圓牙板材料直徑表(滾壓式):外螺紋滾牙加工尺寸指南|CNC57
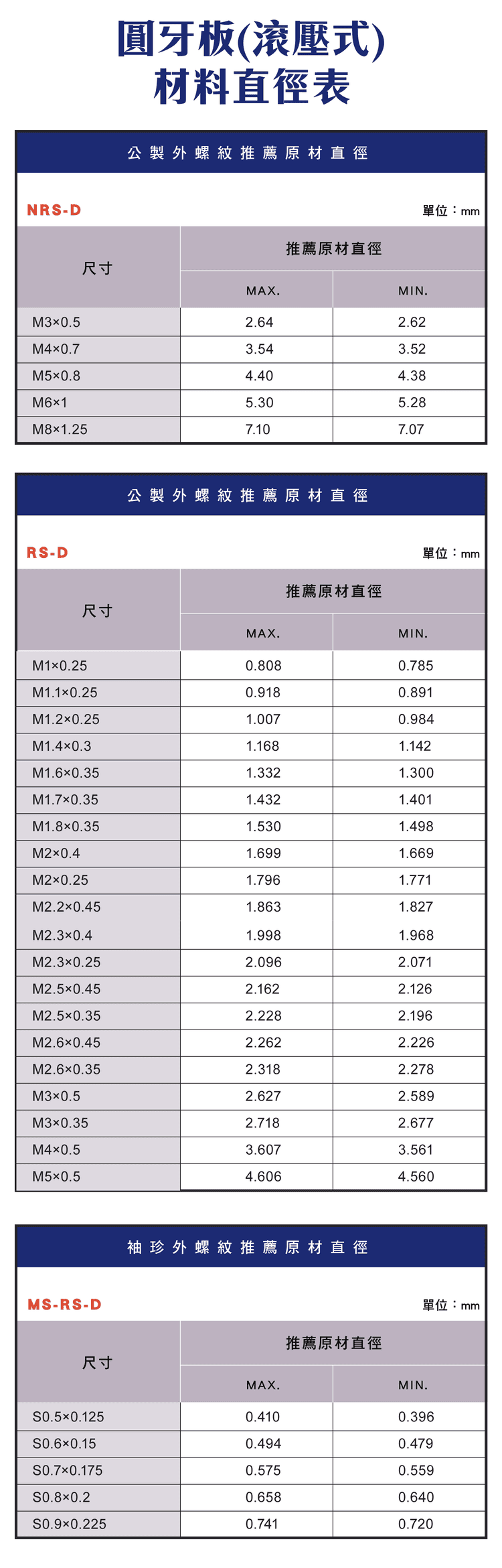
本文提供圓牙板(滾壓式)外螺紋加工的材料直徑選擇標準,涵蓋 NRS-D、RS-D 與微小螺紋 MS-RS-D 等系列。透過控制原材直徑在推薦範圍(MAX / MIN)內,可確保滾壓成形時材料充分塑性流動,提升螺紋強度、表面光潔度與尺寸精度,同時降低牙型不完整與加工不穩定風險,是高效率無切削螺紋加工的重要依據。
一、圓牙板(滾壓式)加工原理
滾壓式螺紋加工為無切削成形方式,透過塑性變形將材料擠壓形成牙型。核心特點是無切削、無切屑,表面壓密使強度提升,且生產效率高,適用於大量生產、高強度螺紋需求與精密外螺紋加工。
| 項目 | 內容 |
|---|---|
| 加工方式 | 無切削成形,塑性變形擠壓形成牙型 |
| 核心特點 | 無切削無切屑、表面壓密強度提升、生產效率高 |
| 適用場景 | 大量生產、高強度螺紋、精密外螺紋加工 |
二、材料直徑對滾牙品質的影響
原材直徑是滾牙成功的關鍵參數。直徑過大會使滾壓負荷過高,容易造成牙型變形或設備負載過重;直徑過小則材料填充不足、螺紋高度不足。最佳策略是控制在規格表 MIN 與 MAX 之間,並依材料與設備微調。
| 原材直徑 | 影響 |
|---|---|
| 過大 | 滾壓負荷過高,牙型變形或設備負載過重 |
| 過小 | 材料填充不足,螺紋高度不足 |
| 適中 | 控制在 MIN~MAX 之間,依材料與設備微調 |
三、常見滾牙牙板系列
依螺紋尺寸與精度需求,常見滾牙牙板系列如下:
| 系列 | 適用範圍 | 特性與加工建議 |
|---|---|---|
| NRS-D(標準滾牙) | 中大型螺紋 M3~M8 | 穩定性高、適合一般鋼材;標準量產採中間值確保穩定 |
| RS-D(精密滾牙) | 小尺寸螺紋 M1~M5 | 精度要求高、對直徑控制敏感;建議偏中上值提升牙型完整度 |
| MS-RS-D(微小螺紋) | S0.5~S0.9 微細螺紋 | 極高精度需求、材料流動控制困難;嚴格控制直徑公差,建議高精密設備 |
四、滾牙加工優勢(與切削式相比)
滾壓式相較切削式,螺紋強度提升(纖維流線完整)、表面粗糙度佳、工具壽命長、加工速度快;但不適用高硬度材料,且初期設備成本較高。
| 面向 | 內容 |
|---|---|
| 優點 | 螺紋強度提升(纖維流線完整)、表面粗糙度佳、工具壽命長、加工速度快 |
| 限制 | 不適用高硬度材料、初期設備成本較高 |
五、實務加工建議
材料選擇上,低碳鋼滾牙效果最佳,不鏽鋼需提高潤滑,鋁材要注意變形控制;直徑調整則依目標取捨。
| 目標 / 材料 | 建議 |
|---|---|
| 低碳鋼 | 最佳滾牙效果 |
| 不鏽鋼 | 需提高潤滑 |
| 鋁材 | 注意變形控制 |
| 高速生產 | 直徑偏小 |
| 高精度 | 直徑取中間值 |
| 高強度需求 | 直徑偏大 |
切削式(圓牙板)的材料直徑選擇見〈圓牙板材料直徑表(切削式)〉;外螺紋切削加工參數見〈外螺紋加工參數指南〉。
常見問題 FAQ
Q:滾牙和切牙有什麼不同?
滾牙(滾壓式)是無切削塑性成形,無切屑、表面壓密使強度提升、纖維流線完整、加工速度快;切牙(切削式)則以刀具切除材料成形。滾牙適合大量生產與高強度需求,但不適用高硬度材料。
Q:滾牙原材直徑要怎麼抓?
原材直徑需控制在牙板規格表的 MIN 與 MAX 之間。過大會使滾壓負荷過高、牙型變形;過小則材料填充不足、螺紋高度不夠。標準量產取中間值,精密件可偏中上值。
Q:NRS-D、RS-D、MS-RS-D 怎麼選?
NRS-D 為標準滾牙,適合中大型螺紋(M3~M8)一般量產;RS-D 為精密滾牙,適合小尺寸(M1~M5)、對直徑控制敏感;MS-RS-D 為微小螺紋(S0.5~S0.9),需嚴格控制公差並使用高精密設備。
Q:哪些材料適合滾牙?
低碳鋼塑性佳、滾牙效果最好;不鏽鋼可滾牙但需提高潤滑;鋁材需注意變形控制。高硬度材料因塑性不足,一般不適合滾牙,宜改用切削式加工。









