油孔鑽深孔加工指南:30D~50D內冷長鑽高效率鑽孔|CNC57
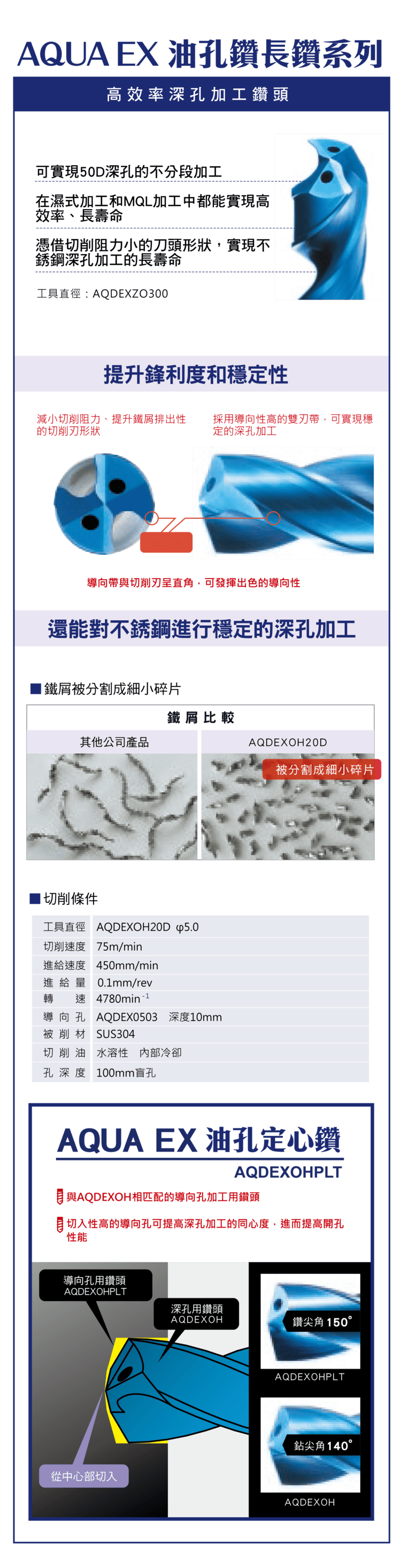
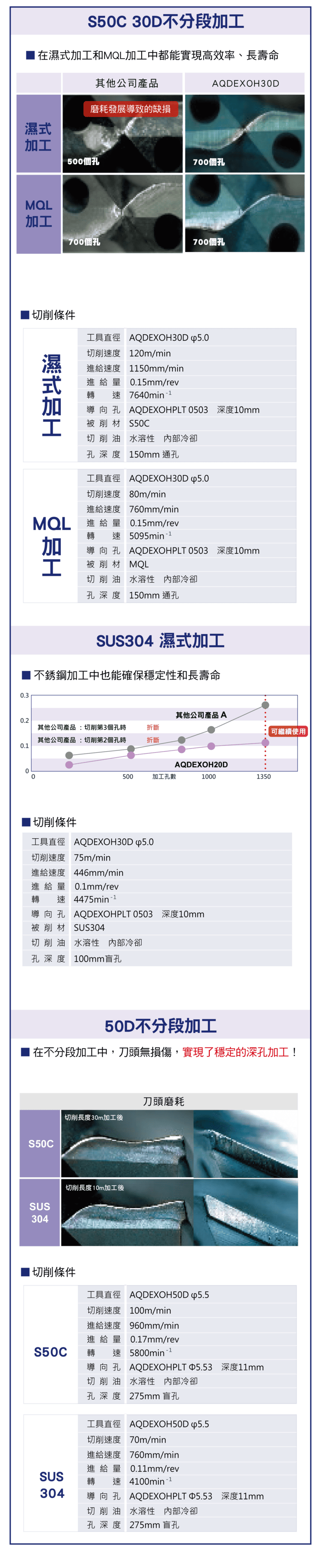
油孔鑽(內冷長鑽)專為深孔加工設計,透過內部冷卻油孔與低切削阻力刃型,可實現 30D 甚至 50D 不分段鑽孔,大幅提升效率與穩定性。在 S50C 與 SUS304 等材料上,無論濕式或 MQL 皆能維持穩定壽命與優異排屑,顯著降低刀具磨耗與斷刀風險。本文說明油孔鑽的加工原理、深孔能力、排屑與定心設計,作為高效率深孔加工的參考。
一、油孔鑽的加工原理
油孔鑽在刀體內設有冷卻油孔,將切削液直接送至刀尖,可提升排屑與冷卻效果、減少熱變形、降低刀具磨耗,讓深孔加工更穩定。冷卻方式的分類與選型可參考〈帶油孔鑽頭冷卻方式解析〉。
二、深孔加工能力(30D~50D)
| 能力 | 說明 |
|---|---|
| 30D 不分段 | 30 倍徑深孔一次到位 |
| 50D 深孔 | 50 倍徑深孔加工(原廠示例) |
| 免退刀 | 無需反覆退刀(Pecking),提升效率、減少時間 |
三、加工穩定性與刀具壽命(原廠示例)
| 材料 | 加工壽命(原廠示例) |
|---|---|
| S50C | 可達 700 孔以上 |
| SUS304 | 可持續超過 1000 孔 |
※ 上述為原廠示例數據,實際依刀具、機台與條件而異。
四、濕式與 MQL 加工
濕式加工冷卻效果高、適合高負載;MQL(微量潤滑)低油量、較環保,仍能維持穩定壽命。兩種方式搭配油孔鑽皆可穩定加工,可依現場環保與負載需求選擇。
五、排屑性能與切削特性
