銑刀刀長與彎曲關係解析
立銑刀的刀長與彎曲抗力直接影響加工穩定性與刀具壽命。刀具突出長度越長,彎曲變形會呈倍數增加,進而大幅降低折斷壽命——例如刀長增加 2 倍,彎曲量可達 8 倍,疲勞破壞風險大幅上升。透過控制刀長、提升剛性與最佳化切削條件,可有效降低振動與刀具折損。
銑刀刀長與彎曲的關係
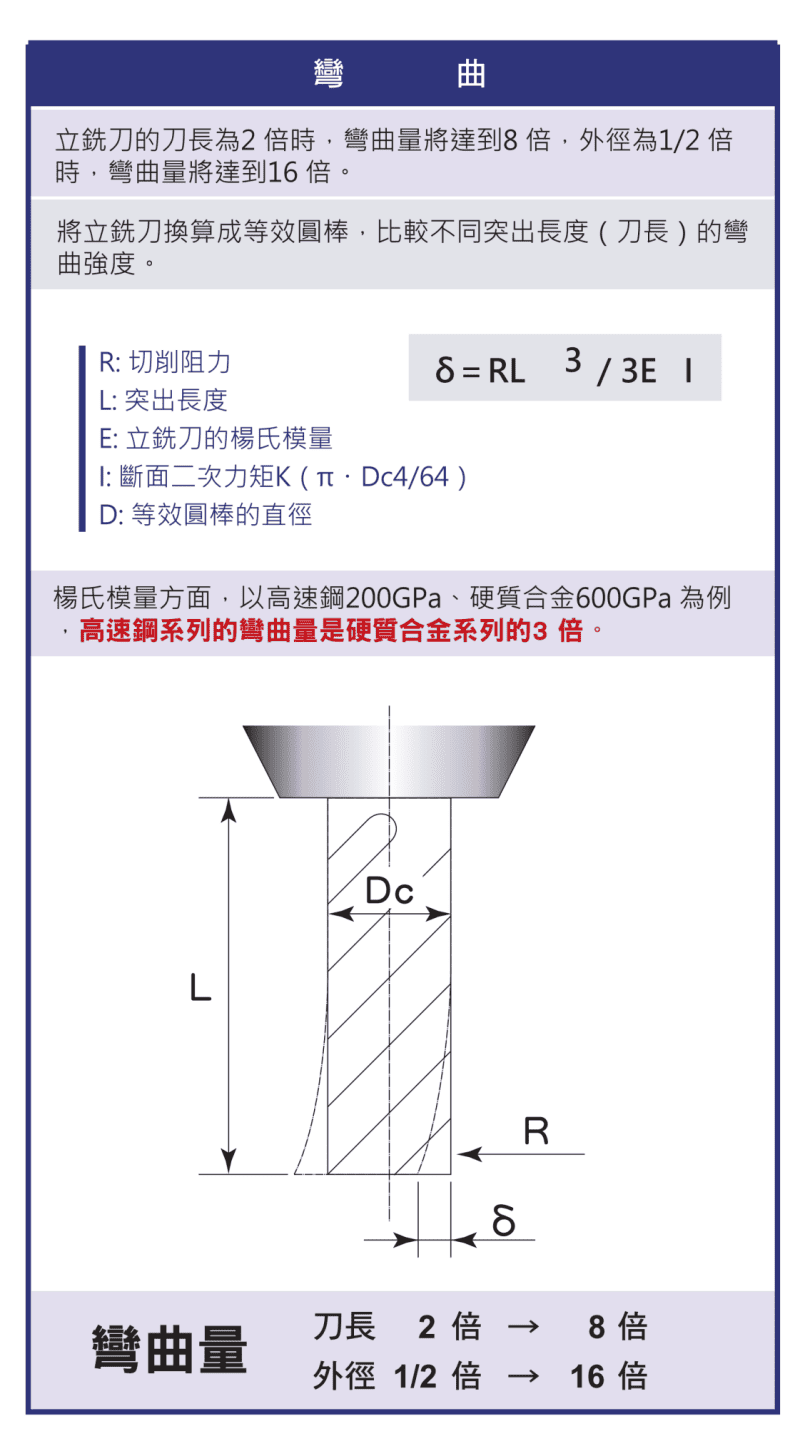
將立銑刀換算成等效圓棒,其彎曲量公式為:
δ = R × L³ ÷ (3EI)
- R:切削阻力
- L:刀具突出長度
- E:立銑刀的楊氏模量
- I:斷面二次力矩(I = π × Dc⁴ ÷ 64,Dc 為等效圓棒直徑)
重點:彎曲量與刀長呈立方關係(L³)。
刀長對彎曲與壽命的影響
- 刀長增加 2 倍 → 彎曲量增加約 8 倍
- 刀徑減半 → 彎曲量增加約 16 倍
