平頭鑽加工指南:平底孔、傾斜面與高效鑽孔|CNC57
平頭鑽(Flat Drill)可一次完成平底孔加工,特別適用於傾斜面、薄板與高精度沉孔應用。以 AQUA EX 平頭鑽為例,透過雙刃帶設計與高耐熱塗層,可提升加工穩定性、孔徑精度與刀具壽命,在高速加工下仍維持良好排屑與低振動;相較傳統分段加工,可縮短時間並提升效率,是 CNC 高效開孔的關鍵工具。平頭鑽與傳統鑽頭、立銑刀的差異,可參考平頭鑽 vs 鑽頭 vs 立銑刀差異解析。
平頭鑽加工原理
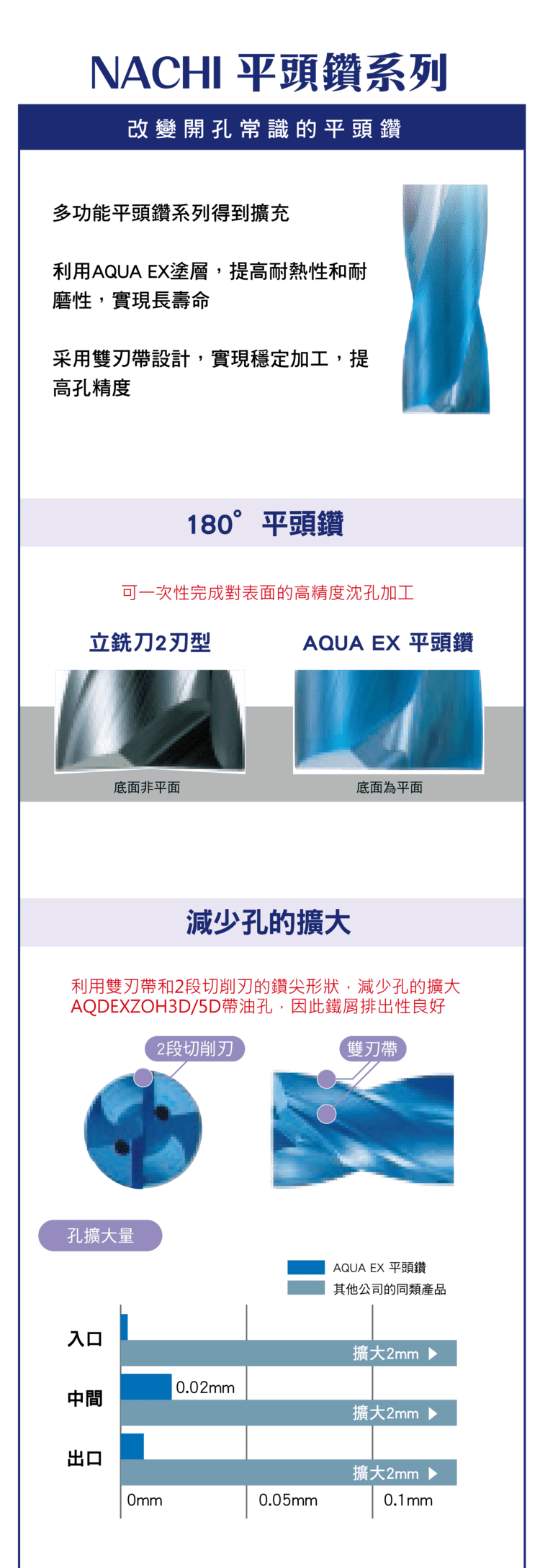
平頭鑽的刀尖接近平底(約 180° 底部),可直接加工平底孔,並一次完成開孔與底面加工。
| 項目 | 平頭鑽 | 一般立銑刀 |
|---|---|---|
