銑刀磨耗因素解析
銑刀磨耗是影響加工品質與刀具壽命的關鍵因素,主要分為正常磨耗與異常磨耗兩大類。正常磨耗隨切削時間呈現初期、穩定與終期三階段變化;異常磨耗則包含崩口、剝落與熱裂紋等現象。當磨耗進入終期階段,刀具性能會快速下降,需及時再研磨或更換。掌握磨耗機制與對應對策,可有效延長刀具壽命並提升 CNC 加工穩定性。
銑刀磨耗的基本概念
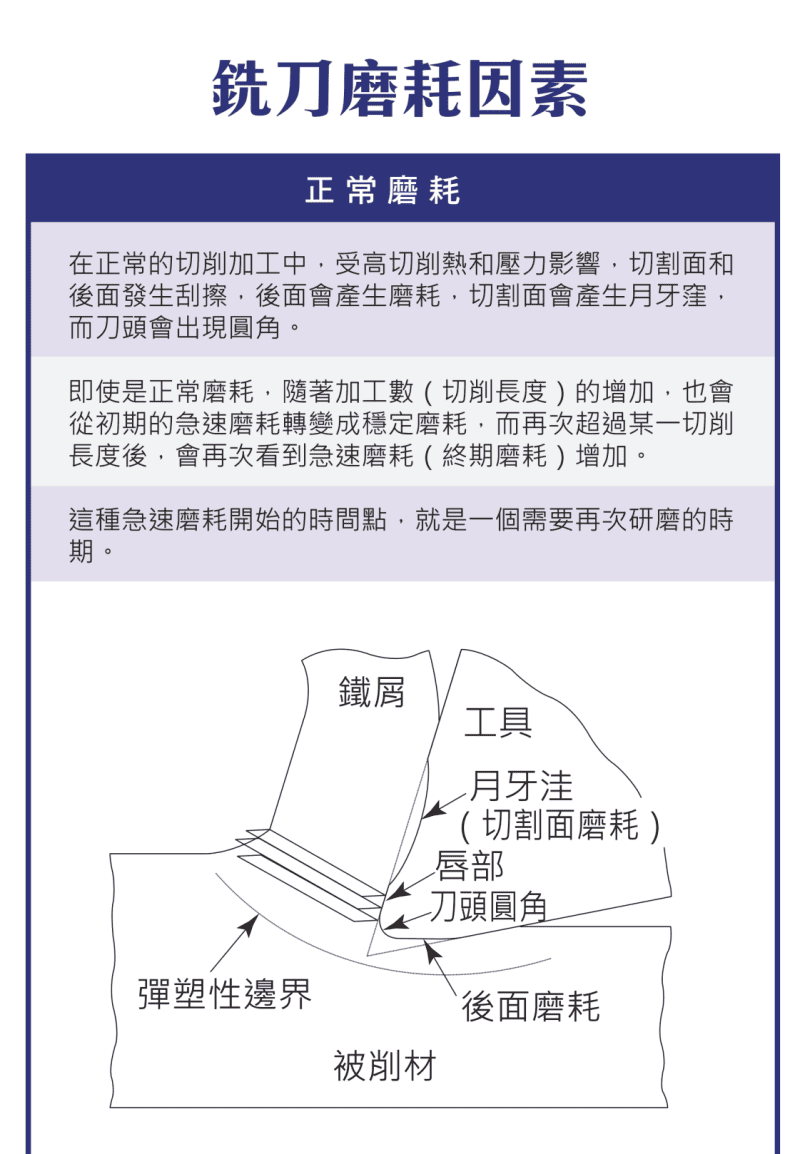
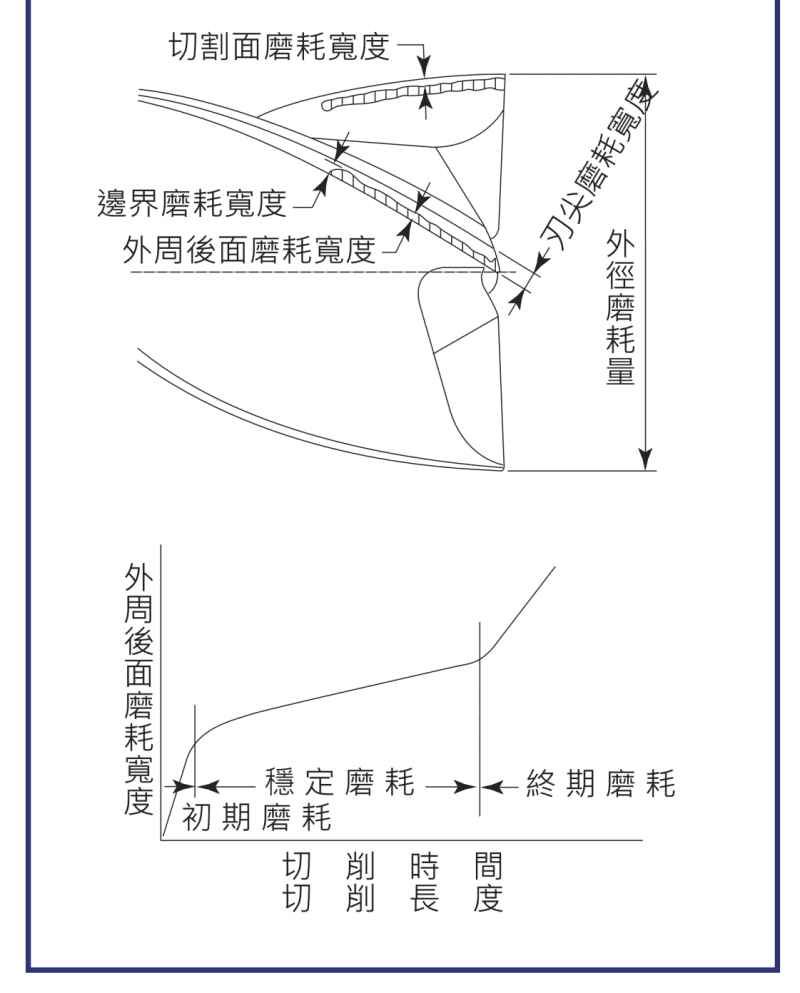
銑刀在加工過程中會因高溫、高壓、摩擦而產生磨耗,直接影響加工精度、表面品質與刀具壽命。磨耗量可由切割面磨耗寬度、邊界磨耗寬度、外周後面磨耗寬度、刀尖磨耗寬度與外徑磨耗量等指標來衡量。
正常磨耗機制