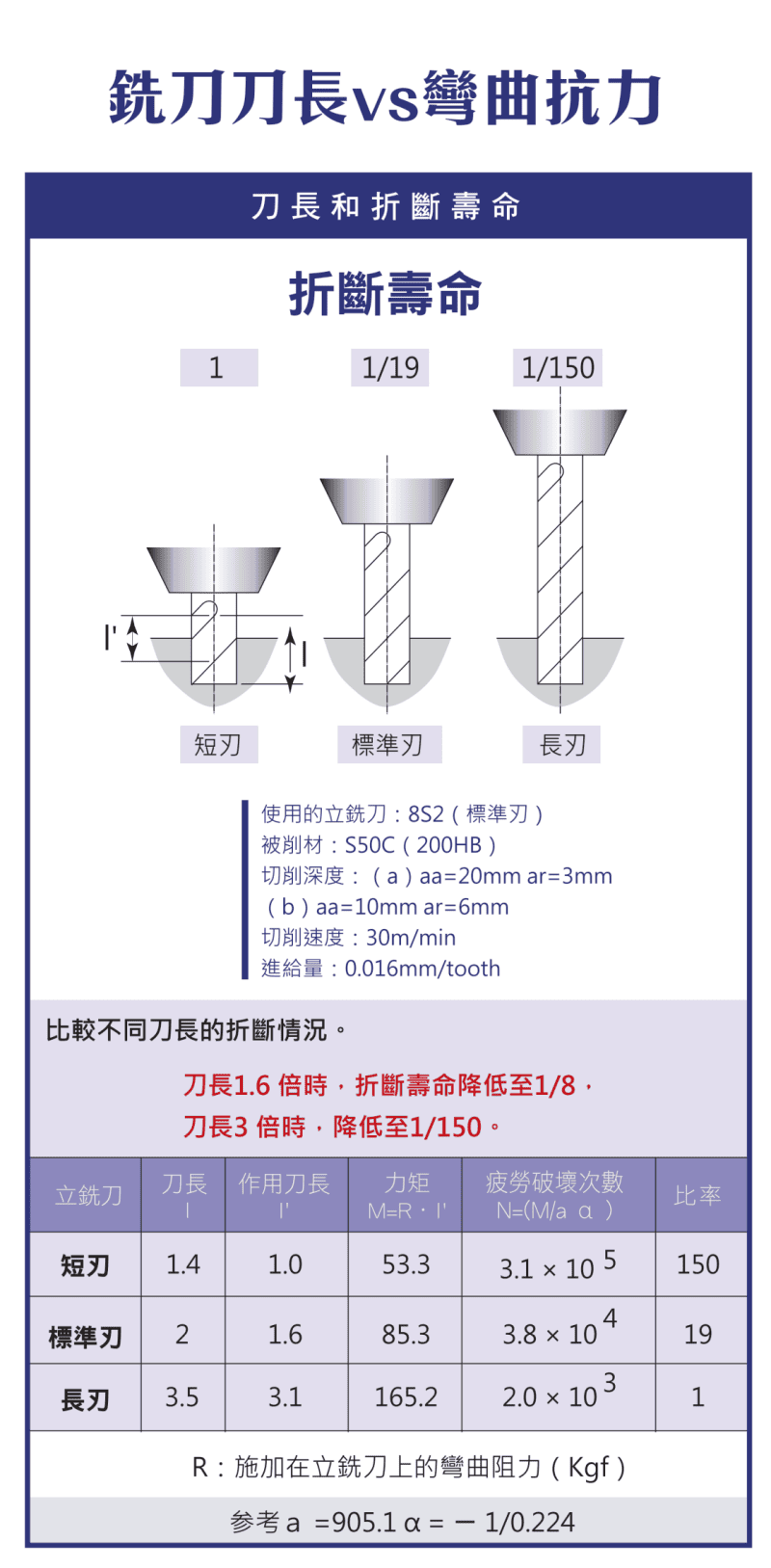
- 折斷壽命:刀長 1.6 倍 → 降至約 1/8;刀長 3 倍 → 降至約 1/150
原廠實測(立銑刀 8S2 標準刃、被削材 S50C 200HB、切削速度 30 m/min、進給量 0.016 mm/tooth)的折斷壽命比較:
| 立銑刀 | 刀長 I | 作用刀長 I' | 力矩 M=R·I' | 疲勞破壞次數 N | 比率 |
|---|---|---|---|---|---|
| 短刃 | 1.4 | 1.0 | 53.3 | 3.1×10⁵ | 150 |
| 標準刃 | 2 | 1.6 | 85.3 | 3.8×10⁴ | 19 |
| 長刃 | 3.5 | 3.1 | 165.2 | 2.0×10³ | 1 |
切削長度與疲勞破壞
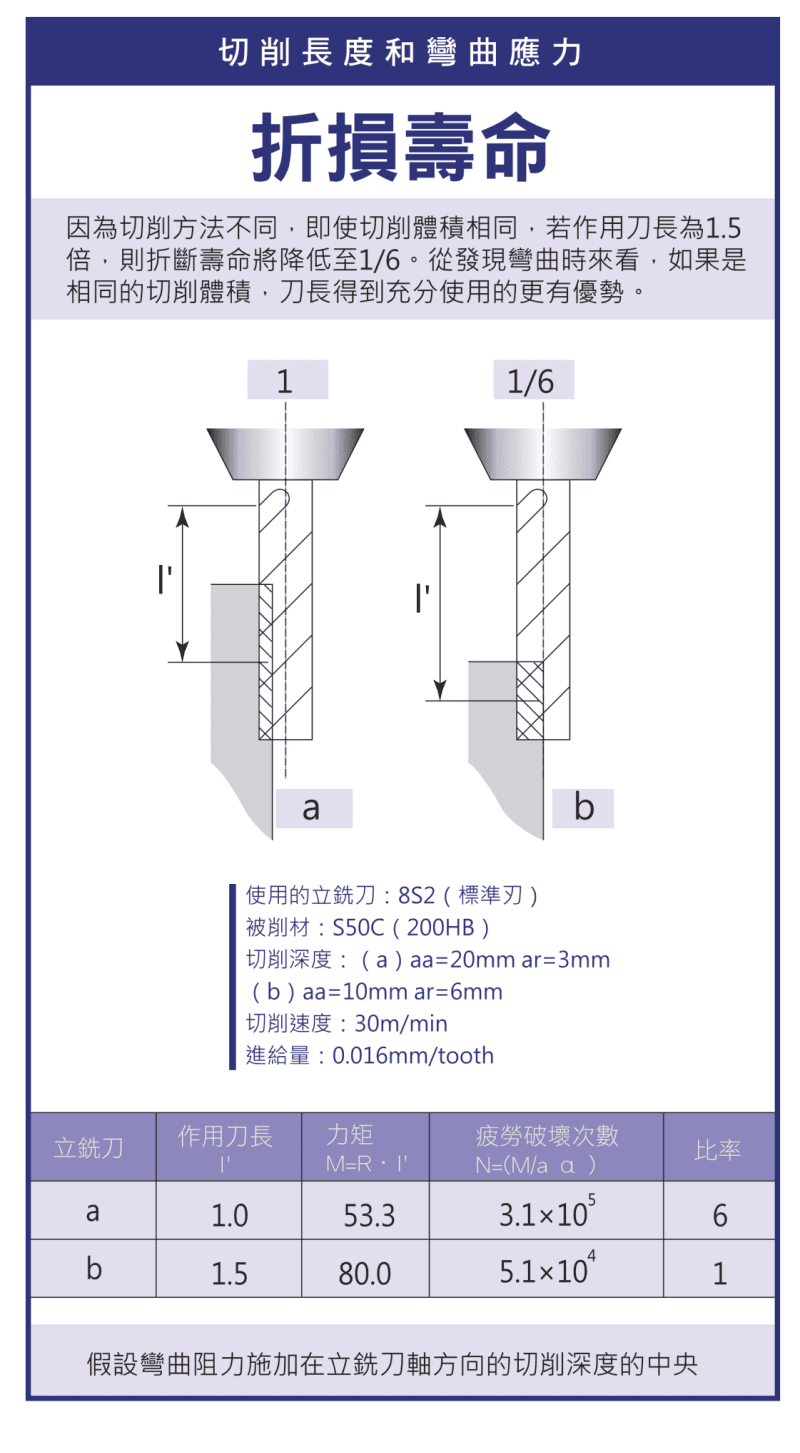
