順銑vs逆銑差異解析
順銑與逆銑是 CNC 銑削加工中最關鍵的切削方向選擇,直接影響刀具磨耗、加工表面品質與刀具壽命。逆銑容易產生鐵屑再切削問題,在不銹鋼、SKD11、SUJ2 等材料中尤其明顯,會加速磨耗、降低加工穩定性;順銑則能有效減少磨耗並改善排屑。正確選擇切削方向,是提升加工效率與品質的核心。
逆銑加工的主要問題
逆銑加工常見問題包含鐵屑附著於刀具、鐵屑再次進入切削區(再切削),其影響如下表:
| 問題 | 成因 | 影響 |
|---|---|---|
| 鐵屑附著於刀具 | 排屑不順、切屑黏結於刀刃 | 刀具磨耗加劇 |
| 鐵屑再次進入切削區(再切削) | 切屑無法順利排出而回到切削區 | 表面品質不穩定 |
| 切削熱累積 | 再切削增加摩擦與阻力 | 切削溫度上升 |
材料特性對加工的影響
特定材料在逆銑時問題更明顯:
| 材料 | 關鍵特性 | 逆銑時的問題 |
|---|---|---|
| 不銹鋼 | 加工硬化性高 | 刀具壽命縮短 |
| SKD11 / SUJ2 | 排屑性差 | 易產生鐵屑再切削 |
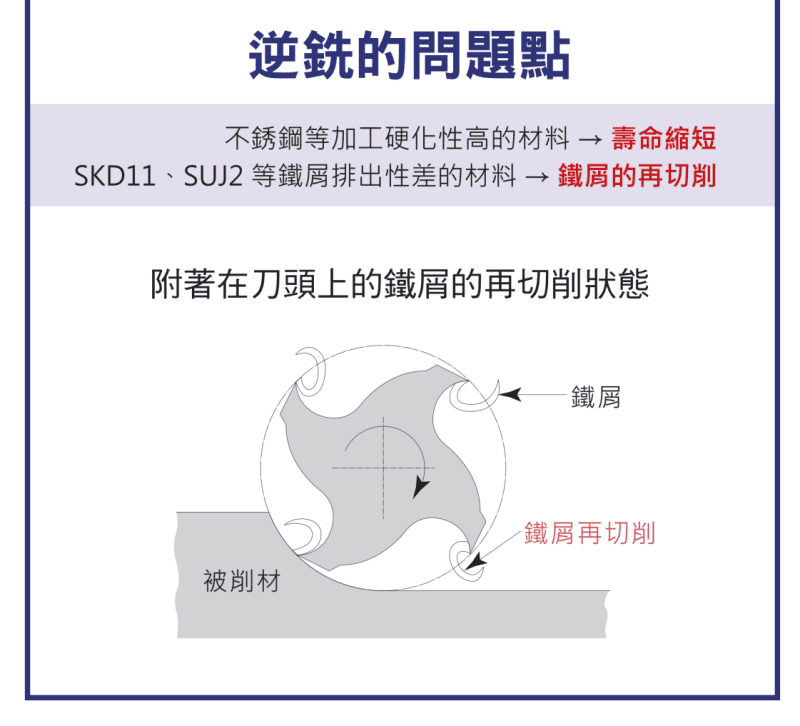
鐵屑再切削機制
當鐵屑無法順利排出時,會附著於刀刃並被再次切削,結果造成切削阻力增加、刀具磨耗加快、加工面粗糙。
順銑與逆銑的切削差異
| 項目 | 順銑(Climb Milling) | 逆銑(Conventional Milling) |
|---|---|---|
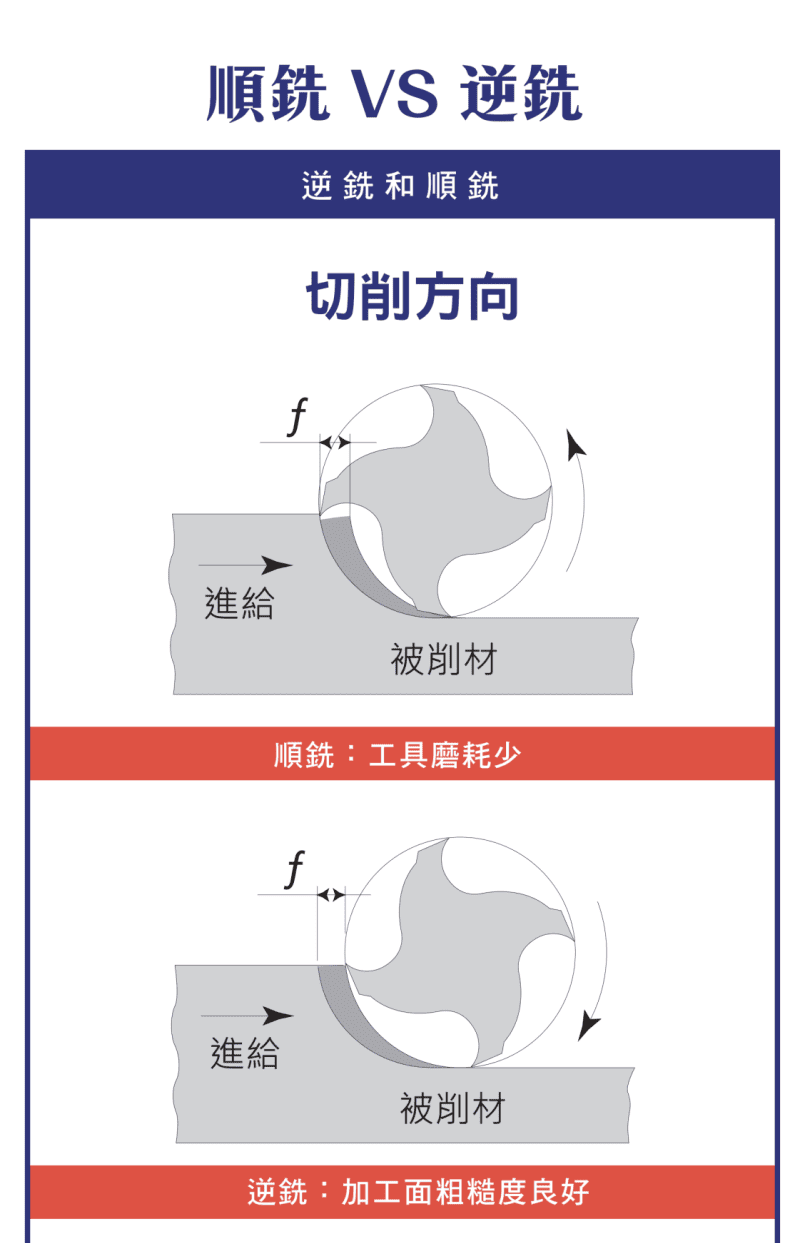