正常磨耗主要包含三種型態:後刀面磨耗、月牙洼磨耗(切削面磨耗)與刀頭圓角形成。其磨耗曲線隨切削時間(切削長度)分為三階段:
| 階段 | 磨耗特徵 |
|---|---|
| 初期磨耗 | 開始時磨耗較快 |
| 穩定磨耗 | 磨耗速度趨於穩定 |
| 終期磨耗 | 磨耗急劇增加 |
關鍵:終期磨耗開始的時間點,就是應該進行再研磨的時機。
異常磨耗類型
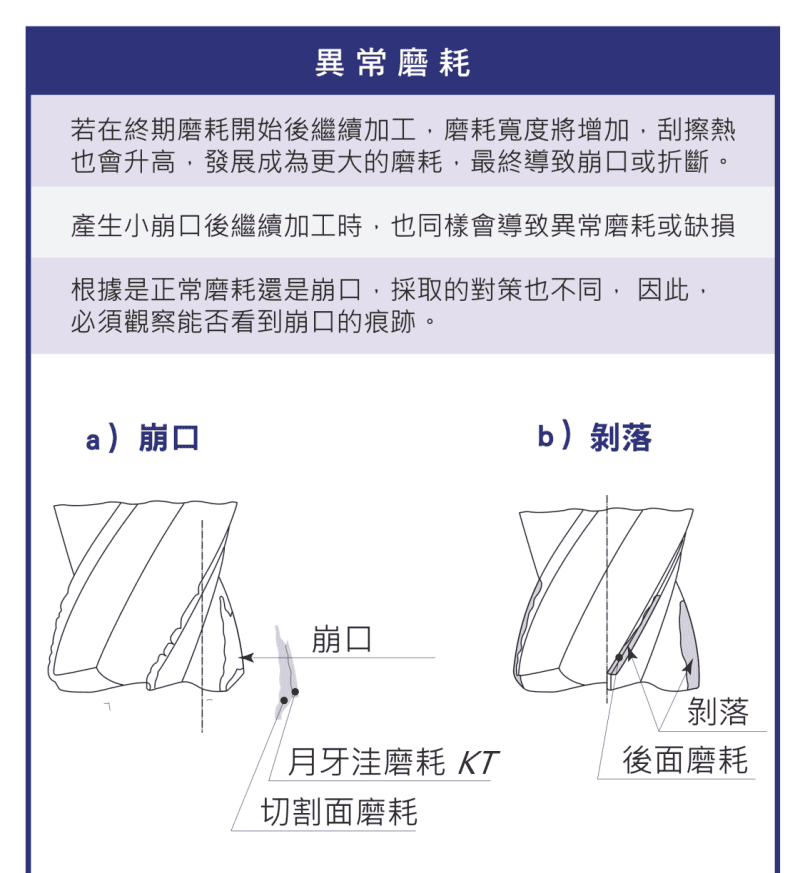
常見異常磨耗類型與說明如下:
| 異常磨耗類型 | 說明 |
|---|---|
| 崩口(Chipping) | 刃口局部破損 |
| 剝落(Flaking) | 表面材料脫落 |
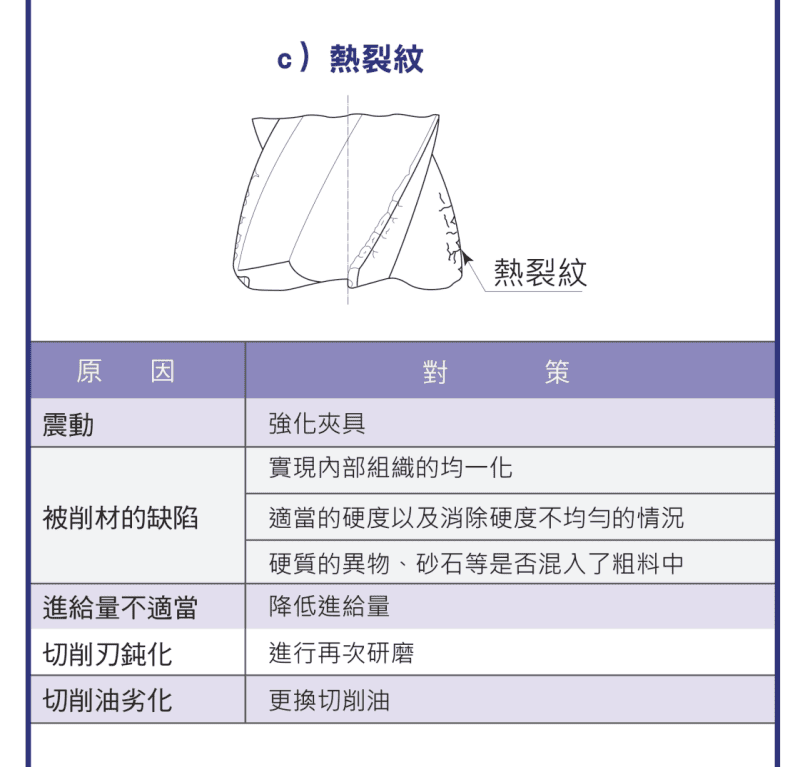
| 熱裂紋(Thermal cracking) | 因熱應力產生裂紋 |
