三刃鑽加工指南:高精度開孔與60HRC高硬度加工方案|CNC57
3 刃鑽以三刃結構分散切削力、提升進給能力與孔壁穩定性,即使在 60HRC 高硬度材料仍能維持長壽命與高精度。搭配最佳化刃型與耐磨塗層,可實現高速不分段加工與優異真圓度控制,並降低刀具磨耗與孔徑變異。本文說明 3 刃鑽的加工原理、高硬度與高精度能力、深孔表現與切削條件,作為高精度開孔與高效率量產的參考。
一、3 刃鑽的加工原理
三刃切削結構讓切削力分散、提升穩定性,因此可提高進給速度、減少振動並提升孔品質;相較兩刃傳統鑽頭,在效率與精度上更有優勢。
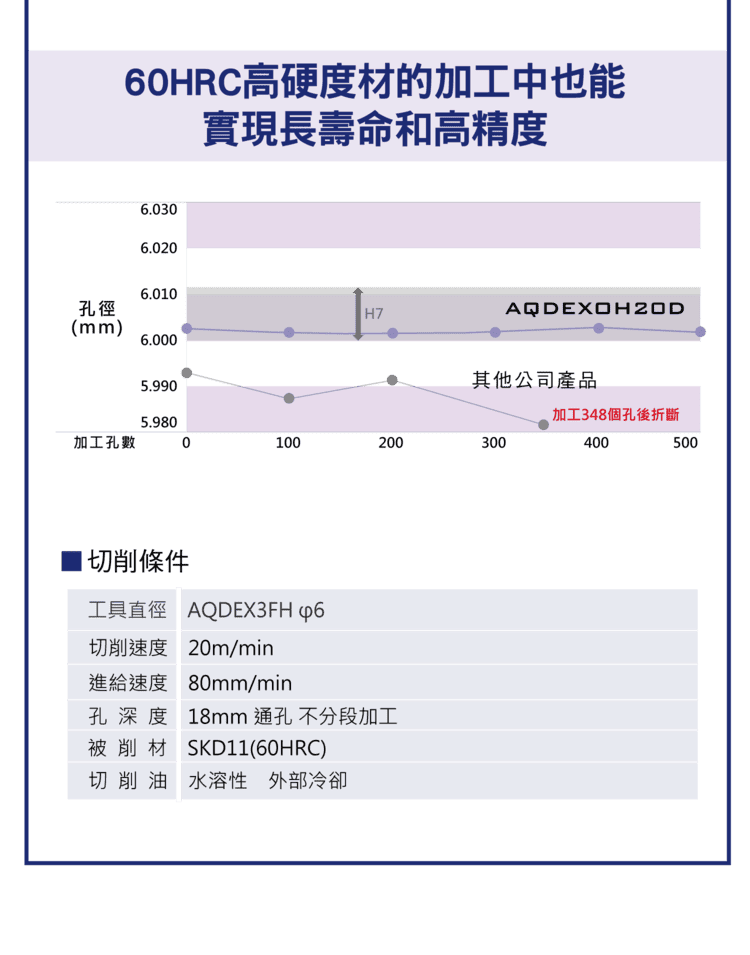
二、高硬度材料加工能力(原廠示例)
以原廠示例,3 刃鑽可加工 SKD11(約 60HRC)並維持孔徑精度,孔徑變化小、加工穩定:
| 項目 | 傳統工具 | 3 刃鑽(原廠示例) |
