車削刀具圓弧半徑選擇指南:表面粗糙度與壽命最佳化|CNC57
車削刀具的圓弧半徑(Nose Radius)會直接影響刀具壽命、表面粗糙度與切削穩定性。圓弧半徑越大,刀尖強度與表面品質提升,前後刀面磨損降低,但切削力增加、易產生振動與排屑問題。最佳圓弧半徑通常建議為進給量的 2~3 倍,可在加工品質與穩定性之間取得平衡。
一、圓弧半徑基本概念
圓弧半徑為刀尖圓角尺寸,影響切削力分布與表面品質。其功能在於提升刀尖強度、改善表面粗糙度、分散切削負荷。
| 項目 | 內容 |
|---|---|
| 定義 | 刀尖圓角尺寸,影響切削力分布與表面品質 |
| 功能 | 提升刀尖強度、改善表面粗糙度、分散切削負荷 |
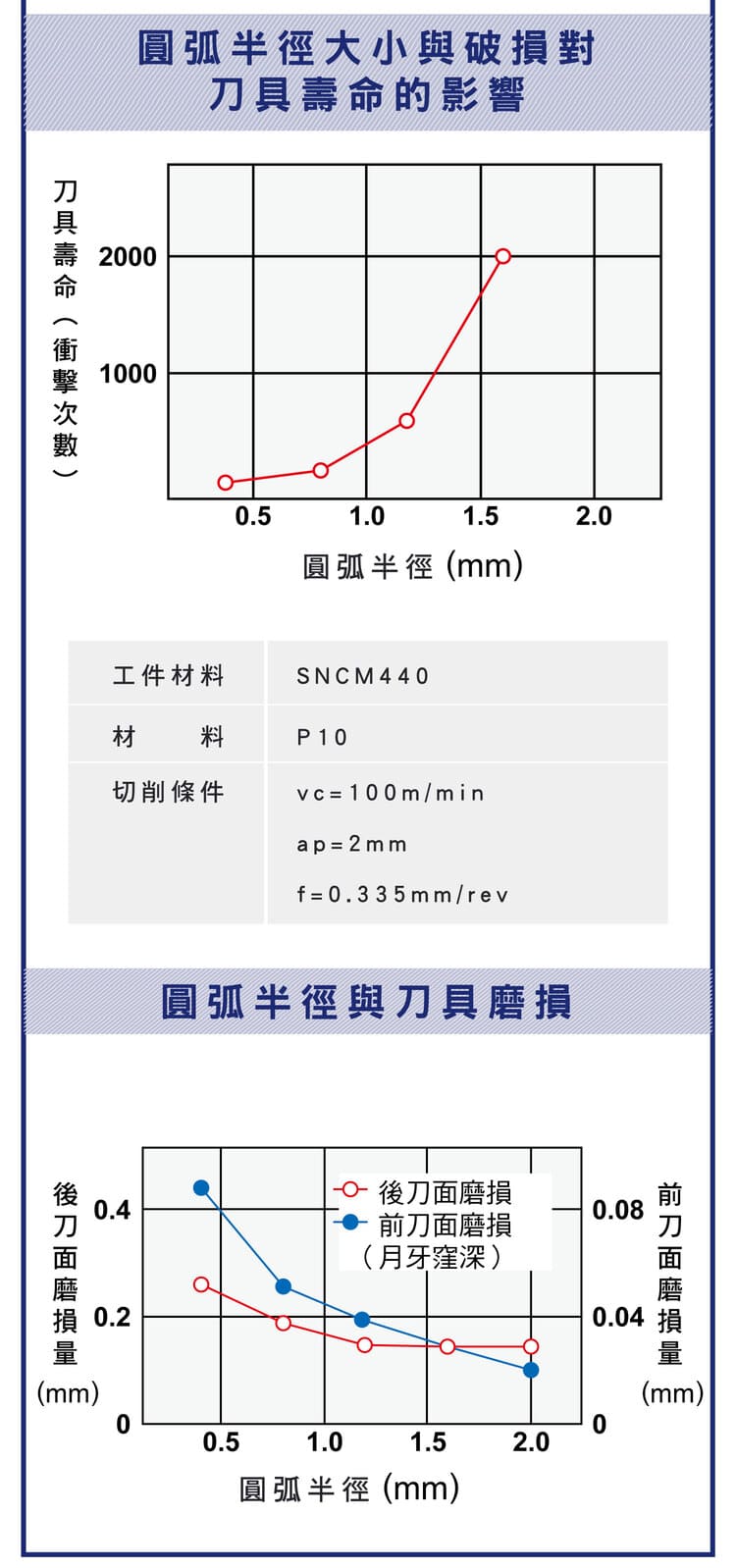
二、圓弧半徑對刀具壽命與磨耗的影響
圓弧半徑增加,刀尖應力分散、刀具強度增加,使刀具壽命顯著提升、抗崩刃能力提高;同時前刀面與後刀面磨耗降低,延長刀具使用時間、減少換刀頻率。
| 圓弧半徑增加 | 效益 |
|---|---|
| 刀具壽命 | 顯著提升、抗崩刃能力提高(刀尖應力分散、強度增加) |