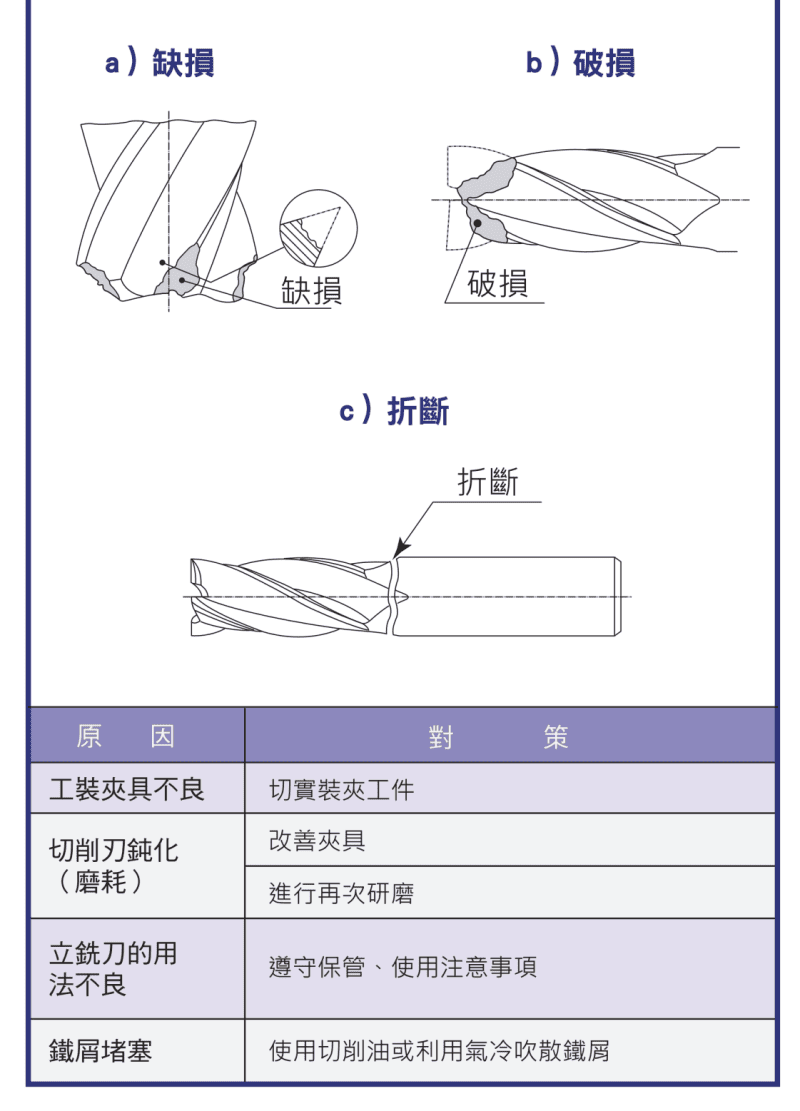
| 缺損與破損 | 嚴重結構破壞 |
| 折斷 | 刀具完全失效 |
是否為崩口會影響採取的對策,因此須觀察刃口是否有崩口痕跡。
磨耗與刀具壽命關係
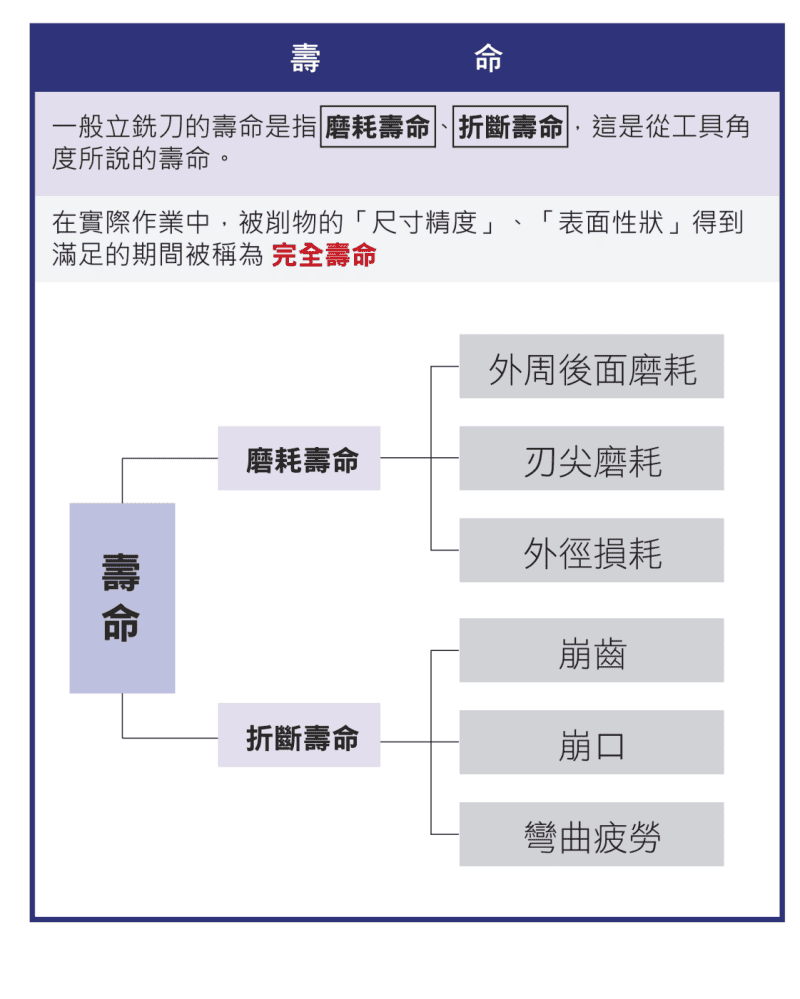
刀具壽命可分為三種判定方式:
| 判定方式 | 判斷依據 |
|---|---|
| 磨耗壽命 | 以磨耗程度為判斷 |
| 折斷壽命 | 以破損為判斷 |
| 完全壽命 | 以加工品質(尺寸與表面)為判斷 |
加工實務以「完全壽命」為最重要的指標。
異常磨耗原因與對策
異常磨耗(含熱裂紋等)的常見原因與對策如下表:
| 原因 | 對策 |
|---|---|
| 振動 | 強化夾具 |
| 被削材的缺陷 | 使內部組織均一化、採適當硬度並消除硬度不均、避免硬質異物或砂石混入粗料 |
