外螺紋精度等級解析:4h/6g/8g公差與圓板牙P1/P2/P3選擇|CNC57
外螺紋精度等級主要用於控制螺紋配合間隙與加工公差,常見如 4h、6g、8g 等公差帶,數值越小代表精度越高。以 M6×1 為例,中徑基準值約 5.350mm,不同等級對應不同偏差範圍。圓板牙精度則以 P1、P2、P3 與 Ⅱ 級分類,並以外螺紋中徑公差為基準選擇。正確選擇精度等級可提升裝配穩定性、避免鬆動或卡死,是 CNC 螺紋加工與精密零件設計的關鍵。
一、外螺紋精度等級是什麼
外螺紋精度等級是定義螺紋尺寸允許誤差(公差)的標準,主要影響螺紋配合的鬆緊程度與裝配性能。常見表示法:數字(4 / 6 / 8)代表公差等級,字母(h / g)代表偏差位置。基本原則是數字越小精度越高、公差越小配合越緊。
| 表示方式 | 意義 |
|---|---|
| 數字(4 / 6 / 8) | 公差等級;數字越小→精度越高 |
| 字母(h / g) | 偏差位置;公差越小→配合越緊 |
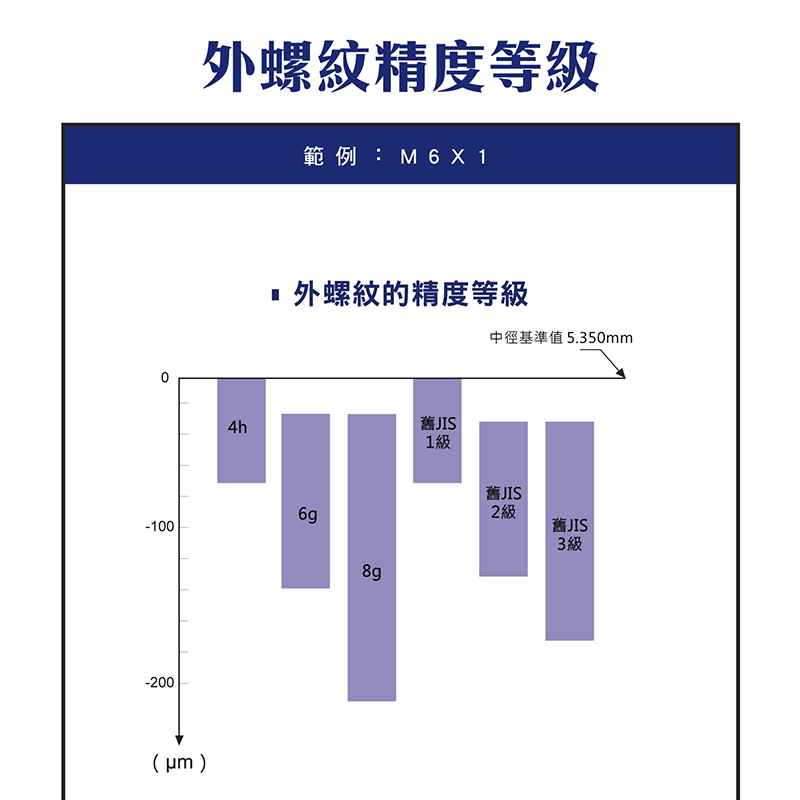
二、常見外螺紋等級比較(4h / 6g / 8g)
以 M6×1 為例,中徑基準值約 5.350 mm,不同等級的公差帶與配合特性如下(實際偏差數值以各標準規範為準):
| 等級 | 特性 | 適用 |
|---|---|---|
| 4h | 高精度、公差帶最小 | 精密配合 |
| 6g | 最常用標準、平衡加工性與配合性 | 一般機械 |
| 8g | 公差較大、配合較鬆 | 粗加工或快速裝配 |
三、外螺紋公差帶與中徑關係
外螺紋精度主要以「中徑(Pitch Diameter)」為控制核心:中徑影響螺紋配合緊密度,公差範圍以 μm 為單位,等級不同則偏差範圍不同。實務上,精度高則摩擦大但穩定,精度低則裝配容易但可能鬆動。
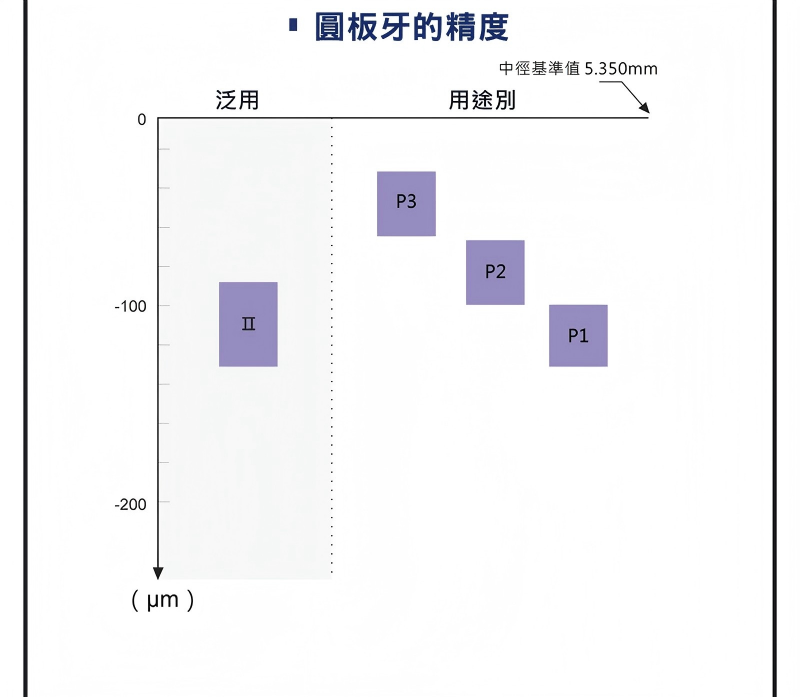
四、圓板牙精度等級
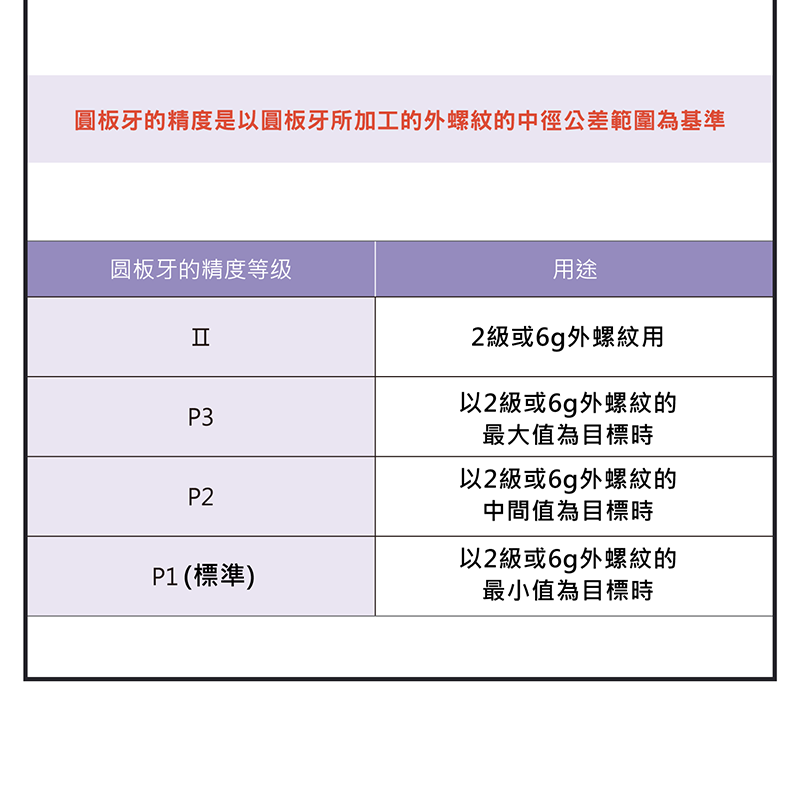