在相同切削體積條件下,作用刀長增加會使彎曲應力上升、折斷壽命顯著降低——例如作用刀長增加 1.5 倍,折斷壽命降至約 1/6。換言之,相同切削體積下,刀長能被充分使用(突出較短)更有優勢。
| 條件 | 作用刀長 I' | 力矩 M=R·I' | 疲勞破壞次數 N | 比率 |
|---|---|---|---|---|
| a | 1.0 | 53.3 | 3.1×10⁵ | 6 |
| b | 1.5 | 80.0 | 5.1×10⁴ | 1 |
材料對彎曲的影響
楊氏模量比較:高速鋼約 200 GPa、鎢鋼約 600 GPa。相同條件下,高速鋼的彎曲量約為鎢鋼的 3 倍,鎢鋼剛性更佳。
加工穩定性最佳化建議
- 刀具選擇:優先選擇短刀長、增加刀具直徑。
- 加工條件:降低切削負荷、控制切削深度。
- 設備與夾持:提高夾持剛性、減少刀具突出長度。
夾持端的有效夾持長度也會影響刀具彎曲,延伸閱讀〈筒夾損傷與變形解析〉。
刀長控制實務原則
- 刀具突出長度越短越好
- 避免過長懸伸加工
- 長刀加工時務必降低參數
Q:刀長越長為什麼越容易折?
A:彎曲量與刀長呈立方關係(δ∝L³),刀長 2 倍彎曲量約達 8 倍;折斷壽命隨之大降(刀長 1.6 倍→約 1/8、3 倍→約 1/150)。
Q:刀徑對彎曲影響多大?
A:彎曲量與刀徑四次方成反比,刀徑減半彎曲量約達 16 倍;增加刀具直徑是提升剛性最有效的方法之一。
Q:高速鋼和鎢鋼哪個剛性好?
A:鎢鋼楊氏模量約 600 GPa、高速鋼約 200 GPa;相同條件下高速鋼彎曲量約為鎢鋼的 3 倍,鎢鋼剛性更佳。
Q:怎麼降低刀具彎曲與折損?
A:優先選短刀長、增加刀具直徑、提高夾持剛性、減少突出長度;長刀懸伸加工時降低切削負荷與參數。
標籤
分享