| 磨耗 | 前、後刀面磨耗降低,延長使用時間、減少換刀 |
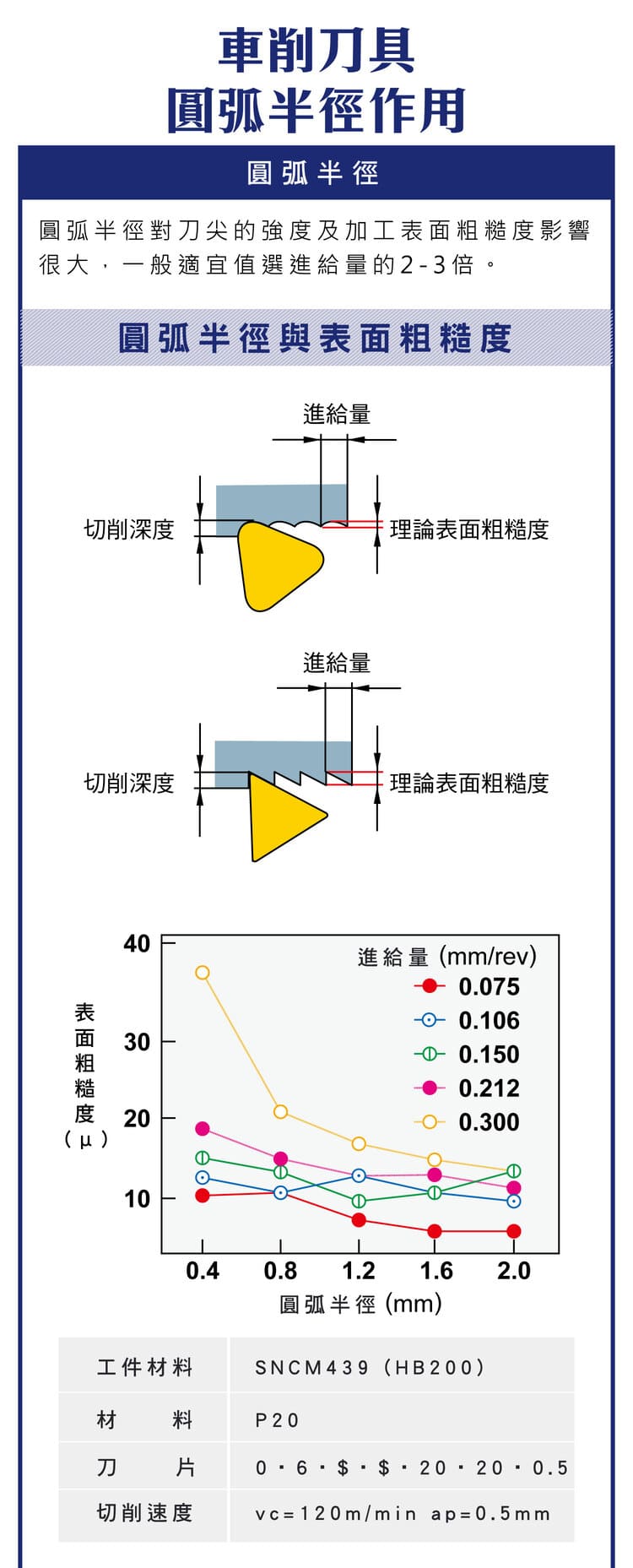
三、圓弧半徑對表面粗糙度與切削力的影響
圓弧半徑越大,刀尖圓弧可降低加工紋路高度、提升表面平滑度,使表面粗糙度越好;但切削力隨之上升(主切削力與背分力增加),加工穩定性提升但機台負載增加。
| 面向 | 圓弧半徑增加的影響 |
|---|---|
| 表面粗糙度 | 越好(降低加工紋路高度、提升平滑度) |
| 切削力 | 主切削力上升、背分力增加 |
| 結果 | 穩定性提升,但機台負載增加 |
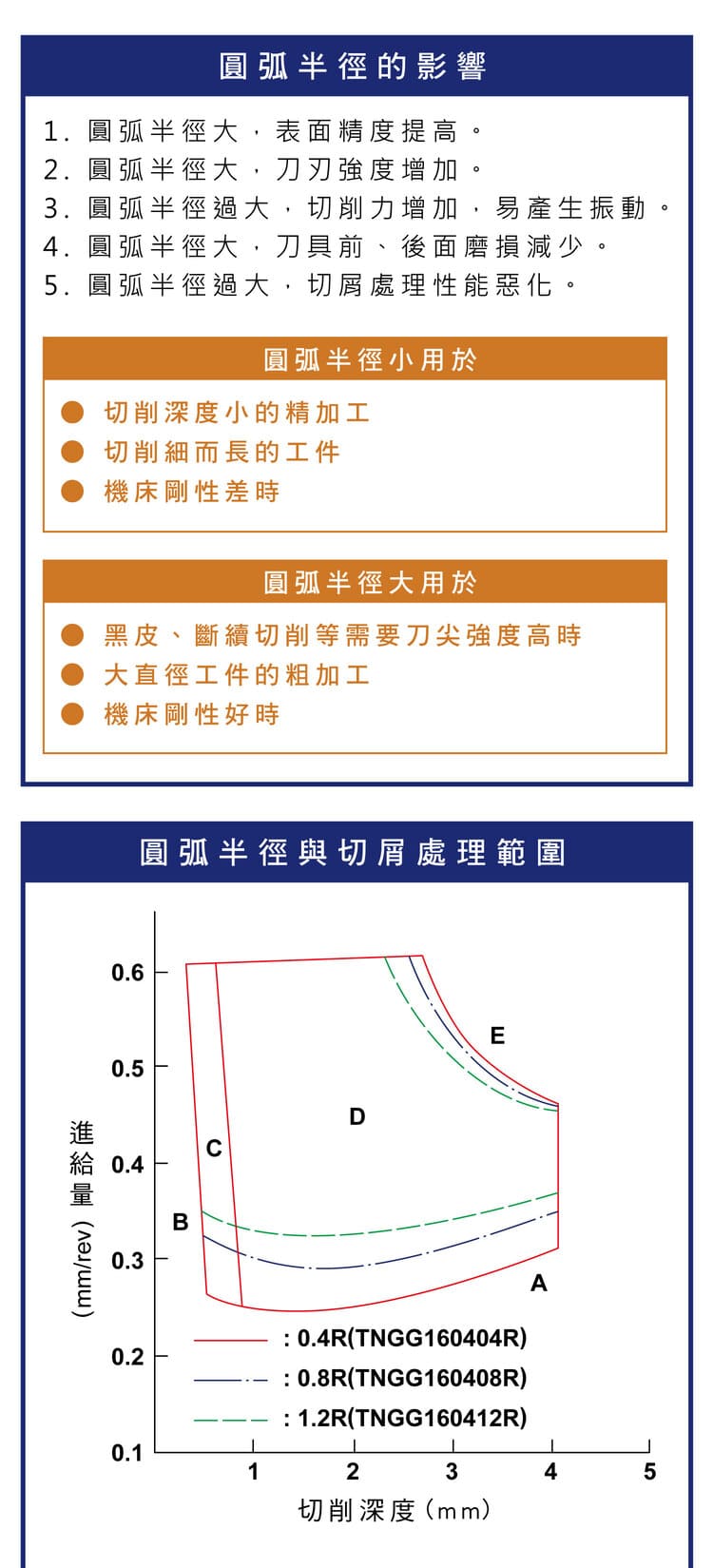
四、圓弧半徑過大的問題
圓弧半徑過大會使接觸面積增加、切削阻力提高,帶來易振動、切削不穩定、排屑困難等風險。因此並非越大越好,需與加工條件搭配。
五、圓弧半徑選擇原則
建議公式為圓弧半徑 ≈ 進給量 × 2~3 倍。選擇邏輯:精加工用小圓弧、粗加工用大圓弧;剛性差用小圓弧、剛性好用大圓弧。
| 圓弧半徑 | 適用 |
|---|---|
| 小圓弧 | 精密加工、小切深加工、細長工件、剛性不足環境(適合低進給) |
