鑽頭與絲攻加工流程指南:各孔型最佳工具組合|CNC57
內螺紋加工需結合鑽孔、導孔與攻牙多道工序。依不同孔型(盲孔、深孔、曲面孔、傾斜面、薄板)搭配最適的鑽頭與絲攻,能提升加工精度與效率、降低斷刀與干涉風險,並穩定量產品質與刀具壽命。本文整理各孔型的工具組合、鑽頭類型與絲攻選擇原則,作為 CNC 攻牙與鑽孔流程設計的參考。
一、內螺紋加工流程概念
內螺紋加工通常包含底孔鑽孔、導向孔或倒角、攻牙三個階段。各工序需匹配對應工具,確保尺寸與精度一致,才能避免攻牙干涉與螺紋不良。
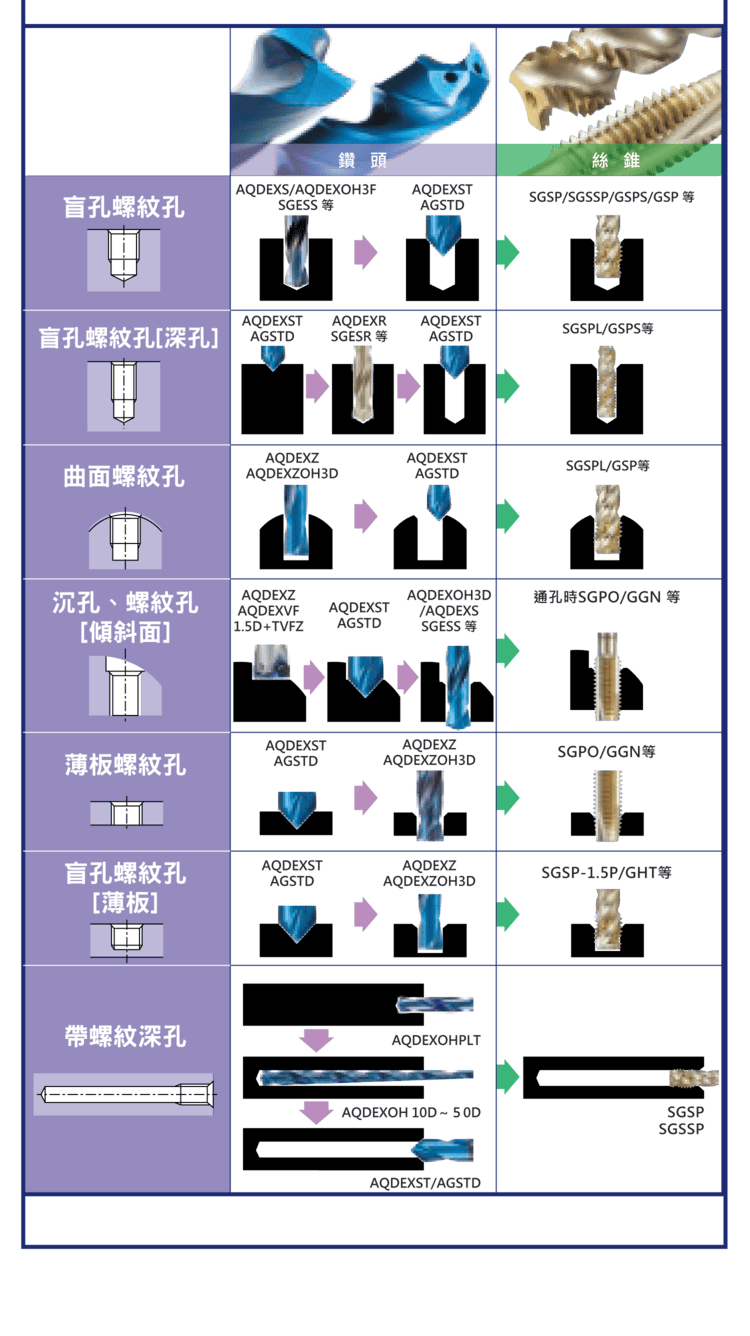
二、各孔型的工具配置(原廠示例)
| 孔型 | 建議流程 | 效果 |
|---|---|---|
| 盲孔 | 鑽頭(一般/油孔鑽)→ 平頭或定心鑽修正孔底 → 攻牙 | 提升底部精度、避免攻牙干涉 |
| 深孔 | 深孔鑽(內冷鑽)→ 導向孔 → 專用絲攻 | 提升排屑、降低斷刀風險 |
| 曲面孔 | 平頭鑽或特殊刃型鑽頭定位 → 精加工 | 提升定位精度、減少偏心 |
| 傾斜面/沉孔 | 平頭鑽修正傾斜面 → 一般鑽孔 → 攻牙 | 可直接加工傾斜面、降低振動與偏移 |
| 薄板 | 適合薄板的鑽頭 → 搭配專用絲攻 | 提升螺紋完整性、減少毛邊 |
| 帶螺紋深孔 | 深孔鑽(10D~50D,穩定排屑)→ 對應絲攻 | 適用長孔、提升加工穩定性 |
※ 上述工具配置為原廠(如 NACHI)示例流程,實際請以刀具原廠建議與現場條件為準。
三、鑽頭類型與應用
| 鑽頭類型 | 適用 |
|---|---|
| 一般鑽頭(短刃型) | 一般孔加工 |
| 油孔鑽(內冷) | 深孔加工 |
| 3 刃鑽 | 高效率、高精度 |
| 平頭鑽 | 平底孔、傾斜面、曲面定位 |
| 定心鑽 | 導向、定心 |
四、絲攻選擇建議
| 加工條件 | 建議絲攻 |
|---|---|
| 通孔 | 先端(螺尖)絲攻 |
| 盲孔 | 螺旋絲攻 |
| 高強度/薄板 | 擠壓(無屑)絲攻 |
絲攻須與底孔尺寸及材料特性匹配;底孔鑽選型可參考〈平頭鑽加工指南〉與〈深孔鑽加工指南〉。
五、整合加工的優勢
將鑽孔、導孔與攻牙的工具與流程整合設計,可提升加工效率、降低刀具磨耗並穩定加工品質,特別適合 CNC 量產、高精度零件與模具、汽車零件等場景。
常見問題 FAQ
Q:攻牙前一定要先做導孔或倒角嗎?
建議做。導孔或孔口倒角能幫助絲攻順利切入、避免爛牙與干涉,尤其盲孔還可用平頭或定心鑽修正孔底,提升底部精度。
Q:通孔和盲孔的絲攻怎麼選?
通孔用先端(螺尖)絲攻,切屑往前排出;盲孔用螺旋絲攻,切屑往上帶出避免堆積孔底。高強度或薄板可用擠壓(無屑)絲攻。
Q:深孔攻牙容易斷刀怎麼辦?
深孔重視排屑,建議底孔用內冷(油孔)深孔鑽、搭配專用絲攻並穩定供油與退屑,能降低斷刀風險。
Q:傾斜面或曲面上要攻牙怎麼做?
先用平頭鑽或特殊刃型鑽頭修正傾斜/曲面、建立平整定位面,再一般鑽孔與攻牙,可降低偏心與振動、提升定位精度。
標籤
分享