| 孔底形狀 | 底部平整(約 180°) | 底面可能不平 |
| 加工流程 | 一次完成開孔與平面 | 常需分段加工 |
| 適用面 | 適用複雜加工面、傾斜面 | 以側向加工為主 |
平頭鑽的性能優勢
相較傳統加工方式,平頭鑽在效率、壽命、孔徑精度與排屑上都有明顯提升。
| 面向 | 傳統加工 | 平頭鑽(AQUA EX 為例) |
|---|---|---|
| 加工效率 | 約 32 秒(需分段) | 約 19 秒,效率提升約 40% |
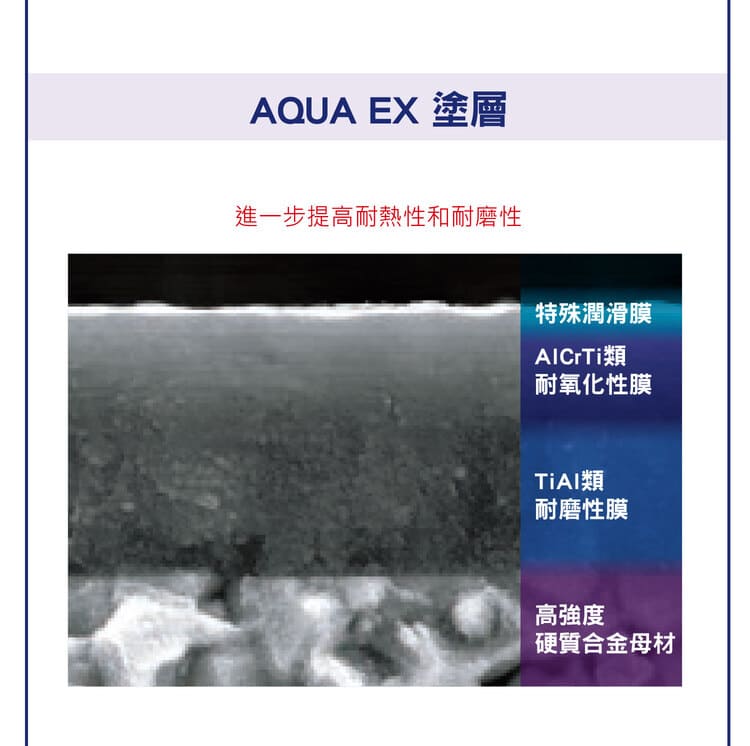
| 刀具壽命 | 刀尖易磨耗 | 雙刃帶+高耐熱/耐磨塗層,減少刀尖磨耗 |
| 孔徑精度 | 孔徑擴大明顯 | 雙刃帶導向、2 段切削刃,擴孔量極小 |
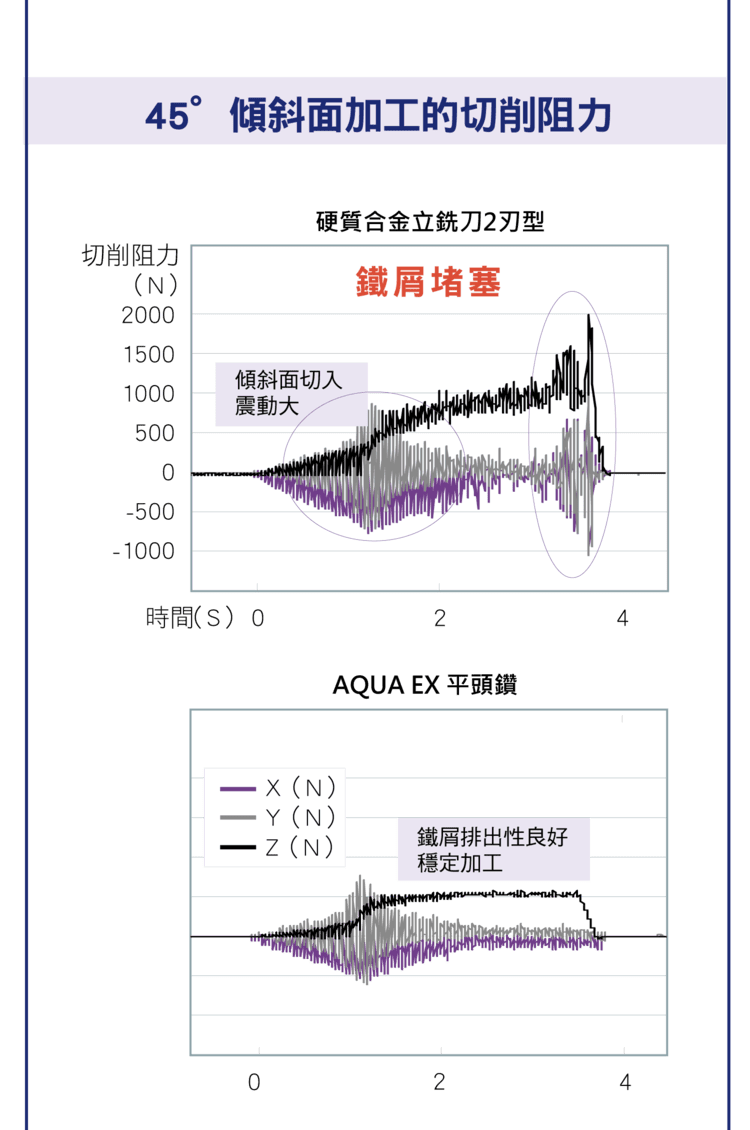