| 大圓弧 | 粗加工、斷續切削、大直徑工件、高剛性機台(適合高進給與大切深) |
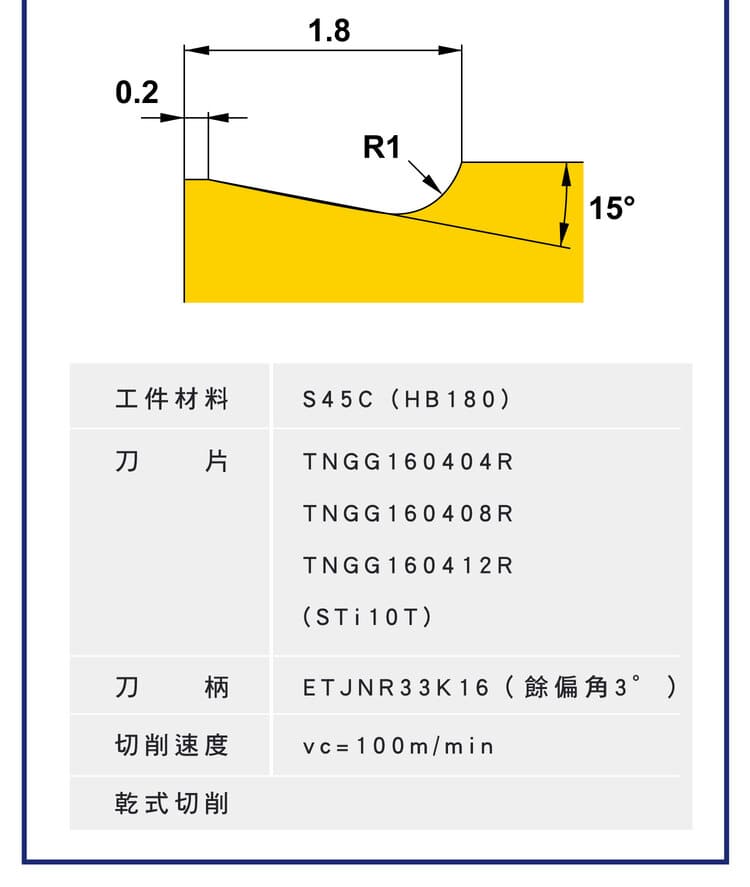
六、加工條件範例(參考值)
下表為圓弧半徑搭配的加工條件範例,僅供參考;實際切削速度與進給請依材料、刀具與機台條件計算,可參考〈車削加工計算公式大全〉,不宜直接套用。
| 項目 | 範例(參考值) |
|---|---|
| 材料 | SNCM440 / SNCM439 |
| 刀片 | 鎢鋼(P10 / P20) |
| 切削速度 vc | 約 100–120 m/min |
| 切削深度 ap | 約 0.5–2 mm |
| 進給量 f | 約 0.3 mm/rev |
七、常見問題與對策
| 問題 | 原因 | 對策 |
|---|---|---|
| 表面粗糙度差 | 圓弧半徑過小 | 增加刀尖 R |
| 刀具崩刃 | 圓弧半徑過小 | 提高刀尖強度(適度加大 R) |
| 振動問題 | 圓弧半徑過大 | 減小刀尖 R |
| 排屑不良 | 圓弧半徑過大 | 調整進給與刀具尺寸 |
八、工程應用重點