| 進給量不適當 | 降低進給量 |
| 切削刃鈍化 | 進行再次研磨 |
| 切削油劣化 | 更換切削油 |
缺損、折斷等破損的常見原因與對策:
| 原因 | 對策 |
|---|---|
| 夾治具不良 | 切實夾持工件 |
| 切削刃鈍化(磨耗) | 改善夾具、進行再次研磨 |
| 立銑刀用法不良 | 遵守保管與使用注意事項 |
| 鐵屑堵塞 | 使用切削油或利用氣冷吹散鐵屑 |
磨耗控制實務建議
| 建議項目 | 說明 |
|---|---|
| 建立磨耗監控機制 | 定期檢查刃口狀態 |
| 設定再研磨標準 | 於終期磨耗前重磨 |
| 避免過度使用 | 避免讓刀具進入終期磨耗或崩口後繼續加工 |
| 選用合適刀具 | 依被削材選擇適合的刀具材料與耐磨塗層 |
相關設備
銑刀進入終期磨耗或輕微崩口前,透過再研磨即可恢復刃口、重複使用,成本遠低於換新。延伸了解:銑刀研磨機(台灣製造・一年保固)。
Q:銑刀什麼時候該再研磨?
A:當磨耗曲線進入「終期磨耗」階段、磨耗速度急劇增加時即為再研磨時機。超過此點繼續加工,磨耗會快速惡化,甚至導致崩口或折斷。
Q:正常磨耗與異常磨耗如何分辨?
A:正常磨耗為後刀面磨耗、月牙洼磨耗與刀頭圓角,隨切削時間漸進;異常磨耗為崩口、剝落、熱裂紋、缺損與折斷,屬突發性結構破壞。可觀察刃口是否有崩口痕跡來判定。
Q:刀具壽命如何判定?
A:分為磨耗壽命(以磨耗程度判斷)、折斷壽命(以破損判斷)與完全壽命(以加工尺寸與表面品質判斷)。加工實務以「完全壽命」最為重要。
Q:銑刀磨耗了一定要換新嗎?
A:不一定。鎢鋼銑刀在終期磨耗或輕微崩口前,可透過再研磨恢復刃口、重複使用多次,成本遠低於換新;唯有嚴重折斷或破損才需更換。