| 排屑與穩定性 | 傾斜面易振動、切屑易堵塞 | 排屑順暢、切削阻力穩定、低振動 |
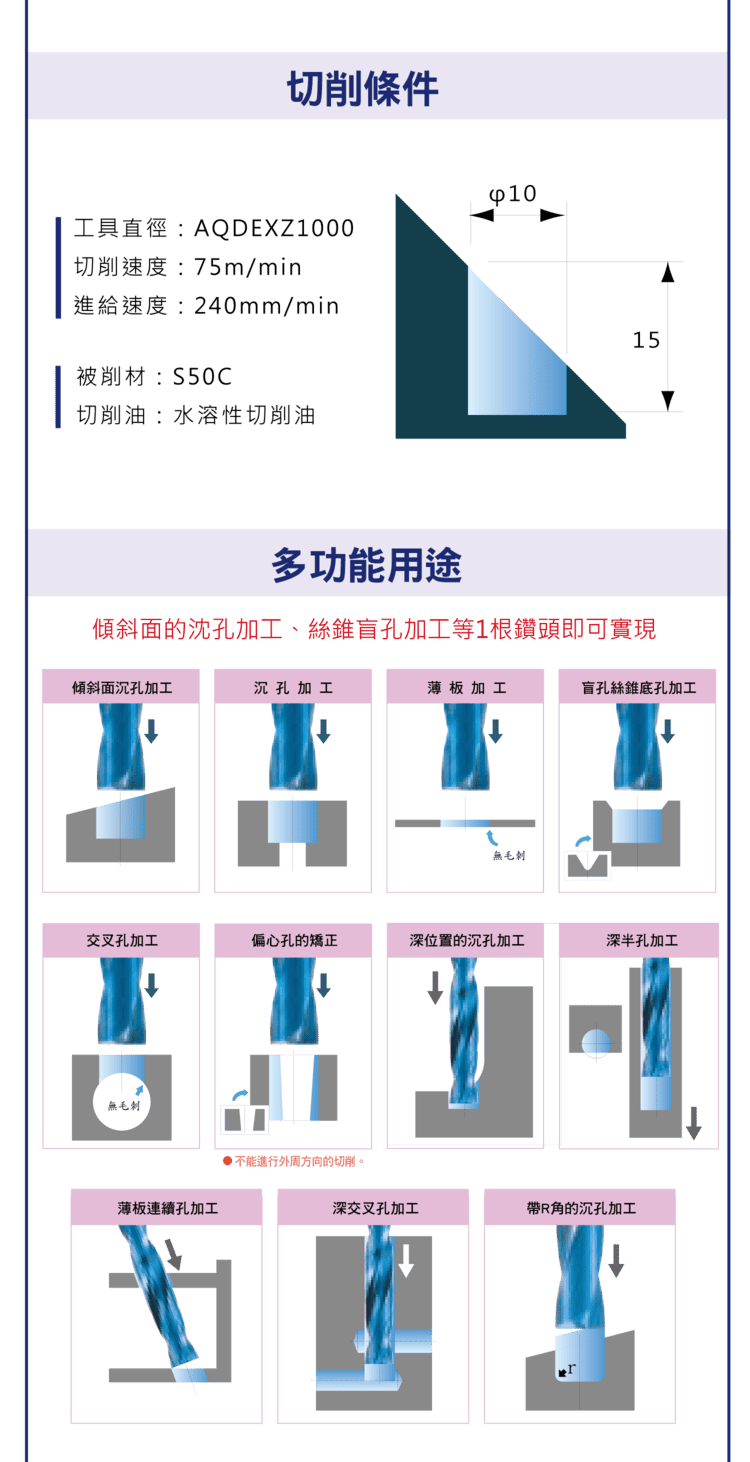
多功能加工應用
一支平頭鑽可涵蓋多種加工型態,提升加工彈性。
| 應用 | 說明 |
|---|---|
| 傾斜面鑽孔 | 斜面切入穩定、不易滑動 |
| 沉孔 / 深孔沉孔 | 平底沉孔一次成形 |
| 薄板加工 | 毛邊高度明顯降低 |
| 盲孔平底加工 | 孔底平整 |
| 偏心孔修正 | 切入穩定、減少偏移 |
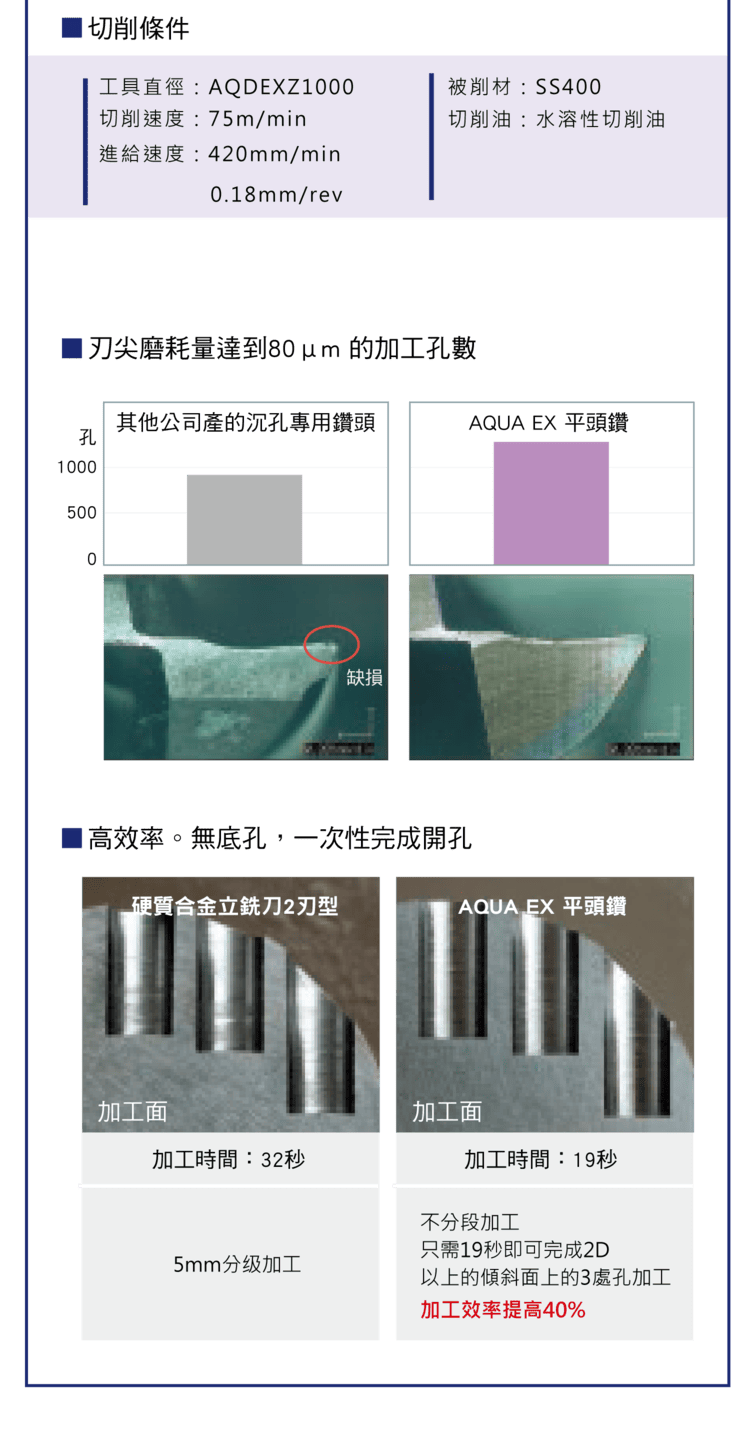
建議加工條件
下表為原廠示例條件(以碳鋼/合金鋼為例),實際參數須依機台、刀徑與材料硬度調整。
| 項目 | 示例值 |
