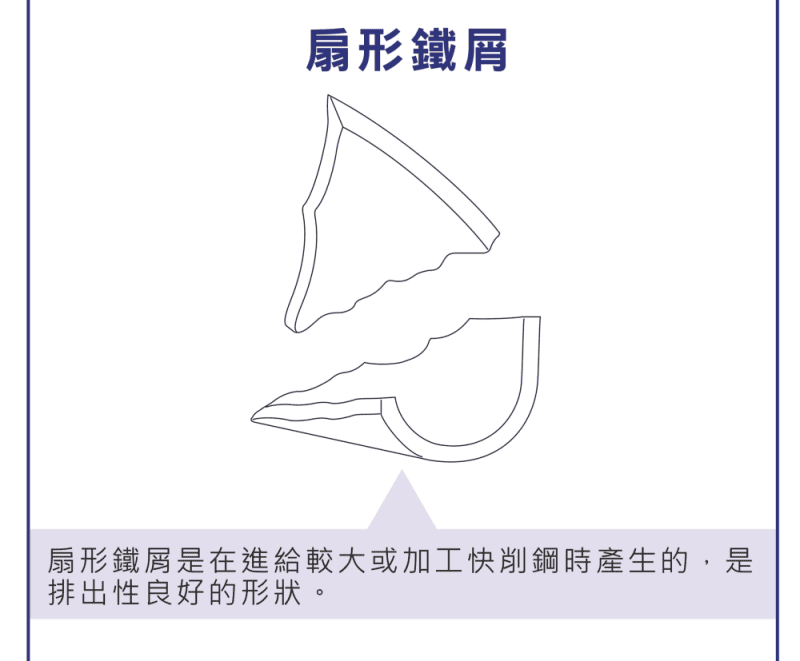
| 扇形 | 扇形展開、由孔壁與槽形控制斷裂 | 排屑效率佳、穩定性高 | 進給量較大、快削鋼、高進給加工 |
| 長條形(不良) | 不易斷裂、連續條狀 | 易纏繞刀具、排屑不穩 | 進給不足;不建議高速加工 |
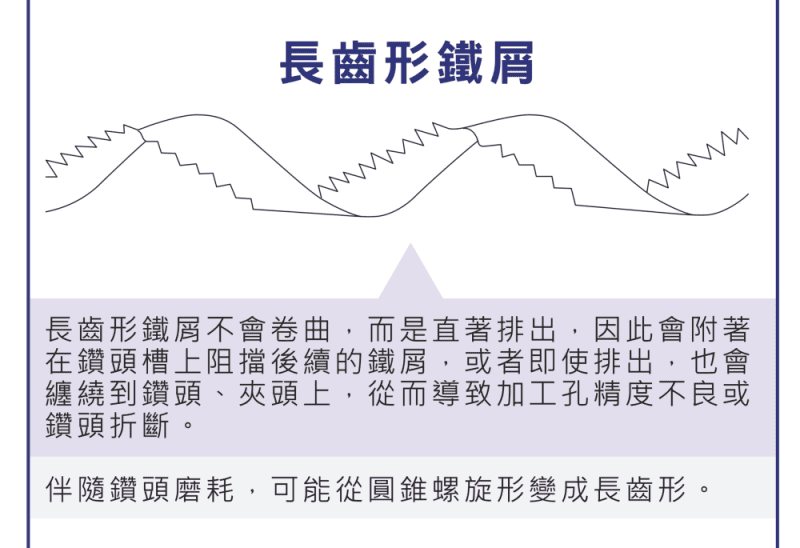
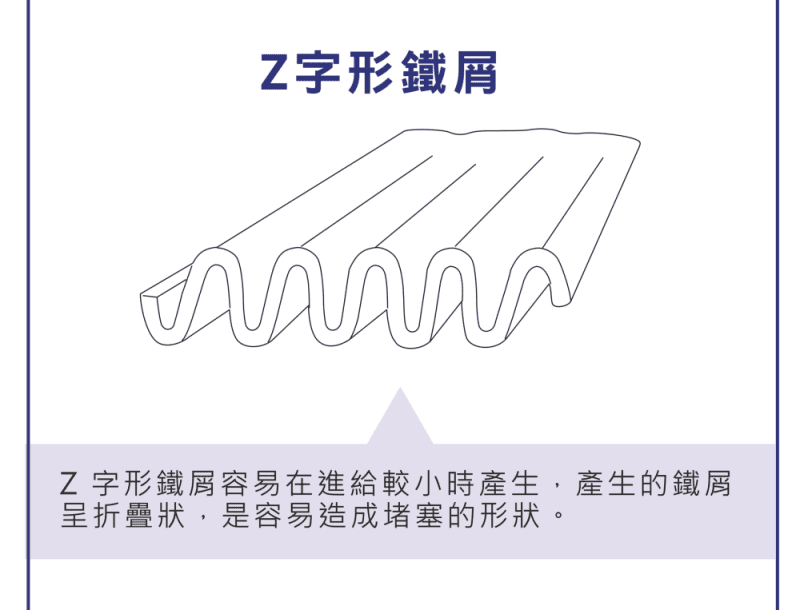
| Z 字形 | 波浪折疊狀 | 易在容屑槽堆積、造成堵塞 | 進給量過低 |
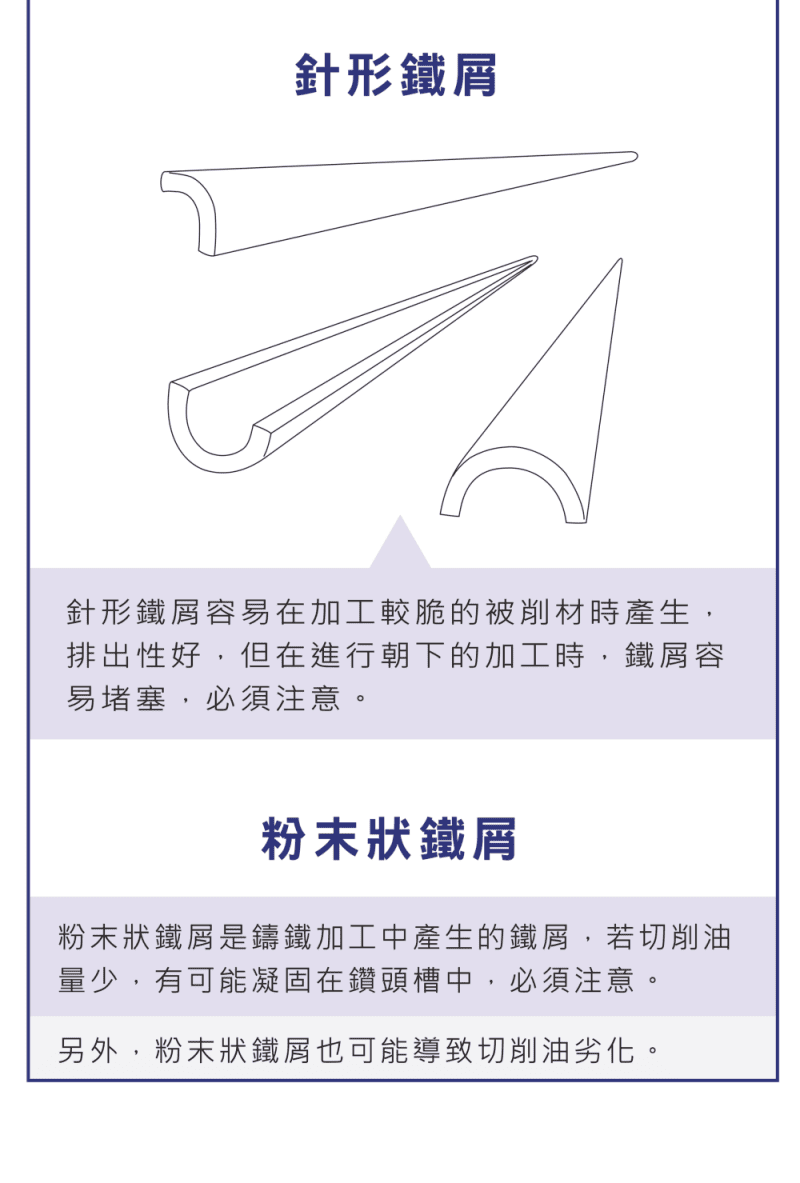
| 針形 | 細長且呈尖狀、易斷裂 | 排屑順暢、但向下加工易堆積 | 脆性材料加工 |
| 粉末狀 | 細碎粉狀 | 易堵塞刀槽、影響切削油品質 | 鑄鐵等脆性材料 |
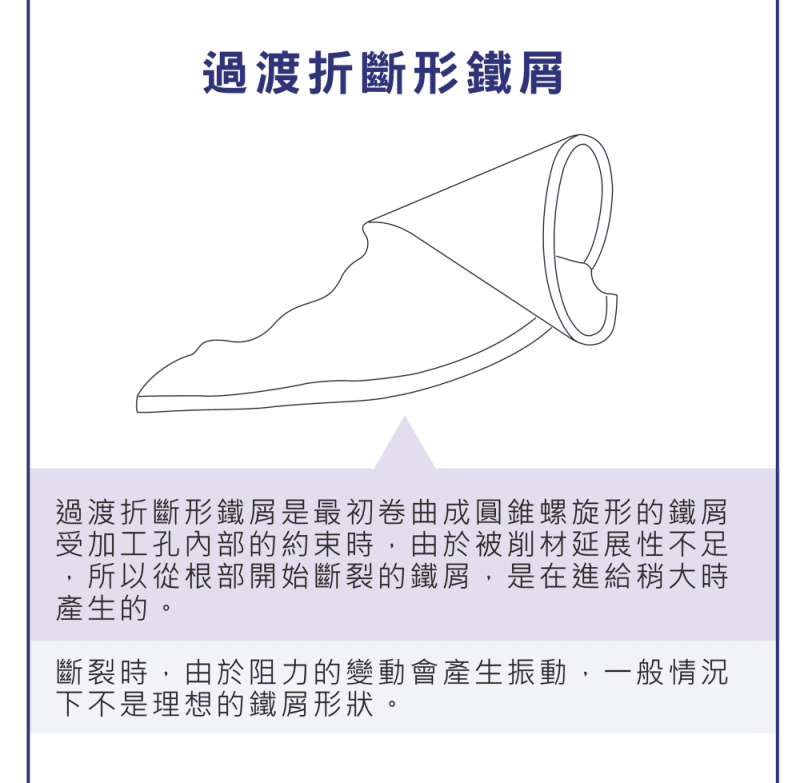