| 切削方式 | 刀具由厚切削至薄 | 刀具由薄切削至厚 |
| 排屑 | 排屑順暢 | 易產生再切削 |
| 刀具磨耗 | 工具磨耗較少 | 磨耗較快 |
| 加工面粗糙度 | 視條件而定 | 相對穩定 |
切削方向對加工品質的影響
| 切削方向 | 主要優勢 |
|---|---|
| 順銑優勢 | 降低刀具磨耗、提升排屑效率、降低切削熱 |
| 逆銑優勢 | 適合某些表面精加工;在機台剛性不足時較穩定 |
加工最佳化建議
| 建議方向 | 具體做法 |
|---|---|
| 優先選擇順銑 | 一般 CNC 加工首選,可提升刀具壽命 |
| 避免逆銑問題 | 改善排屑條件、使用適當切削液、調整進給與轉速 |
| 材料對策 | 不銹鋼→降低加工硬化;SKD11→強化排屑 |
逆銑造成的異常磨耗,可延伸閱讀〈銑刀磨耗因素解析〉了解磨耗機制與再研磨時機。
Q:順銑和逆銑差在哪?
A:順銑刀具由厚切到薄、排屑順暢、刀具磨耗少;逆銑由薄切到厚、易產生鐵屑再切削,但加工面粗糙度相對穩定、機台剛性不足時較穩。
Q:為什麼逆銑容易傷刀?
A:逆銑時鐵屑易附著刀刃並被再次切削,使切削阻力增加、磨耗加快、加工面變粗,尤其不銹鋼、SKD11、SUJ2 等材料更明顯。
Q:一般加工該選順銑還是逆銑?
A:一般 CNC 加工優先選順銑,可降低磨耗、提升排屑與降低切削熱;逆銑則適合某些表面精加工,或機台剛性不足時使用。
Q:加工不銹鋼/SKD11 怎麼避免逆銑問題?
A:不銹鋼以適當參數降低加工硬化、勿中途停刀;SKD11/SUJ2 強化排屑(切削液、氣冷、調整進給轉速),並優先採用順銑。
標籤
分享