以刀尖圓弧半徑(Nose Radius)、進給量(Feed Rate)、切削深度(Depth of Cut)為核心參數,控制目標為提升加工表面品質、降低刀具磨耗、維持切削穩定性,最終達成延長刀具壽命、提升加工效率與降低加工成本。刀尖磨耗型態見〈刀具磨損分析大全〉。
常見問題 FAQ
Q:刀尖圓弧半徑該怎麼選?
常用建議是圓弧半徑約為進給量的 2~3 倍。精加工、小切深、細長工件或剛性不足時選小圓弧;粗加工、斷續切削、大直徑工件或高剛性機台時選大圓弧。
Q:圓弧半徑越大表面越好嗎?
在一定範圍內是的:大圓弧可降低加工紋路高度、改善表面粗糙度,同時提升刀尖強度、降低磨耗。但圓弧過大會增加切削力與接觸面積,反而易振動、排屑困難,需與剛性和進給搭配。
Q:表面粗糙度不良如何改善?
表面粗糙度差常因圓弧半徑過小或進給量過大。可適度增加刀尖 R、降低進給量,並維持穩定切削速度與良好剛性。實際參數請依材料與刀具查計算指南。
Q:圓弧半徑過大造成振動怎麼辦?
圓弧過大使接觸面積與切削阻力增加,易振動、排屑困難。可減小刀尖 R,或調整進給與刀具尺寸、提高機台與夾持剛性,以恢復切削穩定。