| 過渡折斷形 | 形成過程中斷裂、切削阻力波動 | 排屑順暢、但易產生振動 | 中等塑性/塑性不足材料 |
三、切屑型態與加工條件的關係
進給量、材料延展性與切削速度是決定切屑型態的三大因素。其中進給量的影響最直接:
| 進給條件 | 產生的切屑 | 判讀 |
|---|---|---|
| 進給過低 | 長屑 / Z 字形 | 切屑不易斷裂,需提高進給 |
| 進給適中 | 螺旋斷屑 | 正常加工,排屑良好 |
| 進給過高 | 厚屑 | 切削阻力大,需留意負荷 |
※ 具體切削速度與進給值請依材料與刀具,參考〈鑽頭切削參數設定指南〉之算法,勿直接套用。
四、切屑問題帶來的影響
| 問題 | 後果 |
|---|---|
| 排屑不良 | 孔內堵塞、切削阻力上升 |
| 切屑纏繞 | 孔壁刮傷、加工精度下降 |
| 熱與摩擦累積 | 刀具磨耗加劇,甚至刀具折斷 |
五、切屑控制與加工最佳化
要獲得可控、易排出的切屑,可從下列方向著手:適當提高進給以促進切屑斷裂;調整鑽頭頂角改善切削流動;選擇適當的鑽頭幾何;並使用內冷(中心出水)提升排屑效率、確保排屑順暢。最佳切屑狀態應具備「可控制斷裂、不纏繞刀具、易於排出」三項條件。
六、現場判斷技巧
| 觀察到的切屑 | 判斷方向 |
|---|---|
| 長條 / Z 字 | 進給不足,適度提高進給 |
| 粉末狀 | 多為材料特性(如鑄鐵),加強排屑與過濾 |
| 螺旋斷屑 | 正常加工,維持現有條件 |
常見問題 FAQ
Q:哪一種切屑型態最理想?
圓錐螺旋形(螺旋斷屑)最理想:卷曲後即斷裂、排屑順暢又好控制,通常出現在進給適中、延展性材料的穩定加工中。
Q:出現長條形切屑代表什麼?
長條形切屑多半是進給量不足,切屑不易斷裂而連續成條,容易纏繞刀具、阻礙排屑。可適度提高進給讓切屑斷裂。
Q:粉末狀切屑要注意什麼?
粉末狀切屑常見於鑄鐵等脆性材料,容易堵塞刀槽並影響切削油品質。應加強排屑、過濾與清潔,並留意刀具磨耗。
Q:如何讓切屑更容易排出?
適當提高進給促進斷屑、調整頂角改善切削流動、選用適當鑽頭幾何,並使用內冷(中心出水)沖走切屑,是提升排屑最有效的組合。
標籤
分享