|---|---|---|
| 高硬度加工 | 易磨耗或斷刀 | 壽命長、精度穩定 |
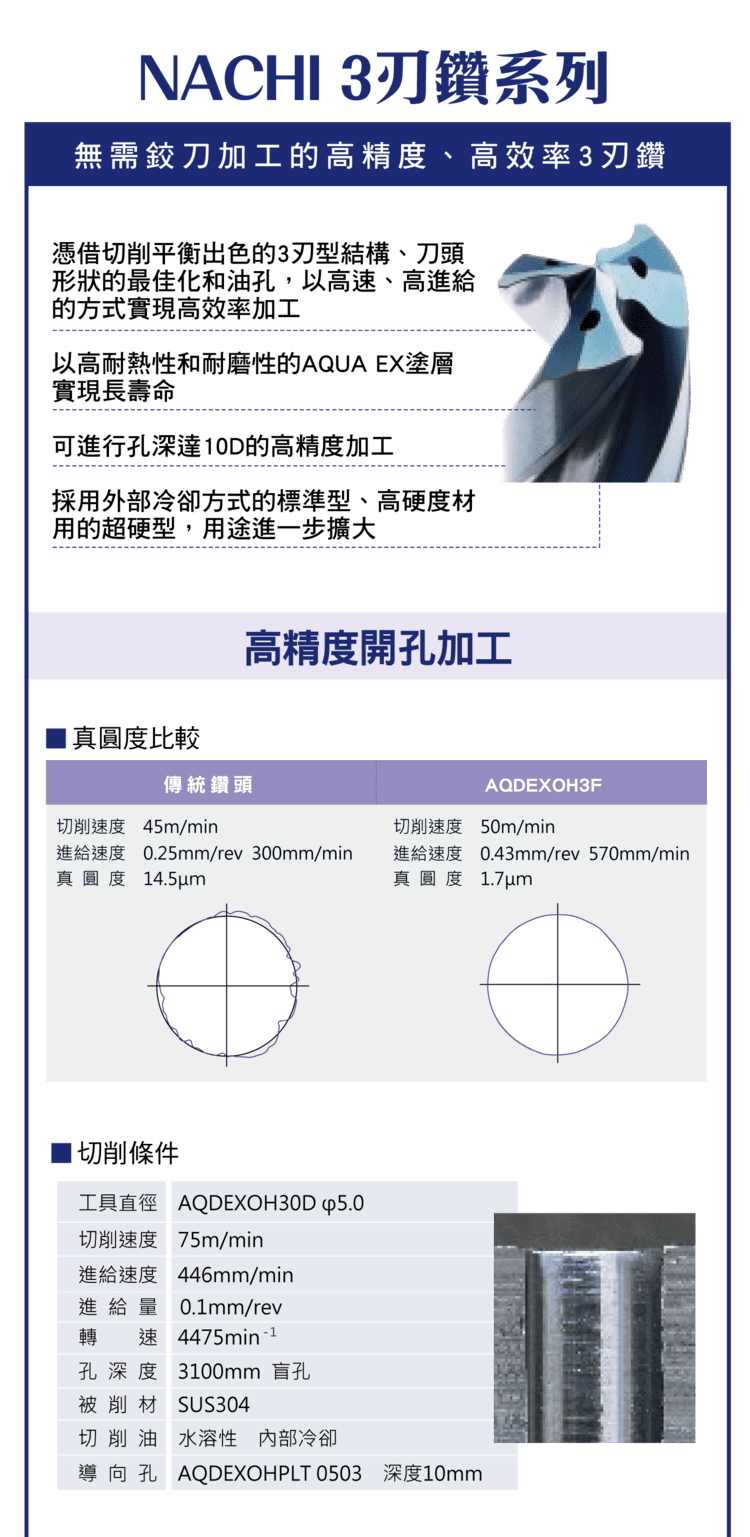
| 真圓度 | 約 14.5 μm | 約 1.7 μm |
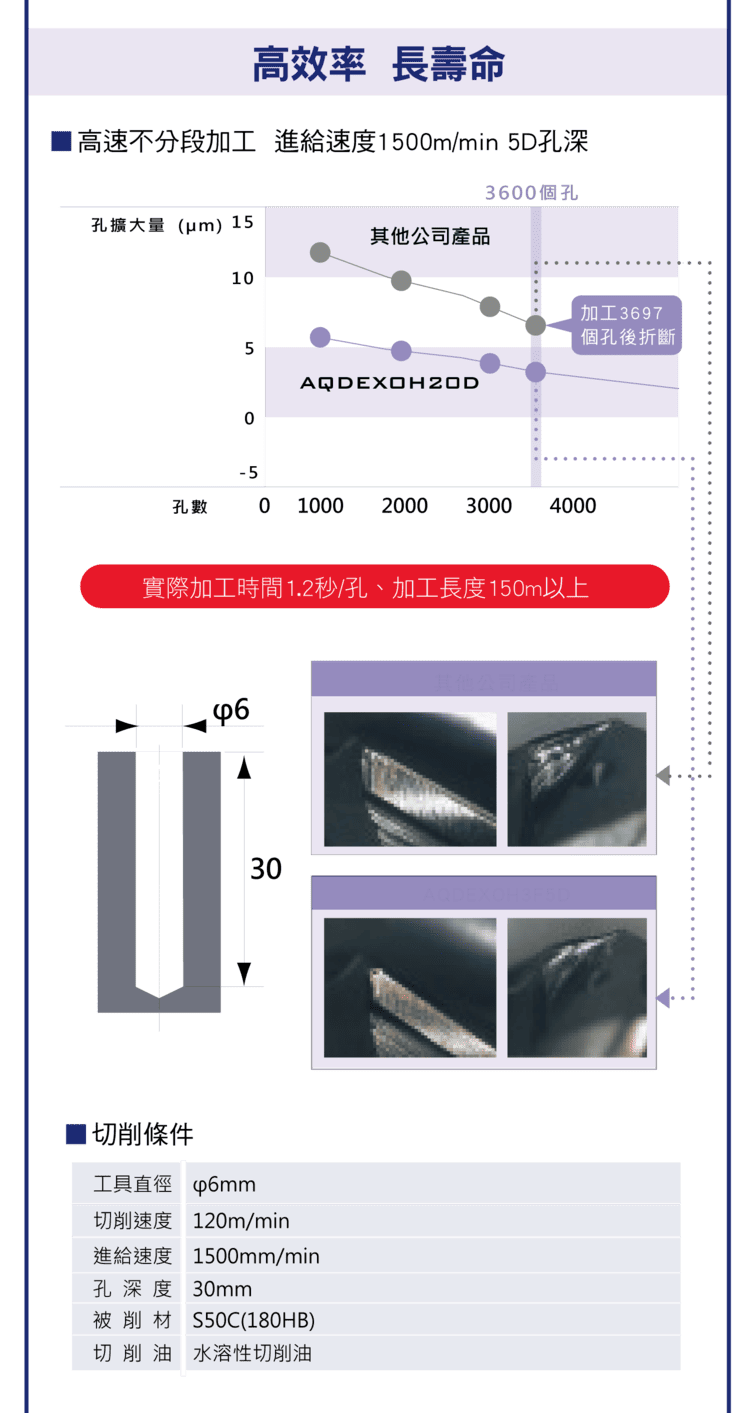
| 刀具壽命 | 約 348 孔後斷刀 | 可超過 3600 孔(約 10 倍以上) |
※ 以上為原廠示例數據,實際依刀具、機台與條件而異。
三、孔精度與真圓度
3 刃鑽的真圓度顯著優於傳統鑽頭(原廠示例約 1.7 μm vs 14.5 μm),孔壁品質佳,可提升尺寸精度、減少後續加工。
四、高速加工與效率(原廠示例)
3 刃鑽可高速不分段加工、具高進給能力;原廠示例進給可達約 1500 mm/min、加工時間約 1.2 秒/孔,有助提升生產效率、降低成本。
五、深孔加工能力(10D)