|---|---|
| 切削速度 vc | 約 75 m/min |
| 進給速度 vf | 約 240–420 mm/min |
| 每轉進給 fn | 約 0.18 mm/rev |
| 適用材料 | SS400、S50C、SCM415 |
| 切削油 | 水溶性切削油 |
切削參數的計算與換算,可參考鑽頭切削參數設定指南。
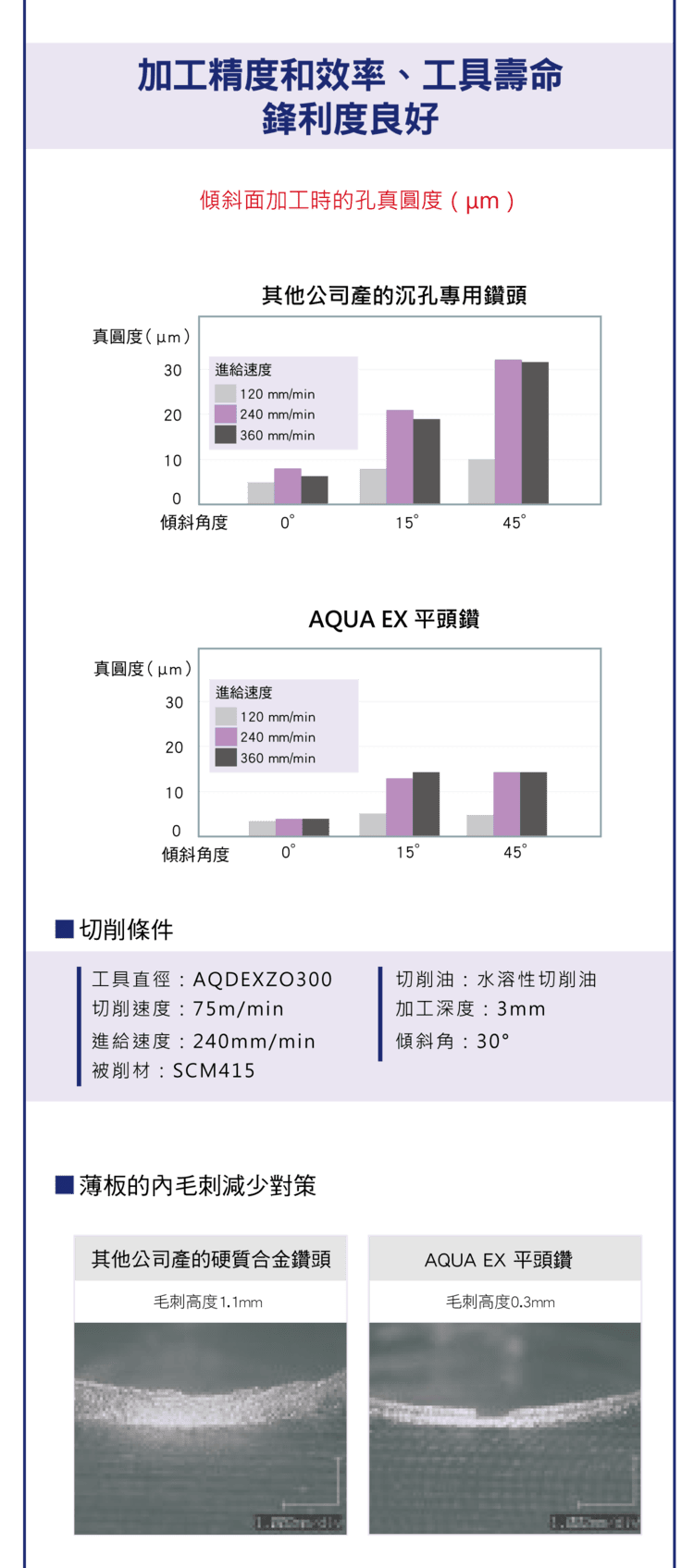
加工品質與選用建議
平頭鑽在孔真圓度、表面粗糙度與毛邊控制上表現佳,薄板加工的毛邊高度明顯降低。建議在下列情境優先選用,並搭配高剛性機台。
| 適用情境 | 建議設備 |
|---|---|
| 需要平底孔 | CNC 加工中心 |
| 傾斜面加工 | 高剛性機台 |
| 高效率開孔 | 穩定夾持與充足冷卻 |
更多平頭鑽應用案例可參考平頭鑽應用解析。
※ 文中效率(約 40%)、加工時間與切削條件為原廠示例數據,實際結果視機台、夾持、材料與冷卻條件而定。
Q:平頭鑽和立銑刀都能做平底孔,差在哪?
A:平頭鑽刀尖接近 180° 平底,可一次完成開孔與平底,孔底平整、排屑佳;立銑刀軸向鑽孔穩定性差、孔底可能不平,較適合側向銑削。
Q:平頭鑽適合哪些加工?
A:傾斜面鑽孔、沉孔與深孔沉孔、薄板加工、盲孔平底與偏心孔修正都適合,一支刀具多用途,提升加工彈性。
Q:平頭鑽為什麼孔徑精度比較好?
A:採雙刃帶導向與 2 段切削刃,切入更穩定,可減少孔徑擴大,擴孔量極小、尺寸更穩定。
Q:薄板鑽孔容易產生毛邊,平頭鑽有幫助嗎?
A:有。平頭鑽切入穩定、切削力均勻,薄板加工的毛邊高度可明顯降低,孔真圓度與表面品質也較佳。