油孔鑽多採低切削阻力刃型並使切屑細化,配合內冷讓排屑順暢、避免堵孔,進而提升孔壁品質、降低加工缺陷。切屑型態判讀可參考〈鑽頭切屑形態解析〉。
六、傾斜面、精度與導向設計
油孔鑽可加工約 15° 的傾斜面孔,孔徑穩定、真圓度高、偏擺小。搭配導向鑽(Pilot Drill)可提升定位精度、減少偏移;切削刃與導向帶垂直的設計能強化導向、提升深孔直線度與穩定性。
七、加工條件建議(參考)
| 材料 | 切削速度(參考) | 進給(參考) |
|---|---|---|
| S50C | 約 100–120 m/min | 約 0.15–0.17 mm/rev |
| SUS304 | 約 70–75 m/min | 約 0.1–0.11 mm/rev |
※ 孔深範圍約 100~275 mm(原廠示例)。以上為相對示意值,正式參數請依〈鑽頭切削參數設定指南〉之算法或原廠型錄為準,勿直接套用。
八、應用場景
油孔鑽適用於高 L/D 的深孔加工,以及模具、汽車零件與航太零件等;建議搭配 CNC 加工中心等高剛性機台,並確保內冷供油穩定。
常見問題 FAQ
Q:油孔鑽和一般鑽頭差在哪?
油孔鑽在刀體內有冷卻油孔,可把切削液直接送到刀尖,散熱與排屑遠優於一般鑽頭,特別適合深孔與難削材加工。
Q:深孔加工一定要用內冷嗎?
深孔排屑困難、熱不易帶出,內冷(油孔)能顯著改善排屑與冷卻、減少斷刀。高 L/D 深孔強烈建議使用內冷鑽。
Q:30D、50D 是什麼意思?
D 代表鑽頭直徑,30D/50D 即孔深為直徑的 30/50 倍。倍徑越高代表越深、越難排屑,需靠內冷與低阻力刃型維持穩定。
Q:MQL 微量潤滑可以用在深孔嗎?
可以。搭配油孔鑽,MQL 在深孔仍能維持穩定壽命且較環保;但極高負載或極深孔仍以濕式高壓內冷較穩妥。