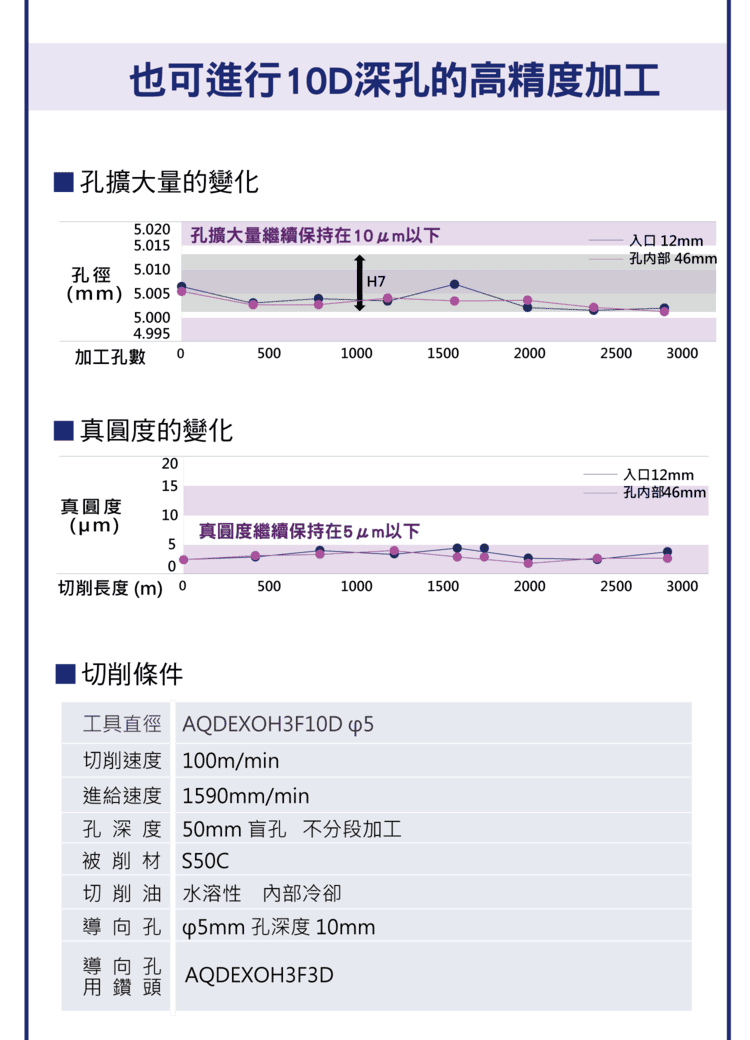
可進行 10D 深孔加工而不需分段退刀;原廠示例孔徑擴大量控制在 10 μm 內、真圓度控制在 5 μm 內,維持穩定的深孔品質。深孔的排屑與導向設計可參考〈油孔鑽深孔加工指南〉。
六、切削條件與應用(參考)
| 項目 | 參考值 |
|---|---|
| 切削速度 | 約 20~120 m/min |
| 進給速度 | 約 80~1500 mm/min |
| 孔深 | 約 18~50 mm |
| 適用材料 | SKD11(60HRC)、S50C、SUS304 |
| 冷卻 | 水溶性切削油(內冷或外冷) |
※ 正式參數請以〈鑽頭切削參數設定指南〉之算法或原廠型錄為準,勿直接套用。
七、排屑與適用場景
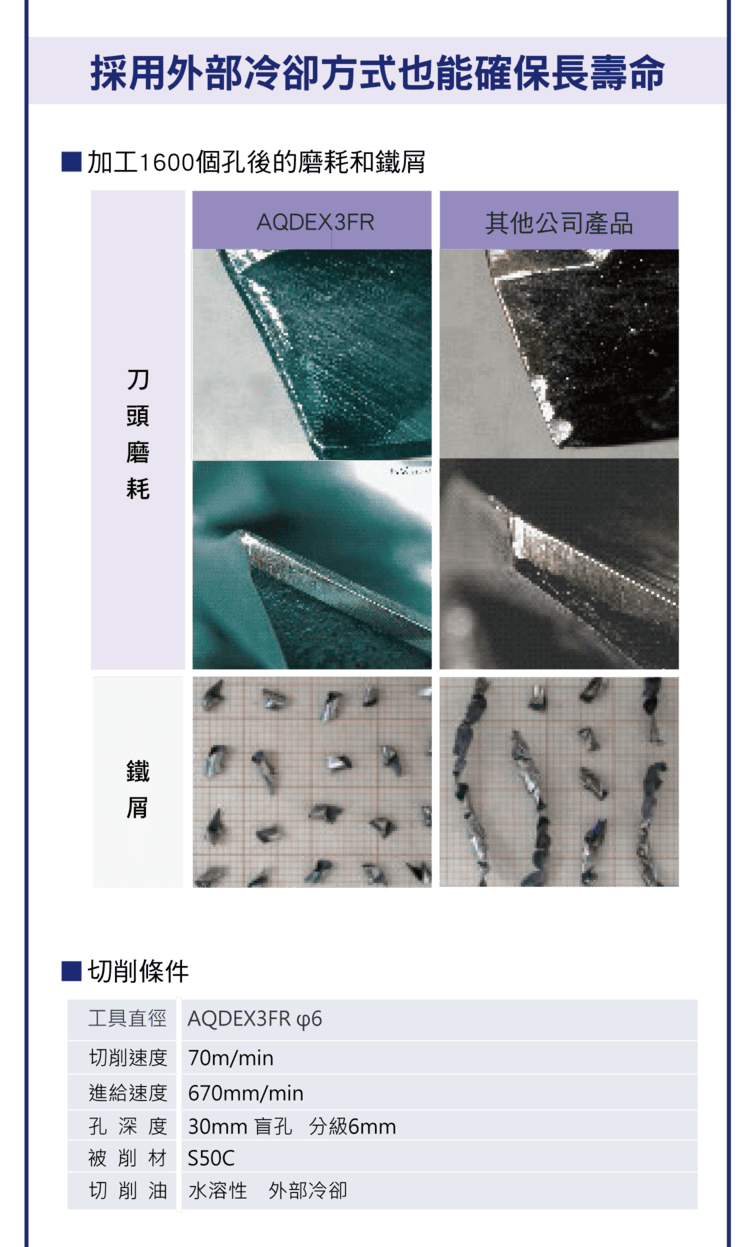
三刃設計切屑分割效果佳、排屑順暢,可減少堵屑、提升孔壁品質。適用於高硬度材料加工、高精度孔加工與高速量產,建議搭配 CNC 加工中心等高剛性設備。
常見問題 FAQ
Q:3 刃鑽和一般兩刃鑽差在哪?
三刃結構讓切削力分散、進給能力更高、孔壁更穩定,真圓度與壽命都明顯優於兩刃鑽;但需要較高剛性機台與穩定排屑。
Q:3 刃鑽可以加工 60HRC 高硬度材料嗎?
可以(原廠示例)。3 刃鑽可加工 SKD11 約 60HRC 並維持孔徑精度、壽命穩定,但需搭配適當塗層、切削條件與冷卻。
Q:3 刃鑽的進給可以拉多高?
因切削力分散,進給能力較高(原廠示例可達約 1500 mm/min);實際仍須依材料、直徑與機台剛性,以計算式設定。
Q:3 刃鑽適合什麼場景?
適合高硬度、高精度與高速量產的孔加工,例如模具與需要高真圓度的零件;建議搭配高剛性 CNC 設備與穩定內冷。