圓板牙(Thread Die)精度分為 Ⅱ 級(泛用)、P3(最大值控制)、P2(中間值控制)、P1(最小值控制、高精度),其判定基準為加工後外螺紋的「中徑公差範圍」。
| 圓板牙等級 | 控制重點 | 對應用途 |
|---|---|---|
| Ⅱ 級 | 泛用型 | 對應 2 級或 6g 螺紋,泛用加工 |
| P3 | 控制最大尺寸 | 避免過切 |
| P2 | 控制中間尺寸 | 平衡精度與加工 |
| P1(標準高精度) | 控制最小尺寸 | 精密配合 |
五、如何選擇螺紋精度等級
選擇時可從用途、加工方式與配合需求三方面判斷:
| 判斷面向 | 建議 |
|---|---|
| 依用途 | 高精密零件→4h + P1;一般機械→6g + P2;快速裝配→8g + Ⅱ 級 |
| 依加工方式 | CNC 車削→可控制高精度;板牙加工→建議搭配 P1~P3 |
| 依配合需求 | 防鬆需求→高精度;易拆裝需求→低精度 |
外螺紋切削加工的刀數與切削策略見〈外螺紋加工參數指南〉。
常見問題 FAQ
Q:4h、6g、8g 差在哪?
數字越小公差帶越小、精度越高:4h 公差帶最小、配合最緊,適合精密配合;6g 最常用,平衡加工性與配合性,適合一般機械;8g 公差較大、配合較鬆,適合粗加工或快速裝配。
Q:h 和 g 有什麼不同?
字母代表偏差位置(基本偏差)。外螺紋 h 為零基本偏差、上偏差貼齊基準;g 有一個負向的基本偏差,留出鍍層或配合間隙。數字代表公差等級大小,兩者合起來即完整的公差標註(如 6g)。
Q:圓板牙 P1、P2、P3 怎麼選?
圓板牙以加工後外螺紋中徑公差為判定基準:P1 控制最小尺寸、精度最高,適合精密配合;P2 控制中間尺寸、平衡精度與加工;P3 控制最大尺寸、避免過切;Ⅱ 級為泛用型,對應 2 級或 6g。
Q:精度越高越好嗎?
不一定。精度高配合緊、摩擦大但穩定,適合防鬆與精密需求;精度低裝配容易但可能鬆動,適合易拆裝場合。應依配合需求、加工成本與裝配便利性取捨,並非越高越好。









