筒夾損傷與變形解析
筒夾損傷與變形會大幅影響刀具夾持力與加工穩定性。立銑刀在切削中承受反覆彎曲力時,容易造成夾頭內部磨耗,導致刀具滑動並縮短實際有效夾持長度,使承受扭矩的距離增加,進一步降低加工精度與刀具壽命。正確理解夾持長度與夾頭狀態,是提升 CNC 加工品質與穩定性的關鍵。
筒夾損傷對加工的影響
在 CNC 加工中,筒夾的主要功能為固定刀具位置、傳遞切削扭矩、維持加工穩定性。當筒夾產生損傷時,會導致:刀具滑動(打滑)、加工尺寸誤差、刀具壽命下降。
夾頭損傷的形成原因
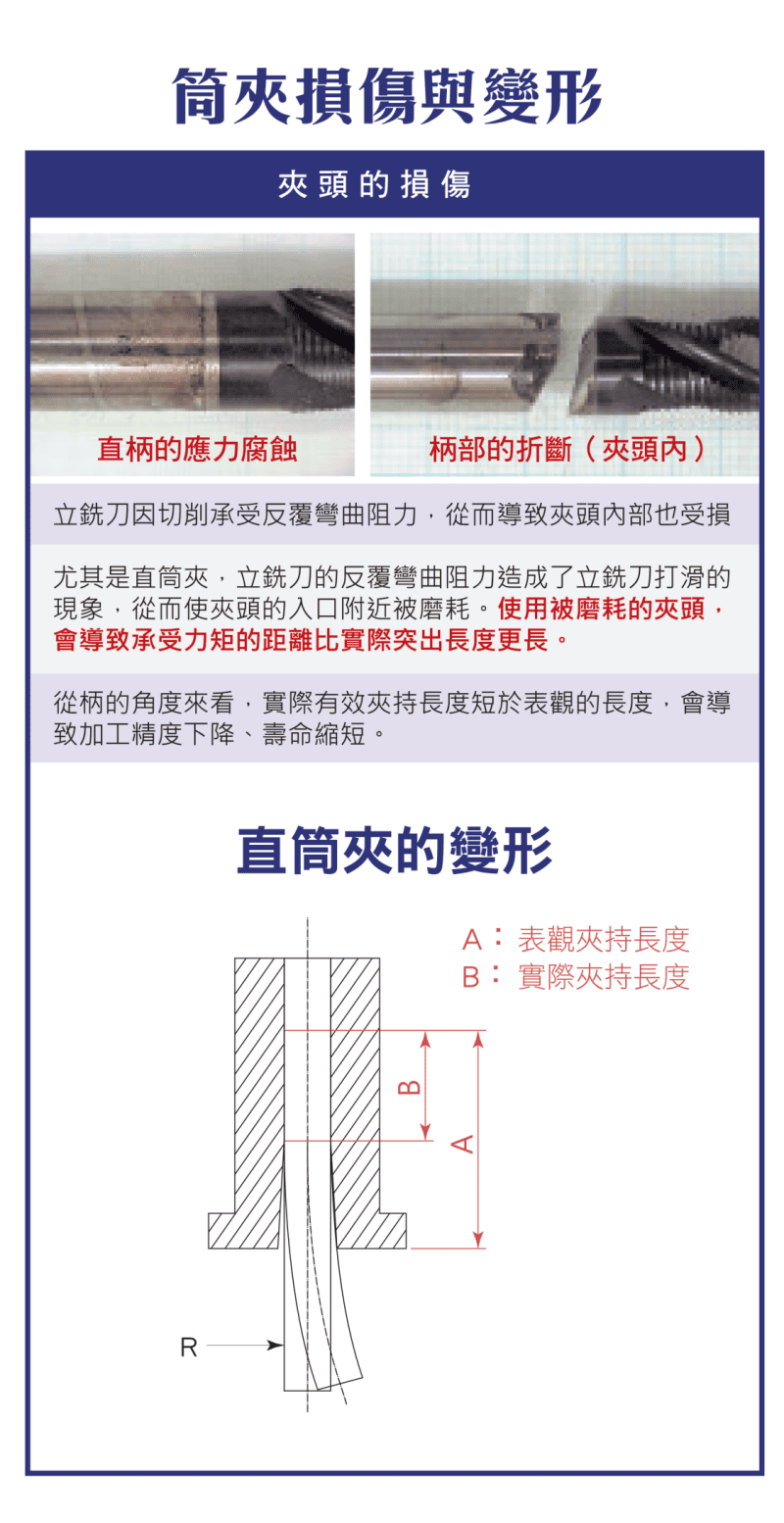
常見兩種典型損傷:直柄的應力腐蝕,以及柄部折斷(發生於夾頭內)。主要原因為反覆彎曲應力、長時間高負載切削、刀具剛性不足,使夾頭內部逐漸磨耗。
夾持長度差異的關鍵問題
圖示以 A:表觀夾持長度 與 B:實際有效夾持長度 說明核心問題——當夾頭磨耗時,實際夾持長度 B 小於表觀長度 A,造成夾持力下降、扭矩作用距離增加、刀具更易彎曲,最終使加工精度下降、刀具壽命縮短。兩種夾持長度的對照如下:
| 項目 | 定義 | 夾頭磨耗後的影響 |
|---|---|---|
| A:表觀夾持長度 | 外觀上看起來被夾頭夾住的長度 | 不變(外觀不變) |
| B:實際有效夾持長度 | 真正提供夾持力與支撐的有效長度 | B 小於 A,夾持力下降、扭矩作用距離增加、刀具更易彎曲 |
筒夾變形與刀具滑動
當筒夾入口磨耗時,刀具會產生微量滑動、夾持不均勻,進一步導致刀具偏擺(Runout)增加、加工振動加劇、表面品質不穩定。
加工穩定性提升建議
| 面向 | 具體建議 |
|---|---|
| 夾頭管理 | 定期更換磨耗筒夾、避免使用已變形夾頭 |
| 刀具使用 | 控制刀具突出長度、提升刀具剛性 |
| 加工條件 | 降低切削負荷、避免過高進給與轉速 |
突出長度與刀具彎曲的關係,可延伸閱讀〈銑刀刀長與彎曲關係解析〉。
Q:筒夾損傷會造成什麼問題?
A:刀具滑動(打滑)、加工尺寸誤差、刀具壽命下降;入口磨耗還會增加刀具偏擺(runout)與振動、使表面品質不穩定。
Q:「表觀夾持長度」和「實際有效夾持長度」差在哪?
A:A 是表觀(看起來夾住)的長度,B 是實際有效夾持長度。夾頭磨耗時 B 小於 A,承受扭矩的距離變長,刀具更易彎曲,精度與壽命隨之下降。
Q:夾頭為什麼會損傷?
A:立銑刀反覆彎曲應力、長時間高負載切削、刀具剛性不足,使夾頭入口附近逐漸磨耗,甚至出現直柄應力腐蝕或柄部在夾頭內折斷。
Q:如何提升夾持穩定性?
A:定期更換磨耗筒夾、勿用已變形夾頭、控制刀具突出長度、提升剛性,並降低切削負荷與過高的進給與轉速。









